压力过滤器的制作方法
1.本公开涉及压力过滤器,且更具体地说涉及水平板压力过滤器,其中过滤室形成于水平延伸且叠置的过滤板之间。这种过滤器也被称为塔式压滤机 (tower press)。
背景技术:
2.水平板压力过滤器具有多个水平延伸且叠置的过滤板,这些过滤板之间形成有过滤室。在操作期间,这些过滤板相互靠压从而密封过滤板之间的过滤室。浆液随后被送入过滤室内,并且滤液由此被分离,同时浆液中的固体成分在过滤室内形成滤饼。然后,过滤板被移动而彼此离开以打开过滤室、使得滤饼能从过滤室中被排出,并进而朝向彼此移动以再次关闭过滤室。此顺序随后被重复。
技术实现要素:
3.根据实用新型的第一方案,提出了一种压力过滤器,包括:多个过滤板,其中,每个过滤板处于水平面内且所述过滤板被设置成叠置体;多个板密封件,被设置在所述过滤板之间;能移动的挤压板,被配置为,通过对所述过滤板和所述板密封件施加预定的作用力,所述能移动的挤压板从缩回位置移动至密封位置,以在相邻的过滤板之间形成过滤室;以及至少一个位移传感器,被配置为测量所述能移动的挤压板在所述缩回位置与所述密封位置之间的位移;其中,所述压力过滤器被配置为,监控所述能移动的挤压板在所述缩回位置与所述密封位置之间相对于一基准线的位移,且当相对于所述基准线的位移超过一阈值时,提供所述板密封件应被更换的通知。
4.在一种实施例中,在监控所述能移动的挤压板相对于所述基准线的位移之前,当新的板密封件被安装时,通过测量所述能移动的挤压板在所述缩回位置与所述密封位置之间的位移来确立所述基准线。
5.在一种实施例中,所述阈值是基于板密封件的数量以及每个板密封件的厚度的最大减少值来计算的。
6.在一种实施例中,所述位移传感器是弦式传感器。
7.在一种实施例中,所述压力过滤器是水平板过滤器,而且其中,所述过滤板的叠置体被竖向地设置。
8.在一种实施例中,所述能移动的挤压板是位于所述过滤板的叠置体之下的下挤压板。
9.在一种实施例中,所述能移动的挤压板是位于所述过滤板的叠置体之上的上挤压板。
10.在一种实施例中,所述板密封件由天然橡胶、epdm、或丁基橡胶制成。
11.在一种实施例中,所述压力过滤器还被配置为,在所述能移动的挤压板从所述缩回位置移动至所述密封位置期间,监控所述能移动的挤压板的位移,如果在到达所述密封位置之前,所述位移超过一第二阈值,则所述压力过滤器被配置为启动报警和/或停止所述
能移动的挤压板的移动。
12.在另一方案中,提出了一种用于确定何时应更换压力过滤器中的板密封件的方法,所述压力过滤器包括:多个过滤板,被设置成叠置体;多个板密封件,被设置在所述过滤板之间,用于当处于压力下时在所述过滤板之间产生板密封;以及能移动的挤压板,所述方法包括:通过对所述过滤板和所述板密封件施加预定的作用力,将所述能移动的挤压板从缩回位置移动至密封位置,以在所述过滤板之间形成过滤室;测量所述能移动的挤压板在所述缩回位置与所述密封位置之间的位移;相对于一基准线位移监控所测量的位移;以及如果所述位移相对于所述基准线超过一阈值,则提供指示所述板密封件应被更换的通知。
13.在一种实施例中,在监控所述能移动的挤压板相对于所述基准线的位移之前,当新的板密封件被安装时,通过测量所述能移动的挤压板在所述缩回位置与所述密封位置之间的位移来确立所述基准线。
14.在一种实施例中,所述阈值是基于所述板密封件的数量以及每个板密封件的厚度的最大减少值来计算的。
15.在一种实施例中,所述位移传感器是弦式传感器。
16.在一种实施例中,所述压力过滤器是水平板过滤器,而且其中,所述过滤板的叠置体被竖向地设置。
17.在一种实施例中,所述能移动的挤压板是位于所述过滤板的叠置体之下的下挤压板。
18.在一种实施例中,所述能移动的挤压板是位于所述过滤板的叠置体之上的上挤压板。
19.在一种实施例中,所述板密封件由天然橡胶、epdm、丁基橡胶、或其它橡胶材料中的一者或多者制成。
20.在一种实施例中,所述方法还包括:在所述能移动的挤压板从所述缩回位置移动至所述密封位置期间,监控所述能移动的挤压板的位移,如果在到达所述密封位置之前,所述位移超过一第二阈值,则启动报警和/或停止所述能移动的挤压板的移动。
21.本实用新型的附加有益特征在下文中列出。
附图说明
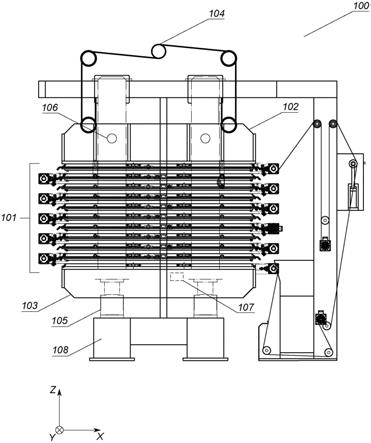
22.图1示出根据本实用新型的水平式压滤机(filter press)。
23.图2示出可用于本实用新型的过滤板和板密封件。
24.图3示出一种根据本实用新型用于确定何时应更换压力过滤器中的板密封件的方法。
具体实施方式
25.图1示出压力过滤器100。该压力过滤器包括多个过滤板101,这些过滤板被设置成竖向叠置体,亦即被设置成沿z轴线延伸的柱体,如图1所示。每个过滤板101处于一水平面内,即过滤板的两个主要尺寸位于如图1 所示的垂直于z轴线的x-y平面内。每个过滤板101平行于其它过滤板并从其它过滤板偏移。过滤板101和位于过滤板之间的其它部件被成形为,当过滤板101被压在一起时,每对相邻的过滤板101之间形成过滤室。
26.位于过滤板101之上的是上挤压板102,其有时被称为头板(head plate),而位于过滤板101之下的是下挤压板103,其有时被称为尾板(tail plate)、后板或端板。通过移动上挤压板102和下挤压板103,过滤板101可被彼此离开地移动和朝向彼此地移动以打开和关闭过滤室。
27.上致动器104被配置为移动上挤压板而下致动器105被配置为移动下挤压板。密封过滤室所需的压力和作用力远远大于打开和关闭过滤室所需的压力和作用力,因此致动器104和105必须针对每个目的而被相应地设定尺寸。在图1所示设置中,上致动器104被配置为产生打开和关闭过滤室所需的大位移和小作用力,而下致动器105被配置为产生密封过滤室所需的小位移和大作用力。一旦上挤压板102和过滤板101在上致动器104的致动之后处于关闭位置,则上挤压板102可通过锁定销106而被锁定就位。
28.由于上致动器104、下致动器105有不同的位移和作用力的需求,所以可采用不同类型的致动器。在优选实施例中,上致动器104是电动致动器,电动致动器可与诸如齿轮和链条或滑轮之类的机械装置耦接,以产生所需的位移。下致动器105优选地是液压致动器,液压致动器能够提供为密封过滤室所需的作用力。然而,上致动器104、下致动器105各自所采用的致动器的具体类型并非本实用新型的焦点,而且本实用新型实际上可用于任何水平压力过滤器,而与被用于移动上、下挤压板的致动器的种类无关。
29.此外,尽管在图1示出的压力过滤器中,大位移、小作用力的致动器驱动上挤压板移动,而小位移、大作用力的致动器驱动下挤压板移动,但这种设置也可被颠倒,在此情况下,锁定销106也将出现在下挤压板103上、而非上挤压板102上。因此,尽管本公开涉及“上”挤压板和“下”挤压板,如图1所示,但应理解,这种设置可被颠倒,并且挤压板的实际位置究竟是“上”或“下”对本实用新型而言并非本质。
30.下挤压板103可在缩回位置与密封位置之间移动,下挤压板亦即由小位移、大作用力的致动器所驱动的挤压板。下挤压板103的缩回位置是一设定位置,该设定位置是在致动器105驱动挤压板103移动以密封过滤板101之间的过滤室之前的下挤压板103所处于的位置,以及下挤压板103在过滤循环完成之后(亦即在致动器105使挤压板103缩回之后)所返回的位置。因此,在本公开的语境中,术语“缩回位置”并非简单意味着从密封位置有所缩回的任何位置,而事实上是挤压板经过压力过滤器的多次循环而始终一致的设定位置。
31.密封位置是在致动器105驱动下挤压板103朝向过滤板101移动以密封挤压板之间的过滤室之后的下挤压板103的位置。所以,密封位置是在致动器105对下挤压板103施加密封力(这是一种预定的作用力)之后、且在过滤室被加压之前的下挤压板103的位置。例如,当致动器105是液压致动器时,40-50巴的液压压力可被施加至下挤压板103。致动器105对下挤压板 103施加的预定的作用力在各个过滤循环之间是一致的。
32.板密封件(在图2中示出)位于过滤板101之间且处于密封位置,亦即当预定的密封力被施加时,在过滤板101之间形成压力密封以形成过滤室。这些板密封件典型地由天然橡胶、epdm、丁基橡胶、或其它橡胶材料、或这些材料的组合来制成。
33.压力过滤器100还包括位移传感器107,该位移传感器测量下挤压板103 相对于压力过滤器100的静止元件、例如相对于下框架108的位移。应理解的是,在上、下挤压板和致动器的功能反转的压力过滤器中,位移传感器将会代之以测量上挤压板相对于压力过滤器的上框架的位移。
34.位移传感器优选地是连接在下挤压板103与下框架108之间的弦式位移传感器(string displacement sensor)。弦式位移传感器也被称为弦罐式位移传感器(string pot displacement sensor),典型地包括具有弹簧加载弦的可变电阻器,该弹簧加载弦可被拉出以测量位移。所述装置的电阻根据被施加至弦的位移的大小而变化。弹簧加载机构附接至下挤压板103与下框架108中的一者,而弦的相对端固定至下挤压板103与下框架108中的另一者,使得下挤压板103相对于下框架108的移动引起弹簧通过弹簧加载机构而被拉出或缩回。应理解的是,虽然本实用新型被描述为采用弦式位移传感器,但所用传感器的具体类型对本实用新型而言并非本质,并且任何能够测量下挤压板103在所需范围上的位移的位移传感器均可被采用。
35.在压力过滤器100操作期间,当下框架108从缩回位置移动至密封位置时,位移传感器被用来测量下挤压板103的相对位移。由于过滤板101之间的板密封件随着时间以及压力过滤器100的重复循环而退化,所以下挤压板 103的位移随着时间、并且在各循环之间因密封件磨损而增大,并且可被相同的力压缩至较小的厚度。因此,通过监控下挤压板103在各循环之间的位移的变化,可以推断板密封件的状况。一旦基准线位移(其典型地是在第一次循环、或在新的板密封件被安装之后的测试循环中所测量的位移)与后续循环的位移之间的位移变化量超过一阈值,亦即一旦密封件已经足够退化,压力过滤器100即通知压力过滤器的操作员,板密封件应被更换。
36.优选地,在安装新的板密封件之后,立即在压力过滤器100的测试循环期间确立基准线位移。然而,也可在更换板密封件后第一次或另一次早期循环期间确立基准线。
37.阈值位移(当其被超过时会触发板密封件更换通知)可基于板密封件的数量以及每个板密封件在压力下的厚度的最大减少值来计算。阈值的计算可以是每一密封件的厚度的最大减少值与密封件数量的简单乘积,或者考虑到各板密封件很可能并不均匀的磨损,因此将其设定为小于简单乘积值。
38.图2示出过滤板200、例如压力过滤器100中的多个过滤板101之一以及板密封件201在该过滤板上的位置。板密封件201围绕过滤板200的周边延伸,由此当相邻的过滤板被挤压在一起时,在这些相邻板之间形成密封,并且在由板密封件限定的过滤板之间的空腔中形成过滤室。
39.图3示出根据本实用新型的方法确定何时应更换压力过滤器中的板密封件的方法。
40.在步骤301,下挤压板103从缩回位置被移动至密封位置。挤压板103 在缩回位置与密封位置之间的位移被测量。
41.在步骤302,所测量的位移与阈值进行比较。如上所述,阈值是基于基准线位移加上过滤板101之间的板密封件的厚度的最大变化量。
42.在步骤303,如果位移没有超过阈值,则压力过滤器100继续正常操作,亦即压力过滤器完成当前的过滤循环并继续下一个循环,在此返回步骤301,挤压板被移动而且位移被再次测量。
43.在步骤304,如果位移确实超过阈值,则提供密封件应被更换的通知。这可以终止过滤过程,或者该过程可经由步骤303继续进行至下一个循环。
44.所示出的进一步的步骤305用于确立基准线位移,基准线位移被用来确定阈值。优
选地,在安装新的板密封件之后,在立即进行的压力过滤器100 的测试循环期间,基准线位移被确立。然而,基准线也可在更换板密封件之后的第一次或另一早期循环期间被确立。
45.在可选的附加步骤中,下挤压板103的位移可随着该挤压板移动至密封位置而被监控。如果在到达密封位置前,位移超过一不同的阈值,则启动报警,并且停止下挤压板的移动。这防止了致动器在移动挤压板时延伸过远(这会损坏系统)。阈值可被设定在致动器的最大延伸处,例如100mm的位移,或略低,亦即90mm。此阈值在压力过滤器的多次循环之间是一致的 (consistent),这是因为该阈值与板密封件的状况变化无关。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1