传质塔盘和蒸馏塔的制作方法
1.本发明涉及化工设备领域,具体而言,涉及一种传质塔盘和蒸馏塔。
背景技术:
2.蒸馏是一种热力学分离方法,是炼油和化工领域中最主要的分离手段。其分离原理是利用液体混合物中各组分挥发度不同,使液体混合物部分气化并随之使蒸气部分冷凝,从而实现其所含组分的分离。蒸馏过程一般是在蒸馏塔内进行的。蒸馏塔主要分为板式塔和填料塔,分别对应塔盘和填料为主要的塔内传质元件。在炼油化工企业塔设备中,板式塔占90%以上。板式塔内,气液两相在板上以气体鼓泡和液体喷射状态完成气液接触,同时气液两相进行热量和质量的传递,轻组分部分气化进入气相,重组分部分冷凝进入液相;因密度不同,在重力作用下,气液两相在塔盘上方分离,气相向上运动进入上层塔盘,液相向下运动进入下层塔盘;气液经过多层塔盘完成多级传质分离过程,最终轻重组分在蒸馏塔内得到了分离,塔顶主要得到轻组分,塔底主要得到重组分。
3.传质效率是衡量塔盘优劣的最重要参数,影响传质效率较多,其中板上分散气泡和液滴的直径大小决定了气液相的接触面积,是影响塔盘传质效率的关键因素。
4.中国专利cn210409561 u公开了一种便于维护的气液传质精馏塔用微气泡塔盘,塔盘盘上均匀贯穿有若干个气液传质组件通孔,每个通孔内安装有一个气液传质组件,气液传质组件包括传质管,传质管顶部设有锥形封闭头且底部开口,传质管外壁上设有若干个升气孔,传质管外壁上再每个升气孔上端均设有弧形丝网板,锥形封闭头侧壁上贯穿有若干辅助孔,锥形封闭头侧壁在辅助孔上方设有溢流堰板。该专利所设置的弧形丝网板能够对气泡进行破碎,形成微气泡,提高传质效率。但是当气相从传质管外壁上的升气孔流出后会影响这个升气孔周围升气孔流出的气相形成的气泡,造成气泡并聚变大,降低传质效率。同时也会影响其周围不同传质管流出的气相形成的气泡,如传质管距离太近则气泡容易并聚,太远则会造成开孔率降低,影响装置处理量。
5.中国专利cn202777878 u一种微气泡整体传质塔盘,其整个塔盘均由微气泡传质材料,气相通过塔盘上的孔隙向上流动,整个塔盘面全部作为气液接触的鼓泡区。传质材料径向横截面积占全塔横截面积的10%~90%,传质材料孔隙体积分数10%~90%,孔径0.1~10mm。其形成的微气泡结构能够提供较均匀的微气泡气体分布,增加了气体与液层的接触面积,增大操作弹性,提高塔盘生产能力,降低塔盘间距,降低精馏塔高度。当气泡从传质材料孔上脱离形成气泡,其气泡直径要远大于孔径。虽然该专利比传统塔盘形成的气泡直径小,但是其气泡直径仍然较大。随着传质材料孔径变大,其气泡直径也越来越大,伴有一定的漏液发生,并且气相也不能均匀地在整个塔盘区域内较均匀地分布。
6.针对以上问题,特提出本技术。
技术实现要素:
7.本发明的目的包括提供一种传质塔盘和蒸馏塔,旨在改善背景技术提到的至少一
种问题。
8.本发明的实施例可以这样实现:
9.第一方面,本发明提供一种传质塔盘,包括气液传质层和用于将传质塔盘安装在蒸馏塔内的塔盘支撑机构,气液传质层设置在塔盘支撑机构上,传质塔盘安装于蒸馏塔后,气液传质层的一端边缘与蒸馏塔的塔壁之间具有可供液体下降的间隙;
10.气液传质层上有使气体分散的气孔,气孔的孔径为0.1~100μm,气液传质层的孔隙率为1%~80%。
11.在可选的实施方式中,气孔为平行于气液传质层厚度方向的圆柱形孔,且其均匀分布于气液传质层上;
12.优选地,气液传质层的厚度为1~100mm;
13.优选地,气液传质层上的孔均采用激光开孔的方式形成;
14.进一步优选地,气液传质层的材质为金属、金属氧化物、陶瓷、石墨、金刚砂或上述几种材质中至少两种材质形成的混合材质。
15.在可选的实施方式中,气液传质层的形状为由直线切割圆后形成的具有优弧的割圆,传质塔盘安装于蒸馏塔后,气液传质层为直线的边缘与塔壁之间形成可供液体下降的间隙;
16.在可选的实施方式中,传质塔盘还包括用于起到阻液作用的溢流板,溢流板与塔盘支撑机构连接,设置在对应气液传质层为直线的边缘处。
17.在可选的实施方式中,传质塔盘还包括受液盘,受液盘设置在气液传质层之下,受液盘具有供气体通过的通气孔,通气孔的孔径为0.1~100μm;
18.优选地,气液传质层采用烧结、3d打印或烧结和3d打印相结合的方式制成。
19.在可选的实施方式中,气液传质层的上表面涂覆有超疏液涂层,或气液传质层为超疏液材质制成。
20.在可选的实施方式中,传质塔盘还包括气相预分布层,气相预分布层设置在受液盘和气液传质层之间,气液传质层的孔隙率为1%~10%,孔径为0.2~100μm;气相预分布层孔隙率为10%~95%,孔径为0.1~50mm;
21.优选地,气相预分布层的材质为金属、金属氧化物、塑料、树脂、陶瓷、石墨、金刚砂或上述几种材质中至少两种材质形成的混合材质;
22.优选地,气相预分布层采用烧结、3d打印或烧结和3d打印相结合的方式制成。
23.在可选的实施方式中,气相预分布层和受液盘连接为一体;
24.优选地,连接方式为焊接、粘接、镶嵌、卡扣连接或者螺丝连接。
25.在可选的实施方式中,气液传质层、气相预分布层和受液盘连接为一体;
26.优选地,连接方式为焊接、粘接、镶嵌、卡扣连接或者螺丝连接。
27.在可选的实施方式中,传质塔盘还包括多根聚液针,每根聚液针表面具有亲液相涂层,多根聚液针设置于气液传质层朝下的一面。
28.第二方面,本发明提供一种蒸馏塔,包括塔体和多个由上至下设置在塔体的塔壁的如前述实施方式任一项的传质塔盘,上一个气液传质层与塔体的塔壁之间的间隙在相邻的下一个气液传质层所在平面内的投影完全位于该下一个气液传质层内。
29.本发明实施例的有益效果包括:
30.由于气液传质层的气孔孔径为0.1~100μm,当气相经过气液传质层时,会生成直径小于1mm的气泡,而孔隙率为1%~80%,产生的气泡数量巨大,所以气泡整体具有很大的表面积,大大增加了气相与液相之间的传质相界面积,而且此孔径大小还可有效避免液相穿过。本技术提供的传质塔盘所产生的气泡平均直径为200μm,而传统塔盘所产生的气泡直径一般在10~20mm,那么本技术所提供的气液相界面积是传统塔盘的50~100倍,极大地增加了气液相界面积。同时,由于本技术提供的传质塔盘产生的气泡直径小,气泡之间不易发生聚并现象,所以气液相界面积能够稳定在较大值。相对于传统塔盘所产生的气泡,本技术提供的传质塔盘还增加了气液相界更新速率。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
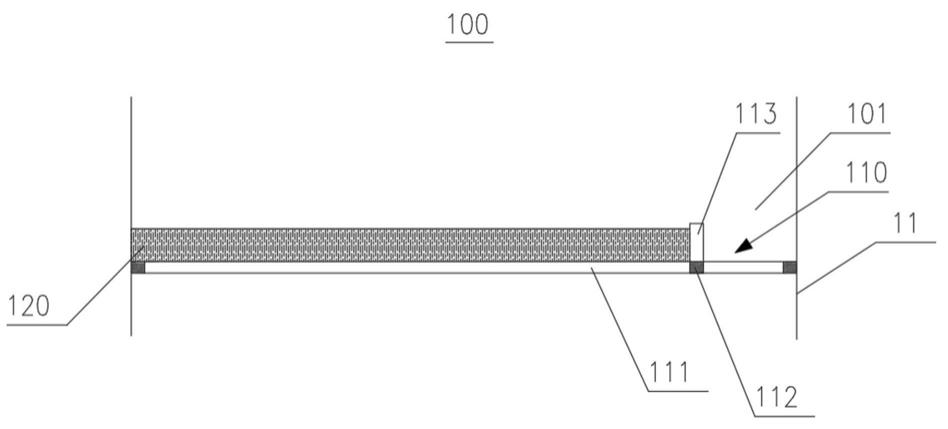
32.图1为本技术第一实施例提供的传至塔盘的结构示意图;
33.图2为本技术第一实施例提供的传质塔盘工作时的示意图;
34.图3为图1中气液传质层的局部剖视图;
35.图4为本技术第一实施例提供的传至塔盘的仰视图;
36.图5为本技术第二实施例提供的传至塔盘的结构示意图;
37.图6为本技术第三实施例提供的蒸馏塔内部的结构示意图;
38.图7为应用案例5中气相预分布层的结构示意图。
39.图标:100-传质塔盘;101-降液孔;102-气液传质区域;110-塔盘支撑机构;111-塔盘支撑圈;112-塔盘支撑杆;113-溢流板;120-气液传质层;121-气孔;130-受液盘;140-气相预分布层;141-第一金属烧结物层;142-第二金属烧结物层;143-格栅填料;150-聚液针;10-蒸馏塔;11-塔壁。
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
41.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
43.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方
位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
45.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
46.第一实施例
47.请参考图1,本实施例提供了一种传质塔盘100,包括气液传质层120和用于将传质塔盘100安装在蒸馏塔内的塔盘支撑机构110,气液传质层120设置在塔盘支撑机构110上,传质塔盘100安装于蒸馏塔后,气液传质层120的一端边缘与蒸馏塔的塔壁11之间具有可供液体下降的间隙。
48.气液传质层120上使气体分散的气孔121,气孔121的孔径为0.1~100μm,气液传质层120的孔隙率为1%~80%。
49.使用时,将塔盘支撑机构110设置在蒸馏塔的塔壁11上,使气液传质层120的一端边缘与塔壁11之间形成可供液体下降的间隙(降液孔101)以便传质完成的液相从降液孔101下落至下一层传质塔盘100上。
50.如图2所示,气相从气液传质层120穿过进入气液传质层120上方的气液传质区域102。当气相经过气液传质层120时,由于气液传质层120的气孔121孔径为0.1~100μm,因此会生成直径小于1mm的气泡,而孔隙率为1%~80%,产生的气泡数量巨大,所以气泡整体具有很大的表面积,大大增加了气相与液相之间的传质相界面积,而且此孔径大小还可有效避免液相穿过。本技术实施例提供的传质塔盘100所产生的气泡平均直径为200μm,而传统塔盘所产生的气泡直径一般在10~20mm,那么本方案所提供的气液相界面积是传统塔盘的50~100倍,极大地增加了气液相界面积。同时,由于本技术提供的传质塔盘100产生的气泡直径小,气泡之间不易发生聚并现象,所以,气液相界面积能够稳定在较大值。相对于传统塔盘所产生的气泡,本技术提供的传质塔盘100还增加了气液相界更新速率。
51.进一步地,如图3所示,气孔121为平行于气液传质层120厚度方向的圆柱形孔,且其均匀分布于气液传质层120上。
52.气孔121为圆柱孔时,可使气相能更快穿过气孔121,且由于孔径小,具有一定的压降,这种结构能够使气相均匀地通过气相分布层进入气液相传质区域进行传质传热,不会造成气相在塔盘上分布不均,造成传质传热效率下降。优选地,气液传质层120的厚度为1~100mm。
53.具体地,气液传质层120上的气孔121均采用激光开孔的方式形成。进一步优选地,气液传质层120的材质为金属、金属氧化物、陶瓷、石墨、金刚砂或上述几种材质中至少两种材质形成的混合材质。
54.进一步地,如图4所示,气液传质层120的形状为由直线切割圆后形成的具有优弧的割圆,传质塔盘100安装于蒸馏塔后,气液传质层120为直线的边缘与塔壁11之间形成可供液体下降的间隙即降液孔101。
55.进一步地,传质塔盘100还包括用于起到阻液作用的溢流板113,溢流板113与塔盘支撑机构110连接,设置在对应气液传质层120为直线的边缘处。具体地,溢流板113的高度高于或等于气液传质层120,当液相从上下降到气液传质层120后,溢流板113的设置可一定
程度上阻挡液相从降液孔101马上流下,起到延长液相在气液传质层120停留时间的作用,确保气液传质更充分,当液相积累到即将高于溢流板113时,从溢流板113上溢流至降液孔101。
56.进一步地,塔盘支撑机构110包括塔盘支撑圈111和塔盘支撑杆112,塔盘支撑圈111的大小与蒸馏塔正好匹配,其用于安装在塔壁11上,塔盘支撑杆112的相对两端与塔盘支撑圈111连接,使气液传质层120设置在塔盘支撑机构110上后,其主要位于塔盘支撑杆112的一侧,且其直线的边缘正好位于塔盘支撑杆112上,而塔盘支撑杆112的另一侧则是降液孔101。
57.第二实施例
58.本实施例与第一实施例基本相似,未提及之处参考第一实施例。
59.如图5所示,本实施例的传质塔盘100的气液传质层120采用烧结的方式制成,其所含的气孔121也是在烧结过程中形成。
60.需要说明的是,在本技术的其他实施例中,气液传质层120还可采用3d打印或烧结和3d打印相结合的方式制成。
61.具体地,气液传质层120的材质为金属、金属氧化物、塑料、树脂、陶瓷、石墨、金刚砂或上述几种材质中至少两种形成的混合材质。
62.优选地,气液传质层120的上表面涂覆有超疏液涂层。超疏油涂层例如是超疏水涂层或超疏油涂层,具体设置何种涂层根据具体的液相种类选择。设置有超疏液涂层可使气相进入液相时可快速生成气泡,提高传质效率。
63.需要说明的是,在本技术的其他实施例中,气液传质层120也可以本身就是超疏液材质制成。
64.进一步地,传质塔盘100还包括受液盘130,受液盘130设置在气液传质层120之下,受液盘130具有供气体通过的通气孔,通气孔的孔径为0.1~100μm。
65.受液盘130上的通气孔的孔径为0.1~100μm时,可保证气相通过而液相不能通过,受液盘130的设置可使气相从下部达到传质塔盘100时先经受液盘130初步分散,然后再经气液传质层120被其进一步分散。
66.进一步地,传质塔盘100还包括气相预分布层140,气相预分布层140设置在受液盘130和气液传质层120之间,气液传质层120的孔隙率为1%~10%,孔径为0.2~100μm;气相预分布层140孔隙率为10%~95%,孔径为0.1~50mm。
67.气相从受液盘130上穿过后,气相预分布层140对气相进行一次分配,气液传质层120对气相进行二次分配,由于气相预分布层和气液传质层孔隙率不同,孔径不同,则两层的压降不同,在两次不同压力降作用下会进一步使气相均匀分布。
68.具体地,气相预分布层140厚度为10~300mm,气液传质层120厚度为1~100mm。
69.进一步地,气相预分布层140可以是一层还可以是多层。
70.优选地,气相预分布层140采用烧结、3d打印或烧结和3d打印相结合的方式制成。此外,气相预分布层140结构还可以是丝网、规整填料(如格栅、折流板、波纹填料等)或其组合。
71.具体地,气相预分布层140的材质为金属、金属氧化物、塑料、树脂、陶瓷、石墨、金刚砂或上述几种材质中至少两种材质形成的混合材质。
72.优选地,为便于安装,气液传质层120、气相预分布层140和受液盘130连接为一体。
73.具体地,气液传质层120、气相预分布层140和受液盘130的连接方式为焊接、粘接、镶嵌、卡扣连接或者螺丝连接。
74.优选地,气液传质层120、气相预分布层140和受液盘130的形状大小相同,这三者连成一体后其在同一水平面上的投影基本完全重合。
75.进一步地,传质塔盘100还包括多根聚液针150,每根聚液针150表面具有亲液相涂层,多根聚液针150设置于气液传质层120朝下的一面。
76.亲液相涂层可以是亲油相或亲水相,具体设置何种涂层根据具体的液相种类选择。
77.气相带入到上层气液传质层120或气相预分布层140的小液滴能够被聚液针150表面的亲液相涂层“吸”到聚液针150上,当聚集到一定量时就会沿聚液针150落回,可以提高液滴落回速率,减少液相在气液传质层120或气相预分布层140的停留时间。
78.需要说明的是,在本技术的其他实施例中,聚液针150本身还可以就是采用亲液相材质制成。
79.第三实施例
80.如图6所示,本实施例提供一种蒸馏塔10,包括塔体和多个由上至下设置在塔体的塔壁的第二实施例提供的传质塔盘100,上一个气液传质层120与塔体的塔壁之间形成的降液孔101在相邻的下一个气液传质层120所在平面的投影完全位于该下一个气液传质层120内,如此可保证上一层完成传质的液相从降液孔101完全落入下一层的气液传质层120上。
81.应用案例1
82.采用第一实施例提供的塔盘。气液传质层120的气孔121为圆柱形孔道均匀布置,其开孔率为60%,孔径为100μm,传质材料厚度为5mm。通过环己烷-正庚烷物系测试,该微气泡塔盘较f1浮阀塔盘效率提高约62%,较微气泡整体塔盘效率提高约16%。
83.应用案例2
84.采用第一实施例提供的塔盘。气液传质层120的气孔121为圆柱形孔道均匀布置,其开孔率为80%,孔径为50μm,传质材料厚度为5mm。通过乙醇-水物系测试,该微气泡塔盘较f1浮阀塔盘效率提高约68%,较微气泡整体塔盘效率提高约15%。
85.应用案例3
86.采用第二实施例提供的塔盘。气液传质层120采用金属粉末烧结制成,其孔隙率为10%,平均孔径为5μm,材料孔径不均一,传质材料厚度为5mm。气相预分布层140采用金属丝网制成,使用焊接方式与气液传质层120和塔盘支撑机构110固定;其孔隙率为30%,平均孔径为5mm,材料孔径不均一,传质材料厚度为5mm;通过环己烷-正庚烷物系测试,该微气泡塔盘较f1浮阀塔盘效率提高约60%,较微气泡整体塔盘效率提高约15%。
87.应用案例4
88.采用第二实施例提供的塔盘,其不包括气相预分布层140。气液传质层120采用3d打印的金属氧化物制成,其孔隙率为8%,平均孔径为1μm,材料孔径基本均一,传质材料厚度为8mm;通过乙醇-水物系测试,该微气泡塔盘较f1浮阀塔盘效率提高约70%,较微气泡整体塔盘效率提高约17%。
89.应用案例5
90.采用第二实施例提供的塔盘,气相预分布层140为3层。气液传质层120采用金刚砂烧结制成,其孔隙率为10%,平均孔径为50μm,材料孔径不均一,传质材料厚度为8mm。气相预分布层140设置三层,使用螺栓与气液传质层120和塔盘支撑机构110固定;如图7所示,气相预分布层140从上往下,第一层为第一金属烧结物层141,其孔隙率为20%,平均孔径为0.5mm,材料孔径不均一,传质材料厚度为4mm;第二层为第二金属烧结物层142其孔隙率为50%,平均孔径为1mm,材料孔径不均一,传质材料厚度为4mm;第三层为格栅填料143,其孔隙率为95%,平均孔径为12mm,材料孔径均一,厚度为10mm;通过环己烷-正庚烷物系测试,该微气泡塔盘较f1浮阀塔盘效率提高约50%,较微气泡整体塔盘效率提高约12%。
91.综上,本技术实施例提供的传质塔盘100具有以下优点:
92.1.大幅增加气液传质相界面积和气液更新速率。
93.气相从气液传质层120穿过进入气液传质层120上方的气液传质区域102。当气相经过气液传质层120时,由于气液传质层120的气孔121孔径为0.1~100μm,因此会生成直径小于1mm的气泡,而孔隙率为1~80%,产生的气泡数量巨大,所以气泡整体具有很大的表面积,大大增加了气相与液相之间的传质相界面积,而且此孔径大小还可有效避免液相穿过。本技术提供的传质塔盘100所产生的气泡平均直径为200μm,而传统塔盘所产生的气泡直径一般在10~20mm,那么本方案所提供的气液相界面积是传统塔盘的50~100倍,极大地增加了气液相界面积。同时,由于本技术提供的传质塔盘100产生的气泡直径小,气泡之间不易发生聚并现象,所以,气液相界面积能够稳定在较大值。相对于传统塔盘所产生的气泡,本技术提供的传质塔盘100也增加了气液相界更新速率。
94.2.增加有效传质面积。
95.本技术实施例提供的传至塔盘,气液传质层120的一部分就是受液区(即接受上一塔盘落下的液相的区域),气相能够穿过,相对于现有的塔盘受液区气相无法穿过,本技术提供的塔盘有效传质面积更大,提高了塔盘的有效利用率。
96.3.增加气液传质时间。
97.本技术实施例提供的传至塔盘能够产生平均直径为200μm气泡,在同等条件下其在液相的停留时间是气泡直径20mm的47倍。同时,本技术实施例提供的传至塔盘不易产生雾末夹带,所以每层塔盘上的液层高度可以增加一倍以上。采用本技术实施例提供的传至塔盘可以大幅增加气液两相传质时间,有利于提高传质效果。
98.4.气相分布均匀。
99.本技术第一实施例提供的塔盘由于气相分布层中所设置的圆柱形孔道直径很小,具有一定的压降,这种结构能够使气相均匀地通过气相分布层进入气液相传质区域进行传质传热,不会造成气相在塔盘上分布不均,造成传质传热效率下降。
100.本技术第二实施例提供的塔盘包括气相预分布层140和气液传质层120。气相预分布层140对气相进行一次分配,气液传质层120对气相进行二次分配。气相预分布层140孔隙率10%~95%,孔径0.1~50mm,有一定的压力降,这就使气相在进入气液传质层120时已经得到较为均匀的分布。又因为气液传质层120的孔隙率为10%以下,孔径0.2~100μm,其压力降更大,这会进一步使气相均匀分布。最后气相能够均匀地从气液传质层120进入到液相进行气液传质传热。不会造成气相在塔盘上分布不均,造成传质传热效率下降。
101.5.表面超疏液
102.气液传质层120上面涂覆一层超疏液涂层或者气液传质层120本身就是超疏液材料制成,气相进入液相时可以快速生成气泡,提高传质效率。由于超疏液涂层或材料的存在,液相更难通过气液传质层120而漏到下层塔盘。同时也能够使焦、垢等物质不易粘连到气液传质层120上面造成微孔的堵塞。
103.6.无漏液。
104.当气相负荷过低时传统塔盘上的液相受重力作用会从阀孔漏到下层塔盘,从而降低塔盘效率。本技术实施例案提供的塔盘气液传质层120为多微孔结构,液相很难发生漏液现象,在优选的实施方案中其表面或材料为超疏液材料组成,液相就不会通过气液传质层120微孔漏到下层塔盘,从而提高了传质效率,增大了操作弹性。
105.7.无雾沫夹带。
106.当气相负荷过大,气液在塔盘上搅拌加剧,泡沫层增加,以致气相夹带许多还未分离的液沫进入到上一层塔盘。本技术实施例提供的塔盘所生成的气泡直径很小,破碎后飞溅出去的液沫量很少。因此即使气相负荷过大后,也不会发生雾沫夹带。
107.当本技术实施例提供的塔盘包括气相预分布层140时,其还可以当做雾沫消除器,以应对气相负荷突然增大,使液相被带入到较高位置,由于有气相预分布层140,可以将被带入的液相分离下来,而不是被带入到上一层塔盘中。
108.8.聚液针150。
109.由气相带入到上层气液传质层120或气相预分布层140的小液滴能够被聚液针150表面的亲液相涂层“吸”到聚液针150上,当聚集到一定量时就会沿聚液针150落回,可以提高液滴落回速率,减少液相在气液传质层120或气相预分布层140的停留时间。
110.9.提效降本。
111.如应用本方案提供的塔盘,新建塔可以在保证产品质量的同时降低塔高,大幅降低塔的制造成本。旧塔改造可以提高装置处理量、产品质量,减少塔盘数量,从而降低改造成本。
112.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1