一种可自动标记小方坯的冷床系统的制作方法
1.本实用新型涉及一种冷床系统,尤其是一种可自动标记小方坯的冷床系统。
背景技术:
2.小方坯的原料轧制高速线材生产过程包含转炉炼钢、精炼、连铸、加热、轧制、包装工序,在转炉炼钢和精炼工序中,以整炉为单位进行生产,然后进入连铸工序。为了提高效率,小方坯的连铸机流数一般是4-12个,一般可以连续生产10天~15天不停。连铸完成后的小方坯采用冷床吊装下线,之后均参杂存放在设置好的地点,待加热工序开启后再将小方坯运输到加热炉继续加工。但是,由于多流的小方坯可能会在冷检过程中发现质量问题,但是混杂的小方坯来自多流的小方坯,无法准确定位出现问题的连铸机。于是部分技术人员提出采用喷号装置对小方坯进行喷涂,但是,连铸机因为工艺问题所处的环境时比较潮湿,若采用一般的喷涂方式和喷涂染料进行喷涂无法标识清楚。而采用特殊的抗湿喷涂染料将造成标识成本过高,不适用于这样大规模的集中喷涂。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种零件损坏率小、喷涂效率高的可自动标记小方坯的冷床系统。
4.为解决上述技术问题,本实用新型所采取的技术方案是:
5.一种可自动标记小方坯的冷床系统,包括若干个冷床和与冷床对应设置的喷涂组件和红外传感器;所述冷床均包括有运输辊道和挡料板,运输辊道上设有运输辊;所述挡料板位于运输辊道的末端;所述喷涂组件包括固定架、连接板、喷头、进气管、进料管;所述喷头通过连接板和固定架设置在运输辊道的正上方;所述喷头的出口朝下设置,喷头的出口下方还设置有喷涂数字模板;所述喷头与进气管和进料管连通;所述进气管和进料管上分别对应设置有控制阀,进料管上还设置有增压泵;所述红外传感器设置在运输辊道末端的正上方;所述红外传感器可以操控控制阀和增压泵的开闭。
6.上述的可自动标记小方坯的冷床系统,还包括有涂料箱;所述涂料管与涂料箱连通;所述进气管与气站连通。
7.上述的可自动标记小方坯的冷床系统,还包括控制组件;所述控制组件包括cpu;所述cpu的信号输入端与红外传感器的信号输入端连接;所述cpu的信号输出端与控制阀和增压泵的信号输入端连接。
8.上述的可自动标记小方坯的冷床系统,所述固定架由水平板和竖直板一体或固接为
“┘”
形结构。
9.上述的可自动标记小方坯的冷床系统,还包括固定螺栓;所述固定架的水平板上设置有通孔;所述挡料板上设置有与通孔上下对应的盲孔,盲孔内设有螺纹;所述固定螺栓穿过固定架上的通孔并螺纹连接在挡料板上的盲孔内。
10.采用上述技术方案所产生的有益效果在于:本实用新型的喷头设置在冷床的下料
端,相较于设置在连铸机位置,可以有效避开连铸机的潮湿环境,可以避免涂料标识不清这类情况的发生,并且可以因此不采用防潮的涂料可以有效降低成本。本实用新型还采用红外传感器对小方坯进行到位检测;所述红外传感器设置在冷床下料端的正上方,红外传感器与小方坯处于较远的位置,可以有效避免高温的小方坯对红外传感器的寿命影响。本实用新型的进气管、进料管以及相应控制阀配合使得涂料可以准确喷涂在小方坯上。本实用新型具有使用寿命长、喷涂效率高等特点。
11.本实用新型还采用控制组件控制整个喷涂过程,使得喷涂过程完全自动化,有力减轻了工人的劳动负担,提高了喷涂效率。
附图说明
12.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
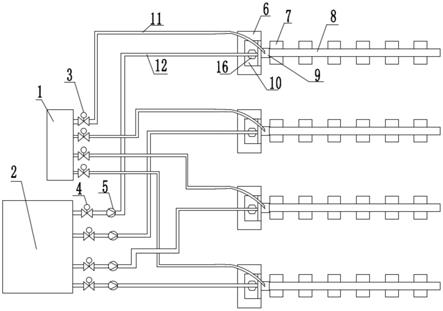
13.图1是本实用新型的结构示意图;
14.图2是本实用新型一个冷床处的结构示意图;
15.图3是本实用新型一个冷床处的电原理图。
16.图中各标号表示为:1、气站;2、涂料箱;3、气体控制阀;4、涂料控制阀;5、涂料增压泵;6、挡料板;7、运输辊;8、小方坯;9、连接板;10、固定架;11、进气管;12、进料管;13、红外传感器;14、喷头;15、喷涂数字模板;16、固定螺栓;17、cpu;j1、第一继电器;j1-1、第一继电器常开控制触点;t1、第一三极管;j2、第二继电器;j2-1、第二继电器常开控制触点;t2、第二三极管;j3、第三继电器;j3-1、第三继电器常开控制触点;t3、第三三极管。
具体实施方式
17.参看图1和图2,本实用新型包括若干个冷床和与冷床对应设置的喷涂组件和红外传感器13;参看图1,为本实用新型的一种实施例,所述冷床为4个,4个冷床对应4流的铸造机;每个冷床均包括运输辊道和挡料板6;所述运输辊道包括若干个运输辊7;所述运输辊7均垂直运输方向、彼此之间平行排列设置;所述挡料板6位于运输辊道的末端。这样,小方坯8可以在运输辊道上运输;直到到达运输辊道的末端。
18.参看图2为本实用新型中一个与铸造机对应的冷床处的结构示意图;本实用新型还包括涂料箱2;所述喷涂组件包括固定架10、连接板9、喷头14、进气管、进料管;所述固定架10包括水平板和竖直板,拼接或固接成
“┘”
结构。所述水平设置的板上设有通孔;所述挡料板6上设置有与水平设置板上通孔上下对应的盲孔;本实用新型还包括固定螺栓16;所述固定螺栓16穿过固定架10上的通孔伸进挡料板6上的盲孔内将固定架10固定在挡料板6上,可以便于后期冷床检修时将喷涂组件拆下,防止影响检修工作。所述固定架10的竖直板上固定有水平设置、且位于运输辊道末端上方的连接板9;所述连接板9上设置有出口向下设置的喷头14;所述喷头14下方、所述固定架10上连接有喷涂数字模板15;所述进气管11一端与气站1连通,另一端与喷头14的尾部连通;所述进料管12一端与涂料箱2连通,另一端与喷头14的中下部连通;所述进气管11和进料管12上分别对应设置有气体控制阀3和涂料控制阀4;所述进料管上还设置有涂料增压泵5;通过控制气体控制阀3、涂料控制阀4和涂料增压泵5的工作可以实现将涂料运输到喷头14处,以及将涂料自喷头14处喷出,经喷涂数字模板15后落到小方坯8上。所述红外传感器13设置在运输辊道末端的正上方,可以检测小方坯8
是否运输到运输辊道的末端。
19.参看图3,为本实用新型中一个与铸造机对应的冷床处的电原理图。本实用新型还包括控制组件;所述控制组件包括cpu17、第一继电器j1、第一继电器常开控制触点j1-1、第一三极管t1、第二继电器j2、第二继电器常开控制触点j2-1、第二三极管t2、第三继电器j3、第三继电器常开控制触点j3-1和第三三极管t3;所述红外传感器与cpu17的p1.0接口连接;所述cpu17的p2.0接口与第一三极管t1的基极连接;所述第一三极管t1的发射极接地,集电极经第一继电器j1后与电源连接;所述第一继电器常开控制触点j1-1一端与电源连接,另一端经气体控制阀后接地。所述cpu17的p2.1接口与第二三极管t2的基极连接;所述第二三极管t2的发射极接地,集电极经第二继电器j2后与电源连接;所述第二继电器常开控制触点j2-1一端与电源连接,另一端经涂料控制阀后接地。所述cpu17的p2.2接口与第三三极管t3的基极连接;所述第三三极管t3的发射极接地,集电极经第三继电器j3后与电源连接;所述第三继电器常开控制触点j3-1一端与电源连接,另一端经涂料增压泵后接地。所述cpu17可通过控制气体控制阀3、涂料控制阀4和涂料增压泵5的工作可以实现将涂料运输到喷头14处,以及将涂料自喷头14处喷出,经喷涂数字模板15后落到小方坯8上。
20.本实用新型的冷床工作过程为:所述红外传感器13检测小方坯8运输到运输辊道的末端,将检测的结果传输给cpu17;所述cpu17首先控制涂料控制阀4和涂料增压泵5工作,接着控制涂料控制阀4关闭;所述涂料在涂料增压泵5的压力下进入喷头14的中下部;接着,所述涂料增压泵5关闭;所述cpu17控制气体控制阀3工作,气体自气站1经过进气管11进入喷头14的尾部;在气体的空气压力下;所述涂料自喷头14的头部喷出,经喷涂数字模板15后落到小方坯8上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1