一种小麦实验磨的制作方法
1.本实用新型涉及谷物研磨设备,尤其涉及小麦实验磨。
背景技术:
2.国内最先进的试验磨工艺有:2皮2心工艺、3皮3心工艺,最先进的3皮3心试验磨生产1000g样品需要15分钟时间,2皮2心试验磨生产1000g样品需要40分钟,粉路短且加工物料温度高,耗能高,随着市场竞争越来越激烈,加工企业对小麦品质的要求更加严格,对小麦品质检测频率大幅度增加。造成现有实验磨加工效率低的原因在于皮磨辊分段设置且各段设有不同磨齿规格,皮磨加工时需要将物料依次进入不同磨齿的区域内进行加工,因此在设备规格一定的情况下,各磨齿工作面积小使得通入量很小,导致进料过程比较缓慢,而且筛上物不能直接进入下一段磨齿内加工,需要在前一段磨齿工序完成后才能进入下一一段磨齿进行加工,即采用循序后推工艺,从而对流量起到限制作用,进一步增加了工作时长,同样心磨辊也有采用上述循序后推工艺来进行加工的,进一步增加了加工时间。同时这种实验磨中某一端磨齿在加工时其余段磨齿上没有物料处于空转状态,容易打火,而在粉尘环境下会有很大的安全隐患。
技术实现要素:
3.为了解决现有技术中的不足,提供一种生产效率高,安全可靠结构简单的小麦实验磨,本实用新型所采用的技术方案是:
4.一种小麦实验磨,包括有皮磨辊和心磨辊,在所述的皮磨辊出料一端设有第一分级筛,在所述的心磨辊出料一端设有第二分级筛,所述的第一分级筛内设有细筛和第一粉筛,所述的第二分级筛内设有第二粉筛,在所述的细筛与皮磨辊之间设有皮磨回料管路,所述的皮磨回料管路能将细筛筛上物重新输送至皮磨辊内进行再次加工;在所述的第一粉筛与心磨辊之间设有心料输送管路,所述的心料输送管路能将第一粉筛筛上物输送至心磨辊内进行加工,在所述的第二粉筛与心磨辊之间设有心磨回料管路,所述的心磨回料管路能将第二粉筛筛上物输送至心磨辊进行再次加工;在所述的皮磨回料管路和心磨回料管路上均设有卸料器;所述的皮磨辊上的磨齿统一规格且工作时整个皮磨辊对进入的物料进行加工。
5.进一步的,所述的皮磨辊的齿数范围为8.7~7.9牙/cm,磨齿角度范围为60
°
/30
°
~65
°
/35
°
,磨齿斜度范围为1:8~1:9,磨辊装法为钝对钝,快慢辊速比为2.5:1。
6.进一步的,所述的细筛和或第一粉筛和或第二粉筛至少设置两层。
7.进一步的,所述的细筛选用40gg筛网,所述的第一粉筛和第二粉筛均采用9xx筛网。
8.进一步的,还包括有储料斗、第一卸料器、第二卸料器、第一接料器、第二接料器以及风机,所述的第一卸料器与皮磨辊位置相对仅设置一个作为皮磨辊进料口,所述的第二卸料器与心磨辊位置相对仅设置一个作为心磨辊进料口,所述的储料斗与第一卸料器管路
连通并通过第一卸料器向皮磨辊内送料,所述的细筛与第一卸料器管路连通通过第一卸料器向皮磨辊内送料,所述的第一粉筛与第二卸料器管路连通通过第二卸料器向心磨辊内送料,所述的第二粉筛与第二卸料器管路连通通过第二卸料器向心磨辊内送料,所述的风机分别与第一卸料器和第二卸料器管路连通使第一卸料器和第二卸料器产生负压从而使物料在管路内流动;
9.进一步的,还包括有第一接料器和第二接料器,所述的第一接料器作为皮磨辊工作过程中储料斗物料和细筛筛上物料暂存容器设置在相对应管路中,所述的第二接料器作为心磨辊工作过程中第一粉筛筛上物和第二粉筛筛上物暂存容器设置在相对应管路中,在所述的风机上还连接有布袋除尘器。
10.采用上述结构的实验磨由于皮磨辊采用统一的表面技术特性(即磨齿规格统一),无论是原料还是细筛筛上物均能够同时进行研磨,不需要进行循序后推,而是采用循环加工工艺,而且加工时整个皮磨辊参与加工使加工面积增大提高了进料量,从而提高了加工效率,细筛筛上物循环次数不受限制,能够提高出品率,在整个加工过程中皮磨辊和心磨辊上始终有物料不会空转,避免空转打火,工作过程更加安全可靠;由于皮磨辊磨齿统一降低了加工难度节约了成本,同时缩短了实验磨工作时间降低了能耗。
附图说明
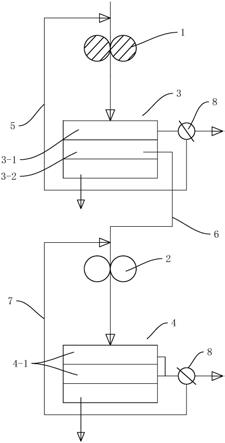
11.图1为本实用新型实验磨主体结构示意图;
12.图2为本实用新型实验磨具体结构示意图。
具体实施方式
13.下面结合附图对本实用新型的实验磨结构做进一步的说明,参考图1包括有皮磨辊1和心磨辊2,皮磨辊1出料一侧设有第一分级筛3,心磨辊2出料一侧设有第二分级筛4,原料送入皮磨辊1后经过皮磨辊1加工进入第一分级筛3上过筛,该第一分级筛3包括细筛3-1和第一粉筛3-2,经过皮磨辊1加工的原料首先进入细筛3-1筛理,细筛3-1筛理后的筛上物返回到皮磨辊1内继续加工,这样循环多次实现物料皮心完全分离,而经过细筛3-1后的物料进入第一粉筛3-2上,第一粉筛3-2筛理后筛上物被输送到心磨辊2进一步加工,第二分级筛4内则设有第二粉筛4-1,通过第二粉筛4-1筛理后的筛上物重新返回心磨辊2内继续加工,这样循环往复数次完成加工,其中第一粉筛3-2和第二粉筛4-1筛理后的筛下物即为最终产品(即面粉)为了方便物料输送,在细筛3-1和皮磨辊1之间设置有皮磨回料管路5实现细筛3-1筛上物在皮磨辊上的循环加工,在第一粉筛3-2和心磨辊2之间设有心料输送管路6实现将第一粉筛3-2筛上物输送至心磨辊2,在第二粉筛4-1和心磨辊2之间还设置有心磨回料管路7实现将第二粉筛4-1筛上物在心磨辊2上的循环加工。完成加工后为了方便将筛上物导出,在皮磨回料管路5和心磨回料管路7上均设置有卸料器8,通过打开卸料器8将最终的筛上物导出。为了提高加工效率,该实验磨中的皮磨辊1采用统一表面技术特性(即磨齿规格统一),在加工过程中整个皮磨辊参与加工,区别于传统磨齿分段式设置循序后推式加工,使得能够提供更大的进料量和加工面积,提高物料加工效率。
14.针对上述的皮磨辊1这里给出具体设计参数来做为参考,齿数范围为8.7~7.9牙/cm,磨齿角度范围为60
°
/30
°
~65
°
/35
°
,磨齿斜度范围为1:8~1:9,磨辊装法为钝对钝,快
慢辊速比为2.5:1。心磨辊2采用光辊即可。
15.为了加大筛理面积,提高筛理效果,细筛3-1、第一粉筛3-2以及第二粉筛4-1可以选择设置至少两层,且可采用双进双出结构来增加筛理面积,提高效率。
16.其中细筛3-1选用型号为40gg筛网,第一粉筛3-2和第二粉筛4-1均采用型号为9xx筛网,但不限于该目数筛网选择,可根据实际要求进行选择。
17.为进一步对该设备的物料循环和送料过程做进一步的说明,结合附图2给出的具体实施方式进行解释,该实验磨中还包括有储料斗9、第一卸料器10、第二卸料器11、第一接料器12、第二接料器13以及风机14。
18.第一卸料器10与皮磨辊1位置相对,且仅需要设置一个,由于传统的皮磨辊上磨齿分段式设置加工时候需要使物料进入皮磨辊上不同段磨齿中,采用循序后推工艺,因此有几段磨齿就需要设置几个卸料器,而该结构中物料始终通过磨齿规格统一的皮磨辊1因此仅设置一个第一卸料器10作为皮磨辊1进料口即可,同理第二卸料器11与心磨辊2位置相对仅设置一个作为心磨辊2进料口;储料斗9与第一卸料器10管路连通并通过第一卸料器10向皮磨辊1输送物料,细筛3-1与第一卸料器10管路连通通过第一卸料器10向皮磨辊1内送料,第一粉筛3-2与第二卸料器11管路连通通过第二卸料器11向心磨辊2内送料,第二粉筛4-1与第二卸料器11管路连通通过第二卸卸料器11向心磨辊2内送料,风机14分别与第一卸料器10和第二卸料器11管路连通使第一卸料器10和第二卸料器11产生负压从而使物料在管路内流动。
19.为使各管路之间能够实现连通,在该实验磨中还设有第一接料器12和第二接料器13,为了能快速有效在管路内输送物料,该第一接料器12和第二接料器13能使一种或两种物料同时进入管路,并且使进入管路的物料和空气充分混合,第一接料器12作为皮磨辊1工作过程中储料斗9物料和细筛3-1筛上物料辅助输送装置设置在相对应管路中(即分别与储料斗管路以及皮磨回料管路连接,储料斗物料和细筛筛上物均需要进入第一接料器后才再从第一接料器送入第一卸料器);同样的第二接料器13作为心磨辊2工作过程中第一粉筛3-2筛上物和第二粉筛4-1筛上物辅助输送装置设置在相对应管路中(第一粉筛筛上物和第二粉筛筛上物均需要先进入第二接料器后在送入第二卸料器器),由于整个加工过程中会产生大量粉末,因此在风机14上还连接有布袋除尘器15进行除尘,使设备更加环保安全。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1