一种标准节补漆时的补漆室的制作方法
1.本实用新型涉及塔机加工设备领域,具体涉及一种标准节补漆时的补漆室。
背景技术:
2.现在的标准节在电泳完毕后,为保证标准节表面涂层的覆盖,在标准节电泳完毕后需要对标准节进行补漆(在进行电泳完毕后,在少许位置处存在未被涂层覆盖的地方),这样为保证涂层的覆盖,在标准节电泳完毕后需要对标准节进行补漆,现在的补漆室通过工作人员的移动寻找标准节上未被涂层覆盖起来的区域,并未被涂层覆盖的区域进行补漆,但是上述的补漆工作人员的劳动强度比较的大,同时在进行工作的时候需要工作人员围绕标准节进行转动,这样工作人员在进行补漆的时候还需要围绕标准节进行转动,这样在工作的时候工作人员的劳动强度比较的大,同时在进行补漆的时候还需要进行移动,这样会产生漏查的情况。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提出了一种标准节补漆时的补漆室,通过负压的形式将补漆时产生的气味清除掉,同时补漆室夹具对标准节进行装夹,同时夹具是标准节进行旋转,这样降低工作人员补漆的强度,同时工作人员在进行补漆的时候无需进行移动,这样工作人员的注意力在标准节上,这样不容易产生补漆遗漏的情况。
4.为实现上述的目的,本实用新型的方案:一种标准节补漆时的补漆室,包括密封室、标准节装夹机构与负压吸附机构,密封室即为密封的壳体,在密封室开有相对设置的进料口与出料口,在进料口与出料口内均设置有滑动封门,在密封室内设置有标准节装夹机构,标准节装夹机构对标准节进行自动装夹,同时在标准节装夹机构的一侧设置有旋转组件,通过旋转组件带动装夹在标准节装夹机构上的标准节进行旋转;在密封室的两侧内壁上均设置有滑动轨道,在滑动轨道上设置有在滑动轨道上移动的滑动座且滑动座上与滑动轨道之间设置有直线电机,在滑动座上设置有站台,通过直线电机驱动站台自动移动;在密封室的外壁上设置有负压吸附机构,负压吸附机构包括负压管、负压泵与净化组件,其中负压管为多根且每根负压管固定在密封室的内壁上,同时每根负压管与密封室进行连通,多根负压管的另外一端与负压泵进行连接,负压泵的出气孔与净化组件进行连接,这样通过负压将密封室内的油漆味道吸附走,同时带有油漆味道的气体通过净化组件净化后向外界排放。
5.优选地,标准节装夹机构包括滑动组件、支撑臂、夹紧组件与转轴,其中滑动组件包括轨道与移动座,轨道向外延伸并突出密封室,在轨道上设置有在轨道上移动的移动座,在移动座上设置有两根向下延伸的支撑臂,在两根支撑臂之间设置有对标准节进行装夹的夹紧组件,在夹紧组件两端固定有转轴且转轴通过轴承固定在支撑臂上;在其中一根转轴上固定有摩擦片,旋转组件为步进电机,在步进电机的输出轴上同样固定有摩擦片,当标准节位于密封室内的时候,转轴上的摩擦片与步进电机上的摩擦片相互贴合,这样步进电机
带动标准节进行旋转。
6.优选地,夹紧组件包括固定板、缓冲板与限位柱,其中固定板为两片且两片固定板位于标准节的两端,在固定板与标准节之间设置有缓冲板,缓冲板与标准节之间设置有缓冲弹簧,在固定板上固定有多个伸缩气缸且伸缩气缸的活塞杆朝向标准节,在伸缩气缸的活塞杆上固定有限位柱且限位柱穿过缓冲板,限位柱的位置与标准节上孔的位置相对应,在限位柱上固定有限位板且限位板位于缓冲板与标准节之间,同时伸缩气缸的回收,缓冲板对标准节进行让位,当伸缩气缸顶出的时候,限位柱伸入到标准节的孔内,同时缓冲板按压在标准节的端部。
7.与现有技术相比,本实用新型的优点在于:1、通过负压的形式将补漆时产生的气味清除掉,同时补漆室夹具对标准节进行装夹,同时夹具是标准节进行旋转,这样降低工作人员补漆的强度,同时工作人员在进行补漆的时候无需进行移动,这样工作人员的注意力在标准节上,这样不容易产生补漆遗漏的情况。
附图说明
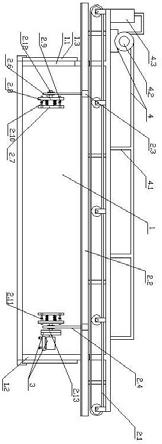
8.图1为本实用新型的主视图。
9.图2为本实用新型标准节装夹机构的示意图。
10.图3为本实用新型夹紧组件的示意图。
11.其中,1、密封室,1.1、进料口,1.2、出料口,1.3、滑动封门,2、标准节装夹机构,2.1、滑动组件,2.2、轨道,2.3、移动座,2.4、支撑臂,2.5、夹紧组件,2.6、固定板,2.7、缓冲板,2.8、缓冲弹簧,2.9、伸缩气缸,2.10、限位柱,2.11、限位板,2.12、转轴,2.13、摩擦片,3、旋转组件,3.1、滑动轨道,3.2、滑动座,3.3、直线电机,3.4、站台,4、负压吸附机构,4.1、负压管,4.2、负压泵,4.3、净化组件。
具体实施方式
12.现结合附图,对本实用新型进一步的阐述。
13.如图1-3所示,一种标准节补漆时的补漆室,包括密封室1、标准节装夹机构2与负压吸附机构4,密封室1即为密封的壳体,在密封室1开有相对设置(左侧壁与右侧壁)的进料口1.1与出料口1.2,在进料口1.1与出料口1.2内均设置有滑动封门1.3(即为在进料口1.1与出料口1.2均贴合的滑动封门1.3,在滑动封门1.3与密封室1之间通过焊接的方式固定有气缸,通过气缸驱动滑动封门1.3的滑动实现关闭与打开),在密封室1内设置有标准节装夹机构2,标准节装夹机构2对标准节进行自动装夹,同时在标准节装夹机构2的一侧通过焊接的方式固定有旋转组件3,通过旋转组件3带动装夹在标准节装夹机构2上的标准节进行旋转;在密封室1的两侧内壁上均通过焊接的方式固定有滑动轨道2.2,在滑动轨道2.2上设置有在滑动轨道2.2上移动的滑动座且滑动座上与滑动轨道2.2之间通过焊接的方式固定有直线电机,通过直线电机带动滑动座在滑动轨道2.2上移动,在滑动座上通过焊接的方式有站台(工作人员站在站台上,通过滑动座的移动实现沿着标准节移动,这样在进行补漆的时候,无需工作人员进行移动,这样降低工作人员的劳动强度),通过直线电机驱动站台自动移动;在密封室1的外壁上螺栓紧固的方式固定有负压吸附机构4,负压吸附机构4包括负压管4.1、负压泵4.2与净化组件4.3,其中负压管4.1为多根且每根负压管4.1通过螺栓固定在
密封室1的内壁上,同时每根负压管4.1与密封室1进行连通,多根负压管4.1的另外一端与负压泵4.2进行连接,负压泵4.2的出气孔与净化组件4.3进行连接,这样通过负压将密封室1内的油漆味道吸附走,同时带有油漆味道的气体通过净化组件4.3(活性炭箱体,通过活性炭对油漆进行吸附)净化后向外界排放,这样实现降低工作人员补漆的难度,同时标准节进行旋转,这样工作人员在进行补漆的实施无需进行移动。
14.标准节装夹机构2包括滑动组件2.1、支撑臂2.4、夹紧组件2.5与转轴2.12,其中滑动组件2.1包括轨道2.2与移动座2.3,轨道2.2向外延伸并突出密封室1,在轨道2.2上放置有在轨道2.2上移动的移动座2.3(移动座2.3与密封室1顶部之间通过焊接的方式固定有输送链条,通过输送链条的方式拉动移动座2.3在轨道上移动,通过直线电机带动移动座2.3自动移动),在移动座2.3上通过焊接的方式固定有两根向下延伸的支撑臂2.4(支撑臂2.4横向相对),在两根支撑臂2.4之间通过焊接的方式固定有对标准节进行装夹的夹紧组件2.5,在夹紧组件2.5两端通过焊接的方式固定有转轴2.12且转轴2.12通过轴承固定在支撑臂2.4上,通过转轴2.12的旋转带动夹紧组件2.5进行转动,这样标准节进行转动;在右侧的转轴2.12上通过焊接的方式固定有摩擦片2.13,旋转组件3为步进电机,在步进电机的输出轴上同样通过焊接的方式固定有摩擦片2.13步进电机通过焊接的方式固定在气缸,气缸的缸体通过螺栓固定在密封式的内壁上,当标准节位于密封室1内的时候,气缸顶出,转轴2.12上的摩擦片2.13与步进电机上的摩擦片2.13相互贴合,这样步进电机带动标准节进行旋转,这样降低工作人员工作难度。
15.夹紧组件2.5包括固定板2.6、缓冲板2.7与限位柱2.10,其中固定板2.6为两片且两片固定板2.6位于标准节的两端,在固定板2.6与标准节之间设置有缓冲板2.7,缓冲板2.7与标准节之间通过焊接的方式固定有缓冲弹簧2.8,在固定板2.6上通过焊接的方式固定有多个伸缩气缸2.9且伸缩气缸2.9的活塞杆朝向标准节,在伸缩气缸2.9的活塞杆上通过焊接的方式固定有限位柱2.10且限位柱2.10穿过缓冲板2.7,限位柱2.10的位置与标准节上孔的位置相对应,在限位柱2.10上通过焊接的方式固定有限位板2.11且限位板2.11位于缓冲板2.7与标准节之间,同时伸缩气缸2.9的回收,缓冲板2.7对标准节进行让位,当伸缩气缸2.9顶出的时候,限位柱2.10伸入到标准节的孔内,同时缓冲板2.7按压在标准节的端部,这样实现标准节的夹紧,通过缓冲板2.7对标准节的端部进行抵紧,这样装夹比较稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1