铝型材喷涂固化装置的制作方法
1.本实用新型涉及铝型材表面处理技术领域,具体涉及一种铝型材喷涂固化装置。
背景技术:
2.目前,对铝型材表面处理的方式有很多,如粉末喷涂、电泳和阳极氧化等,而粉末喷涂完成后需要将铝型材放入固化炉中进行固化,以提升铝型材表面涂层的附着力。
3.现有的固化炉一般采用热风加热和红外加热的方式实现涂层固化,但是存在如下问题:1、热风加热容易污染涂层表面,影响涂层质量;2、热风加热的能耗较大;3、红外加热容易出现加热死角,则需要加热时间较长。
技术实现要素:
4.本实用新型的目的是为了提供一种结构简单、使用可靠的铝型材喷涂固化装置,解决现有热风加热固化方式易污染铝型材涂层和能耗大的问题,同时相比较现有的红外加热方式,消除加热死角,提高固化效率。
5.本实用新型的技术方案是:
6.一种铝型材喷涂固化装置,包括固化箱体、设于固化箱体中的加热单元和铝型材支撑单元,其技术要点是:所述铝型材支撑单元包括带有行走轮组的行走架、设于行走架前、后两端的前、后托轮组、支撑于前、后托轮组上方的环形支撑架,所述环形支撑架由与支撑在前、后托轮组上的前、后支撑环、连接于前、后支撑环之间的多个轴向连杆、设于轴向连杆上的两个滑套、设于滑套外壁的挂钩组成,所述后托轮组中一个托轮的托轮轴与驱动电机连接;所述加热单元包括固定于固化箱体中的桥洞形反射支撑板、均匀设于桥洞形反射支撑板上且与环形支撑架的轴心线平行的多个碳纤维远红外加热管,各个所述碳纤维远红外加热管形成对应环形支撑架的门形包绕空间。
7.上述的铝型材喷涂固化装置,所述行走架的底板上设有朝向环形支撑架的凹槽,所述凹槽中设有多个沿环形支撑架轴向布置的碳纤维远红外加热管,所述凹槽上沿的前、后两端分别设有卡槽利用卡槽插入自由挡板。在安装铝型材时,装入自由挡板,安装完成后在将行走架退入固定箱之前抽出自由挡板。
8.上述的铝型材喷涂固化装置,同一根轴向连杆上的两个滑套的挂钩相对布置,挂钩的水平段插入铝型材的端部。
9.上述的铝型材喷涂固化装置,所述固化箱体的内底面设有与行走轮组对应的轨道,以方便推入行走架。
10.上述的铝型材喷涂固化装置,所述固化箱体的内侧设有与行走架对应的限位挡块,以实现对行走架的限位。
11.本实用新型的有益效果是:
12.1、利用碳纤维远红外加热管的远红外辐射加热,配以桥洞形反射支撑板实现光线汇聚,对环形支撑架上的铝型材进行高效加热固化,在此过程中,环形支撑架被驱动旋转,
滑套上的挂钩始终在下,被挂接的铝型材随环形支撑架旋转而发生绕环形支撑架中心的周向位置变换,铝型材在位置调整下进行加热,消除加热盲区,显著提高了加热固化效率。
13.2、利用碳纤维远红外加热管进行远红外辐射加热,避免了热风加热存在的污染问题,保证铝型材涂层表面的质量。
附图说明
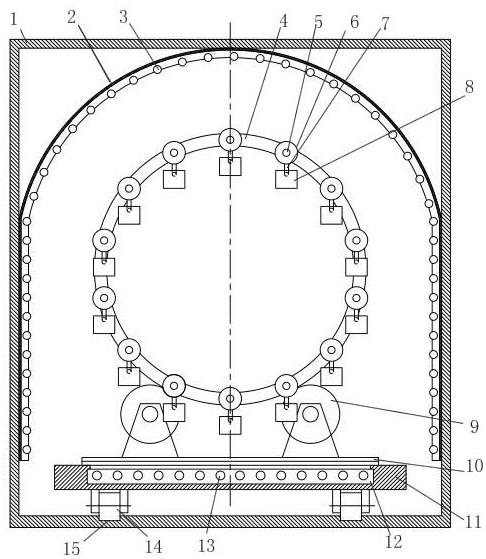
14.图1是本实用新型的结构示意图;
15.图2是本实用新型的轴向示意图(碳纤维远红外加热管部分省略)。
16.图中:1.固化箱体、2.桥洞形反射支撑板、3.碳纤维远红外加热管、4.前支撑环、5.轴向连杆、6.滑套、7.挂钩、8.铝型材、9.托轮组、10.卡槽、11.行走架、12.凹槽、13.碳纤维远红外加热管、14.行走轮组、15.轨道、16.后支撑环、17.驱动电机、18.限位挡块。
具体实施方式
17.下面结合附图及附图标记对本实用新型进行详细说明。
18.如图1、图2所示,该铝型材喷涂固化装置,包括固化箱体1、设于固化箱体1中的加热单元和铝型材支撑单元。
19.其中,所述铝型材支撑单元包括带有行走轮组14的行走架11、设于行走架11前、后两端的前、后托轮组9、支撑于前、后托轮组9上方的环形支撑架。所述环形支撑架由与支撑在前、后托轮组9上的前、后支撑环4、16、连接于前、后支撑环4、16之间的多个轴向连杆5、设于轴向连杆5上的两个滑套6、设于滑套6外壁的挂钩7组成。所述后托轮组中一个托轮的托轮轴与驱动电机17连接。所述加热单元包括固定于固化箱体1中的桥洞形反射支撑板2、均匀设于桥洞形反射支撑板2上且与环形支撑架的轴心线平行的多个碳纤维远红外加热管3,各个所述碳纤维远红外加热管3形成对应环形支撑架的门形包绕空间。
20.本实施例中,所述行走架11的底板上设有朝向环形支撑架的凹槽12,所述凹槽12中设有多个沿环形支撑架轴向布置的碳纤维远红外加热管13,所述凹槽12上沿的前、后两端分别设有卡槽10利用驱动电机17插入自由挡板。在安装铝型材8时,装入自由挡板,安装完成后在将行走架11推入固定箱体1之前抽出自由挡板。同一根轴向连杆5上的两个滑套6的挂钩7相对布置,挂钩7的水平段插入铝型材8的端部。
21.所述固化箱体1的内底面设有与行走轮组14对应的轨道15,以方便推入行走架11。所述固化箱体1的内侧设有与行走架11对应的限位挡块18,以实现对行走架的限位。
22.使用时,将多个铝型材8利用挂钩7组装于环形支撑架上;然后推动行走架11进入固化箱体1中,关闭箱门;启动电源,利用碳纤维远红外加热管3、13对铝型材进行加热固化,经过设定时间后,启动驱动电机17,驱动环形支撑架转动,则各个铝型材8位置随之转动时位置发生变换,可以在缓慢旋转过程中被加热固化,也可以在旋转一定角度后驱动电机17停机,等待加热一段时间后再旋转设定角度。
23.以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型创造范围所作的均等变化与改进等,均应仍归属于本专利涵盖范围之内。
技术特征:
1.一种铝型材喷涂固化装置,包括固化箱体、设于固化箱体中的加热单元和铝型材支撑单元,其特征在于:所述铝型材支撑单元包括带有行走轮组的行走架、设于行走架前、后两端的前、后托轮组、支撑于前、后托轮组上方的环形支撑架,所述环形支撑架由与支撑在前、后托轮组上的前、后支撑环、连接于前、后支撑环之间的多个轴向连杆、设于轴向连杆上的两个滑套、设于滑套外壁的挂钩组成,所述后托轮组中一个托轮的托轮轴与驱动电机连接;所述加热单元包括固定于固化箱体中的桥洞形反射支撑板、均匀设于桥洞形反射支撑板上且与环形支撑架的轴心线平行的多个碳纤维远红外加热管,各个所述碳纤维远红外加热管形成对应环形支撑架的门形包绕空间。2.根据权利要求1所述的铝型材喷涂固化装置,其特征在于:所述行走架的底板上设有朝向环形支撑架的凹槽,所述凹槽中设有多个沿环形支撑架轴向布置的碳纤维远红外加热管,所述凹槽上沿的前、后两端分别设有卡槽利用卡槽插入自由挡板。3.根据权利要求1所述的铝型材喷涂固化装置,其特征在于:同一根轴向连杆上的两个滑套的挂钩相对布置,挂钩的水平段插入铝型材的端部。4.根据权利要求1所述的铝型材喷涂固化装置,其特征在于:所述固化箱体的内底面设有与行走轮组对应的轨道。5.根据权利要求1所述的铝型材喷涂固化装置,其特征在于:所述固化箱体的内侧设有与行走架对应的限位挡块。
技术总结
本实用新型涉及一种铝型材喷涂固化装置,包括固化箱体、加热单元和铝型材支撑单元,其技术要点是:铝型材支撑单元包括行走架、前、后托轮组和环形支撑架,环形支撑架由与支撑在前、后托轮组上的前、后支撑环、连接于前、后支撑环之间的多个轴向连杆、设于轴向连杆上的两个滑套、设于滑套外壁的挂钩组成;加热单元包括固定于固化箱体中的桥洞形反射支撑板、均匀设于桥洞形反射支撑板上且与环形支撑架的轴心线平行的多个碳纤维远红外加热管,各个碳纤维远红外加热管形成对应环形支撑架的门形包绕空间。本装置解决了现有热风加热固化方式易污染铝型材涂层和能耗大的问题,同时相比较现有的红外加热方式,消除加热死角,提高固化效率。率。率。
技术研发人员:黄守吉 张凌霄 王林 李兴权 肖发春
受保护的技术使用者:营口赛斯德型材有限公司
技术研发日:2021.06.16
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1