色浆及树脂的自动调配输送设备的制作方法
1.本技术与一种自动化设备有关,尤指一种色浆及树脂的自动调配输送设备。
背景技术:
2.以往各式的色浆及树脂,皆须视其不同的需求而有各自的配方或添加剂等成分。而较传统的作法采用人为操作计量,且在精确度上容易出错也不够精准,所以一般会采用机器等设备为之。而为了达到自动化调配成分,不同配方成分的染料或树脂就须独立以一条产线为之,如此方可达到自动化生产的目的。
3.然而,在为考虑生产设备的数量成本、以及如设备占用厂房面积等情况下,如每一种染料即需开一条产生,即需增加设备数量并占用厂房面积,造成投入的成本需大幅增加;而若仅限于现有产线下进行生产,则在每次替换染料成分的准备时间上需投入更大的时间作准备,造成产线使用率下降。
4.有鉴于此,本技术发明人为改善并解决上述的缺失,乃特潜心研究并配合学理的运用,终于提出一种设计合理且有效改善上述缺失的本技术。
技术实现要素:
5.本技术实施例的主要目的,在于可提供一种色浆及树脂的自动调配输送设备,可在计量上达到精准而稳定地水平,以节省人力,并可供需调配出两种或两种以上不同成分色浆及树脂的容器,皆可通过同一条自动化产线,以自动化调配出各容器所需的色浆及树脂配料成分,达到减少设备占地面积的目的。
6.为了达成上述的目的,本技术实施例提供一种色浆及树脂的自动调配输送设备,包括输送机构、以及两个或两个以上配料单元;输送机构用以供至少两种容器通过,而各配料单元则沿着输送机构依序配置,且各配料单元包含底座、承载于底座上的机架、以及设于机架一侧的配料箱,且底座上供输送机构通过,而机架上则设有配料头并连通两个或两个以上原料桶,原料桶收容于配料箱内;其中,各配料单元上设有传感器,而容器上则设有能被该传感器感知的识别元件,且各容器视其所欲装载的配料而有对应的识别元件。
附图说明
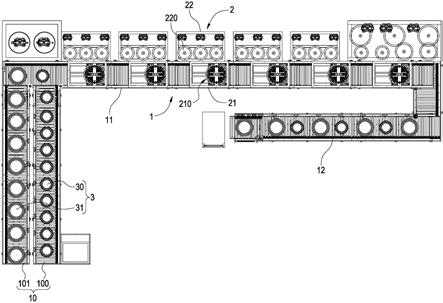
7.图1是本技术实施例的平面俯视示意图。
8.图2是本技术实施例配料单元供第一容器通过的平面示意图。
9.图3是本技术实施例配料单元供第二容器通过的平面示意图。
10.附图标记说明:
11.1:输送机构;
12.10:待料区;
13.100:第一输送线;
14.101:第二输送线;
15.11加工路径;
16.12备料区;
17.2:配料单元;
18.20:底座;
19.21:机架;
20.210:配料头;
21.22配料箱;
22.220:原料桶;
23.23:传感器;
24.3:容器;
25.30:第一容器;
26.300:第一识别元件;
27.31:第二容器;
28.310:第二识别元件。
具体实施方式
29.为了能更进一步揭露本技术实施例的特征及技术内容,请参阅以下有关本技术实施例的详细说明与附图,然而所附图仅提供参考与说明用,并非用来对本技术实施例加以限制者。
30.请参阅图1,为本技术实施例的平面俯视示意图。本技术实施例提供一种色浆及树脂的自动调配输送设备,包括输送机构1、以及两个或两个以上沿着该输送机构1依序配置的配料单元2,并通过该输送机构1依序将所需装载色浆及树脂的容器3,经由各配料单元2而装载所需配料,以达自动化的目的;其中:
31.该输送机构1可依序包含待料区10、连接该待料区10的加工路径11、以及连接该加工路径11的备料区12。其中,该待料区10又可由两条或两条以上输送线100、101并列而构成;而在本技术所举的实施例中,输送线100、101区分第一输送线100与第二输送线101,而容器3则依所需调配成不同成分的色浆及树脂而包含两个或两个以上第一容器30与两个或两个以上第二容器31,且为方便图中表示故以不同大小的容器作为识别,但并不以此为限。而第一容器30则可预备置放于第一输送线100上、第二容器31则可预备置放于第二输送线101上,以待依序分配至输送机构1的加工路径11,并由上述各配料单元2视其需装载的配料而自动分配配料。
32.该等配料单元2沿着上输送机构1的加工路径11长度依序配置。请一并参阅图2或图3所示,各配料单元2包含底座20、承载于该底座20上的机架21、以及设于机架21一侧的配料箱22;其中,底座20上用以供上述输送机构1的加工路径11通过,从而使被加工路径11所输送的容器3亦能通过机架21。而该机架21上设有配料头210,该配料头210可具有两个或两个以上配料管连通至装载有各种不同配料的原料桶220,以视需求而以对应的配料头210将原料桶220内所需的配料注入容器3内,而各原料桶220则被收容于上述配料箱22内,从而可构成配料单元2。
33.承上所述,本技术实施例主要是于上述各配料单元2适当处上设有传感器23,并于
容器3上皆设有能被该传感器23感知的识别元件300、310;其中,为使传感器23可区别第一容器30与第二容器31的不同,故该第一容器30上设有第一识别元件300,而该第二容器31上则设有第二识别元件310,第一识别元件300与第二识别元件310能通过该传感器23而作出区别,并借由计算机数值控制(图略)而得知第一、二识别元件300、310所对应添加的成分,从而能辨识当下通过该配料单元2的容器3所需添加的成分,进而控制配料头210以对应的配料管由所需配料的原料桶220取料后,并注入容器3内,进而达到自动化调配的目的。而上述识别元件300、310可以是无线射频识别(rfid)标签、近距离无线通信(nfc)、二维条形码(quick response code)、或条形码(bar code)等,并可设于容器3外周缘面或底面下方,以供传感器23设置在配料单元2对应的位置上而能进行辨识。
34.更进一步地,上述各配料单元2可视所需添加的成分不同作区分,例如负责提供树脂原料、不同的色粉、混合液或其它添加剂等,即视所需添加的各种成分作分类后,以供各容器3通过时,视其需要而进行添加;当然,也有可能在通过某一配料单元2时,因无须添加而可作控制其配料头210不予以选择配料管进行注料的动作,待设定时间经过后直接以加工路径11输送至下一配料单元2或备料区12处。
35.最后,再请参阅图1所示,在各第一、二容器30、31完成调配后,即可被输送至输送机构1的备料区12,从而可通过人工或其它自动化设备进行下一阶段的加工。
36.是以,借由上述的构造组成,即可得到本技术实施例的色浆及树脂的自动调配输送设备。
37.因此,借由本技术实施例的色浆及树脂的自动调配输送设备,可在计量上达到精准而稳定地水平,以节省人力,并可供需调配出两种或两种以上不同成分色浆及树脂的容器3或30、31,皆可通过同一条自动化产线,以自动化调配出各容器30、31所需的色浆及树脂配料成分,而不需要因为色浆及树脂的成分不同而为达自动化生产加开产线,故可达到减少设备占地面积的目的。
38.综上所述,本技术实施例的色浆及树脂的自动调配输送设备,可以达到预期的使用目的,从而解决现有技术问题。
39.以上所述仅为本技术的较佳可行实施例,非因此即局限本技术的保护范围,故凡是运用本技术说明书及附图内容的等效技术、手段等变化,均同理皆包含于本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1