一种太阳伞加工用喷漆烘干一体化设备的制作方法
1.本实用新型属于太阳伞加工设备技术领域,尤其涉及一种太阳伞加工用喷漆烘干一体化设备。
背景技术:
2.太阳伞,就是主要用于遮防太阳光直接照射的伞;太阳伞可以阻挡约70的紫外线,但无法隔绝反射的紫外线;如果没有防紫外线涂层的伞,也可以使用普通太阳伞,黑色伞的防御效果相对比较好,其次是粉红色、鹅黄色,而红色几乎没有防紫外线的功能。
3.由此,在太阳伞制作过程中,涂层的喷漆尤为重要,现有技术中喷漆和烘干为单独做工,通过机器喷漆后在通过生产线运送至烘干流程处进行烘干,但是现有太阳伞喷漆装置依然存在着在太阳伞喷漆后,喷漆会伴随着太阳伞的移动进行滴落,导致资源浪费的问题。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种太阳伞加工用喷漆烘干一体化设备,以解决现有太阳伞喷漆装置依然存在着在太阳伞喷漆后,喷漆会伴随着太阳伞的移动进行滴落,导致资源浪费的问题。一种太阳伞加工用喷漆烘干一体化设备,包括若干个安装在运料轨底端面的支撑腿,所述运料轨的两侧呈对称焊接有烘干板,每一个所述烘干板的两端面均通过螺钉安装有滑槽,每一个所述滑槽的表面滑动连接有挡门,所述运料轨采用矩形结构的铝合金,所述运料轨的长度大于所述烘干板的长度,所述运料轨的表面安装有滑轨,所述滑轨的表面滑动连接有若干个扣料台;所述扣料台采用圆形“o”字形结构的铝合金,所述扣料台的表面开设有圆形开孔,所述扣料台的底端卡扣有用于所述滑轨表面滑块的凸起,所述圆形开孔和太阳伞伞把的外壁贴合;每一个所述烘干板的内壁电性嵌装有电热管,所述烘干板的外壁通过连接管连接有液压杆,所述液压杆的底端旋接有喷漆桶。
5.所述喷漆桶的内部设有柱状空腔,一圆形隔板将所述柱状空腔隔设为上下两个空腔,所述上空腔的内部并位于所述喷漆桶的上端内壁上通过螺钉安装有一旋转电机,所述旋转电机的转轴端穿过所述圆形隔板,一转柱和所述旋转电机的转轴连接,所述转柱的外壁焊接有若干搅拌扇叶。
6.所述搅拌扇叶采用扇状结构的碳素合金钢,所述搅拌扇叶呈阵列分布在所述转柱的外壁,所述搅拌扇叶的表面设有若干弧形结构凸起,每一个所述搅拌扇叶的表面均涂覆有防粘涂层。
7.所述喷漆桶的上端开设有用于输入喷漆的入漆口,一封盖旋接在所述入漆口上,所述喷漆桶的底端通过电磁阀连接有一传送管,所述传送管的底端安装有若干出漆管,每一个出漆管的表面均安装有一个喷漆头。
8.所述传送管采用管状结构的碳素合金钢,所述传送管的两端为封闭结构,所述传送管的底端面贯穿开设有若干用于旋接所述出漆管的螺纹孔;所述出漆管采用管状结构的
碳素合金钢;所述喷漆头的底端位于所述扣料台的正上方。
9.所述运料轨的底端面通过螺钉安装有智控箱,所述智控箱的内部集成安装有一plc,所述plc的输入端通过导线连接有控制按钮,所述控制按钮采用ds426型号控制按钮;所述plc的输入端通过导线连接有距离传感器,所述距离传感器安装在每一个所述出漆管的外壁并用于检测当前所述出漆管和待喷漆太阳伞上表面的距离,所述距离传感器采用cmos型号位移传感器;所述plc的输入端通过导线连接有温度传感器,所述温度传感器采用tp
‑
100型号温度传感器,所述温度传感器通过一xh
‑
3002型号数显恒温开关,所述数显恒温开关用于控制装置内部的温度,所述温度传感器安装在所述挡门的内壁上;所述plc的输出端通过第一驱动模块连接有滑轨,所述调节轨采用frrw40型号电动滑轨,所述第一驱动模块采用igbt型号驱动模块;所述plc的输出端通过第二驱动模块连接有电热管,所述第二驱动模块采用igbt型号驱动模块,所述电热管采用xbs型号工业电热管;所述plc的输出端通过第三驱动模块连接有液压杆,所述第三驱动模块采用igbt型号驱动模块,所述液压杆采用hob100型号液压伸缩杆;所述plc的输出端通过第四驱动模块连接有电磁阀,所述第四驱动模块采用igbt型号驱动模块,所述电磁阀采用fd油漆电磁阀;所述plc的电源端口通过稳压模块连接有外部控制电源,所述稳压模块采用lm7805型号稳压模块。
10.与现有技术相比,本实用新型具有如下有益效果:
11.1.本实用新型通过设置运料轨,在运料轨的表面安装滑轨,滑轨的表面安装有若干个电动滑块,每一个电动滑块均由装置一端移动至装置另一端,在电动滑块的表面活性卡扣有扣料台,扣料台和代加工太阳伞的底端把手卡扣,实现快速上料下料,减少物料运输的时间消耗。
12.2.本实用新型通过设置喷漆桶,在喷漆桶内设置搅拌扇叶,搅拌扇叶环绕安装在转柱的外壁,旋转电机通过l298n驱动模块安装在plc的输出端,旋转电机采用ye3型号电机,在旋转过程中,搅拌扇叶和喷漆桶内的涂料接触,对内部涂料进行混合搅匀,避免喷涂过程中涂料不均匀导致的喷涂效果不佳的问题。
13.3.本实用新型设置传送管,传送管呈阵列分布在喷漆桶的底端面,传送管至少设置一个,每一个传送管的底端面均安装有和扣料台相同数量的出漆管,由此在电磁阀导通时,进入不同传送管内部的原料可以通过不同位置的出漆管将涂料喷覆在太阳伞的表面,时间快速喷涂。
14.4.本实用新型设置滑槽,滑槽采用同滑轨相同型号的电动滑轨,滑槽的表面滑动安装有挡门,在太阳伞进入烘干板内侧时,挡门进行上移,使得太阳伞顺利进入出漆管下方实现喷漆;在太阳伞进行喷涂时挡门下落,在喷涂完成后,位于烘干板内部的电热管通过烘干板表面的开孔对太阳伞表面的喷漆进行烘干,烘干时长通过一kg316t型号定时器进行时长控制,烘干完成后,挡门上移,物料运出。
15.5.本实用新型在喷涂完成后可以即时烘干,避免太阳伞喷涂后需要进行移动至烘干流程才能进行烘干的弊端,进而避免移动过程中涂料的滴落产生的资源浪费问题。
附图说明
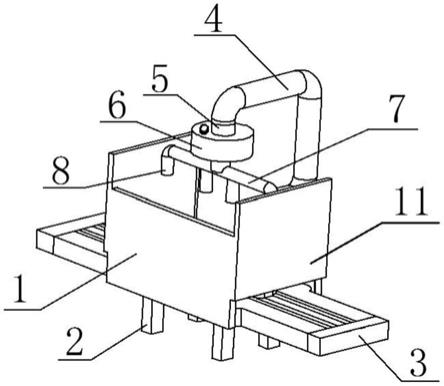
16.图1是本实用新型的结构示意图;
17.图2是本实用新型中烘干板和电热管的连接结构示意图;
18.图3是本实用新型中运料轨的结构示意图;
19.图4是本实用新型中喷漆桶的结构示意图。
20.图中:
[0021]1‑
烘干板,2
‑
支撑腿,3
‑
运料轨,31
‑
滑轨,32
‑
扣料台,4
‑
连接管,5
‑
液压杆,6
‑
喷漆桶,61
‑
转柱,62
‑
搅拌扇叶,7
‑
传送管,8
‑
出漆管,9
‑
电热管,10
‑
滑槽,11
‑
挡门。
具体实施方式
[0022]
为了使本技术领域的人员更好地理解本实用新型方案,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
[0023]
如附图1至附图4所示。
[0024]
本实用新型提供一种太阳伞加工用喷漆烘干一体化设备,包括若干个安装在运料轨3底端面的支撑腿2,所述运料轨3的两侧呈对称焊接有烘干板1,每一个所述烘干板1的两端面均通过螺钉安装有滑槽10,每一个所述滑槽10的表面滑动连接有挡门11,所述运料轨3采用矩形结构的铝合金,所述运料轨3的长度大于所述烘干板1的长度,所述运料轨3的表面安装有滑轨31,所述滑轨31的表面滑动连接有若干个扣料台32;所述扣料台32采用圆形“o”字形结构的铝合金,所述扣料台32的表面开设有圆形开孔,所述扣料台32的底端卡扣有用于所述滑轨31表面滑块的凸起,所述圆形开孔和太阳伞伞把的外壁贴合;每一个所述烘干板1的内壁电性嵌装有电热管9,所述烘干板1的外壁通过连接管4连接有液压杆5,所述液压杆5的底端旋接有喷漆桶6。
[0025]
使用者将装置接通外部控制电源,将太阳伞卡扣在扣料台32的上端面,通过控制按钮控制装置通电,此时挡门11在滑槽10的驱动下上移,此时卡扣在扣料台32表面的太阳伞在滑轨31的带动下移动至挡门11的内侧并位于烘干板1的内侧,此时挡门11下落,使用者预先将需要使用的喷漆原料通过外部传输管传输至喷漆桶6,搅拌扇叶62对喷漆桶6内部的喷漆原料进行均匀搅拌,同事液压杆5将喷漆桶6下降至太阳伞上方合适位置(15cm
‑
18cm),通过外部另一控制按钮控制电磁阀导通,喷漆原料通过传送管7传送至出漆管6后,喷漆原料通过喷漆头喷出至太阳伞表面,实现喷涂,喷涂完成后,喷涂完成后,使用者通过控制按钮控制电磁阀关闭,电热管9开始导热,热量通过烘干板1进行散发,使用者通过定时器确定烘干时长,在定时恒温的条件下对喷涂原料进行烘干,烘干完毕后,如需二次喷涂涂层,则进行二次喷漆,如不需要,则对那挡门11自动通过滑槽10上升至最高点,扣料台32带动喷漆完成的太阳伞移动至一侧挡门11的外侧。
[0026]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1