水泥制备的熟料配料生产线的制作方法
1.本实用新型涉及水泥生产设备领域,特别是涉及水泥制备的熟料配料生产线。
背景技术:
2.水泥生产的最后一道工艺过程是将熟料、石膏粉和外加剂混合粉料进行混合配比制备而成。目前,所采用的配料生产线主要为串联布置的生产线,通过将熟料、石膏粉和外加剂单独制备再进行混料。上述的即配式生产线,在具体生产过程中,由于需要多种粉料之间的混合配料,在配料过程中,会因为某种粉料的供应不足而导致生产节拍跟不上,最终导致生产效率低的问题;而且,现有的配料生产线,为开放式的配料生产线,在具体配料过程中,会产生粉尘进而造成环境污染等问题。
技术实现要素:
3.本实用新型克服了现有技术的不足,提供了水泥制备的熟料配料生产线,此系统能够用于水泥生产过程中熟料的混合配料使用,其在配料过程中能够将粉料进行缓冲储存,保证各种不同粉料的单独独立供应,进而有效防止了生产节拍不同而导致的生产效率低的问题。
4.为了实现上述的技术特征,本实用新型的目的是这样实现的:水泥制备的熟料配料生产线,它包括熟料进料管,熟料进料管的出料口通过第一三通换向阀与熟料缓冲罐系统配合相连;熟料缓冲罐系统的底部出料口都设置在总配料输送带的正上方;
5.还包括用于制备石膏粉和外加剂混合料粉的添加剂粉料制备系统,添加剂粉料制备系统与添加剂粉料缓冲罐系统相连,添加剂粉料缓冲罐系统的出料口设置在总配料输送带的正上方;
6.所述总配料输送带的末端对接有多套用于对配比完成的粉料进行再次磨粉的水泥循环磨粉系统,水泥循环磨粉系统上搭载有用于除尘的袋式除尘系统。
7.所述熟料缓冲罐系统包括第一熟料储罐和第二熟料储罐,第一三通换向阀的其中一个出口与第一熟料储罐相连通,第一三通换向阀的另一个出口通过第一输送带与第二熟料储罐相连通;第一熟料储罐和第二熟料储罐的顶部都分别设置有用于称重的称重传感器。
8.所述熟料缓冲罐系统连接有第一除尘系统,所述第一除尘系统包括第一旋风除尘器,所述第一旋风除尘器的粉尘进口分别通过相应的进风管与熟料进料管的进口以及出口相连通,所述第一旋风除尘器上连接有第一引风机,所述第一旋风除尘器的落料口与第一熟料储罐相连通;所述第一熟料储罐和第二熟料储罐的罐体上连通有第二旋风除尘系统。
9.所述添加剂粉料制备系统包括石膏堆料仓和添加剂粉料堆料仓;石膏堆料仓和添加剂粉料堆料仓的出口设置有进料斗,进料斗的底部出口设置有输送带,输送带的末端对接有对辊破碎机,对辊破碎机的落料口设置有第二输送带,第二输送带的末端与添加剂粉料缓冲罐系统相连。
10.所述添加剂粉料缓冲罐系统包括第二三通换向阀,第二三通换向阀的其中一个下料口与石膏粉储罐对接,第二三通换向阀的另一个下料口与第三输送带相连,第三输送带的两端分别设置有对称布置的外加剂粉料储罐;石膏粉储罐和外加剂粉料储罐的出口都与总配料输送带对接。
11.所述添加剂粉料制备系统搭载有第三旋风除尘系统,第三旋风除尘系统包括第三旋风除尘器,第三旋风除尘器的粉尘进口分别与输送带和对辊破碎机的落料口相连;第三旋风除尘器上连接有第三引风机。
12.所述添加剂粉料缓冲罐系统搭载有第四旋风除尘系统,第四旋风除尘系统包括第四旋风除尘器,第四旋风除尘器的粉尘进口分别与石膏粉储罐和外加剂粉料储罐的出口相连通,第四旋风除尘器上连接有第四引风机。
13.所述水泥循环磨粉系统包括水泥磨粉机,水泥磨粉机的进粉口与第一提升机相连,第一提升机与总配料输送带的末端相连,水泥磨粉机的出料口与第二提升机相连,第二提升机的落料口与翻板切换阀相连,翻板切换阀的其中一个出料口与第一输送筒相连,第一输送筒与进粉口相连,翻板切换阀的另一个出料口与第二输送筒相连,第二输送筒的另一端与第三提升机进料口相连。
14.所述袋式除尘系统包括袋式除尘器,袋式除尘器的粉尘进料口与水泥循环磨粉系统的第二提升机的落料口相连,袋式除尘器的出风口连接有除尘引风机,袋式除尘器的落料口通过卸灰阀与第二输送筒相连,第二输送筒的末端与第三提升机相连,第三提升机的另一端与水泥包装系统相连。
15.本实用新型有如下有益效果:
16.1、通过采用上述结构的熟料配料生产线,其在水泥配料过程中,通过将水泥熟料粉料、石膏粉料和外加剂粉料首先进行缓存,然后,再根据具体的用量,在配比过程中直接按照重量添加进行混料制备。进而有效的防止了粉料在配料过程中发生节拍不符合而导致的生产效率低的问题。而且配备相应的除尘系统,起到了很好的除尘环保的目的。
17.2、通过上述的熟料缓冲罐系统能够用于对生产过程中的烧制完成的水泥熟料进行储存,以便于后续配料过程中使用,防止在即时配料过程中发生供料不及时的问题。
18.3、通过上述的第一除尘系统能够用于对水泥熟料生产过程中的熟料下料过程进行除尘,起到环保的目的。
19.4、通过上述的添加剂粉料制备系统能够用于石膏粉和添加剂粉的破碎使用。
20.5、通过上述的添加剂粉料缓冲罐系统能够用于对添加剂粉料进行储存,进而方便后续在进行添加剂粉料的缓冲添加,通过上述的石膏粉储罐能够用于对石膏粉进行缓存。
21.6、通过上述的第三旋风除尘系统能够用于添加剂粉料的除尘使用,进而起到环保的目的。
22.7、通过上述的水泥循环磨粉系统能够用于对混合之后的粉料进行再次磨粉,并能够实现循环粉碎,直到满足设定的粒径要求。
23.8、通过上述的袋式除尘系统能够用于对磨粉过程中的粉料进行除尘使用。
附图说明
24.下面结合附图和实施例对本实用新型作进一步说明。
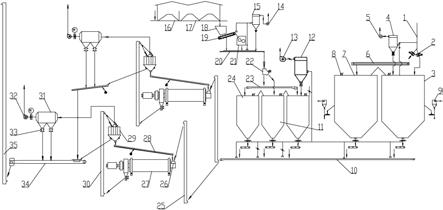
25.图1 为本实用新型整体结构示意图。
26.图中:熟料进料管1、第一三通换向阀2、第一熟料储罐3、第一旋风除尘器4、第一引风机5、第一输送带6、第二熟料储罐7、称重传感器8、第二旋风除尘系统9、总配料输送带10、石膏粉储罐11、第四旋风除尘器12、第四引风机13、第三引风机14、第三旋风除尘器15、石膏堆料仓16、添加剂粉料堆料仓17、进料斗18、输送带19、对辊破碎机21、第二输送带20、第二三通换向阀22、第三输送带23、外加剂粉料储罐24、第一提升机25、进粉口26、水泥磨粉机27、第一输送筒28、翻板切换阀29、第二提升机30、袋式除尘器31、除尘引风机32、卸灰阀33、第二输送筒34、第三提升机35。
具体实施方式
27.下面结合附图对本实用新型的实施方式做进一步的说明。
28.参见图1,水泥制备的熟料配料生产线,它包括熟料进料管1,熟料进料管1的出料口通过第一三通换向阀2与熟料缓冲罐系统配合相连;熟料缓冲罐系统的底部出料口都设置在总配料输送带10的正上方;还包括用于制备石膏粉和外加剂混合料粉的添加剂粉料制备系统,添加剂粉料制备系统与添加剂粉料缓冲罐系统相连,添加剂粉料缓冲罐系统的出料口设置在总配料输送带10的正上方;所述总配料输送带10的末端对接有多套用于对配比完成的粉料进行再次磨粉的水泥循环磨粉系统,水泥循环磨粉系统上搭载有用于除尘的袋式除尘系统。通过采用上述结构的熟料配料生产线,其在水泥配料过程中,通过将水泥熟料粉料、石膏粉料和外加剂粉料首先进行缓存,然后,再根据具体的用量,在配比过程中直接按照重量添加进行混料制备。进而有效的防止了粉料在配料过程中发生节拍不符合而导致的生产效率低的问题。而且配备相应的除尘系统,起到了很好的除尘环保的目的。
29.进一步的,所述熟料缓冲罐系统包括第一熟料储罐3和第二熟料储罐7,第一三通换向阀2的其中一个出口与第一熟料储罐3相连通,第一三通换向阀2的另一个出口通过第一输送带6与第二熟料储罐7相连通;第一熟料储罐3和第二熟料储罐7的顶部都分别设置有用于称重的称重传感器8。通过上述的熟料缓冲罐系统能够用于对生产过程中的烧制完成的水泥熟料进行储存,以便于后续配料过程中使用,防止在即时配料过程中发生供料不及时的问题。具体工作过程中,烧制完成的粉料通过熟料进料管1进入到第一熟料储罐3和第二熟料储罐7,进而对熟料进行储存。
30.进一步的,所述熟料缓冲罐系统连接有第一除尘系统,所述第一除尘系统包括第一旋风除尘器4,所述第一旋风除尘器4的粉尘进口分别通过相应的进风管与熟料进料管1的进口以及出口相连通,所述第一旋风除尘器4上连接有第一引风机5,所述第一旋风除尘器4的落料口与第一熟料储罐3相连通;所述第一熟料储罐3和第二熟料储罐7的罐体上连通有第二旋风除尘系统9。通过上述的第一除尘系统能够用于对水泥熟料生产过程中的熟料下料过程进行除尘,起到环保的目的。工作过程中,通过第一旋风除尘器4对熟料下料过程中产生的粉料进行收集,进而起到除尘环保的目的。
31.进一步的,所述添加剂粉料制备系统包括石膏堆料仓16和添加剂粉料堆料仓17;石膏堆料仓16和添加剂粉料堆料仓17的出口设置有进料斗18,进料斗18的底部出口设置有输送带19,输送带19的末端对接有对辊破碎机21,对辊破碎机21的落料口设置有第二输送带20,第二输送带20的末端与添加剂粉料缓冲罐系统相连。通过上述的添加剂粉料制备系
统能够用于石膏粉和添加剂粉的破碎使用。工作过程中,通过将石膏或者添加剂原料通过对辊破碎机21进行破碎,破碎之后通过第二输送带20进行送出。
32.进一步的,所述添加剂粉料缓冲罐系统包括第二三通换向阀22,第二三通换向阀22的其中一个下料口与石膏粉储罐11对接,第二三通换向阀22的另一个下料口与第三输送带23相连,第三输送带23的两端分别设置有对称布置的外加剂粉料储罐24;石膏粉储罐11和外加剂粉料储罐24的出口都与总配料输送带10对接。通过上述的添加剂粉料缓冲罐系统能够用于对添加剂粉料进行储存,进而方便后续在进行添加剂粉料的缓冲添加,通过上述的石膏粉储罐11能够用于对石膏粉进行缓存。
33.进一步的,所述添加剂粉料制备系统搭载有第三旋风除尘系统,第三旋风除尘系统包括第三旋风除尘器15,第三旋风除尘器15的粉尘进口分别与输送带19和对辊破碎机21的落料口相连;第三旋风除尘器15上连接有第三引风机14。通过上述的第三旋风除尘系统能够用于添加剂粉料的除尘使用,进而起到环保的目的。工作过程中,通过第三旋风除尘器15对破碎过程中产生的粉尘进行除尘。
34.进一步的,所述添加剂粉料缓冲罐系统搭载有第四旋风除尘系统,第四旋风除尘系统包括第四旋风除尘器12,第四旋风除尘器12的粉尘进口分别与石膏粉储罐11和外加剂粉料储罐24的出口相连通,第四旋风除尘器12上连接有第四引风机13。通过上述的第四旋风除尘系统能够用于缓冲罐下料过程进行除尘使用,进而起到环保的目的。工作过程中,通过第四旋风除尘器12对破碎过程中产生的粉尘进行除尘。
35.进一步的,所述水泥循环磨粉系统包括水泥磨粉机27,水泥磨粉机27的进粉口26与第一提升机25相连,第一提升机25与总配料输送带10的末端相连,水泥磨粉机27的出料口与第二提升机30相连,第二提升机30的落料口与翻板切换阀29相连,翻板切换阀29的其中一个出料口与第一输送筒28相连,第一输送筒28与进粉口26相连,翻板切换阀29的另一个出料口与第二输送筒34相连,第二输送筒34的另一端与第三提升机35进料口相连。通过上述的水泥循环磨粉系统能够用于对混合之后的粉料进行再次磨粉,并能够实现循环粉碎,直到满足设定的粒径要求。工作过程中,通过将混料之后的粉料输送到水泥磨粉机27,通过水泥磨粉机27再次对混合料进行混合研磨,再研磨过程中,通过翻板切换阀29决定研磨之后的粉料的输送方向,进而保证粉料达到需要的粒径,直到达到要求之后,将其输送到第二输送筒34。
36.进一步的,所述袋式除尘系统包括袋式除尘器31,袋式除尘器31的粉尘进料口与水泥循环磨粉系统的第二提升机30的落料口相连,袋式除尘器31的出风口连接有除尘引风机32,袋式除尘器31的落料口通过卸灰阀33与第二输送筒34相连,第二输送筒34的末端与第三提升机35相连,第三提升机35的另一端与水泥包装系统相连。通过上述的袋式除尘系统能够用于对磨粉过程中的粉料进行除尘使用。工作过程中,通过袋式除尘器31将磨粉过程中产生的粉尘进行除尘,并对粉料进行收集,收集之后通过卸灰阀33卸下回收。
37.本实用新型的工作过程和原理:
38.通过采用上述的生产线,在水泥制备过程中,通过熟料进料管1将烧制完成的水泥熟料通过第一三通换向阀2选择性的送入到第一熟料储罐3和第二熟料储罐7中;通过对辊破碎机21将石膏以及其它的外加剂进行有效的粉碎,并将破碎之后的粉料通过添加剂粉料缓冲罐系统进行相应的储存,并在后续使用时,通过控制阀控制其下料,进而控制粉料添加
的比例;待所有的粉料配比完成之后,再输送到水泥循环磨粉系统进行二次磨粉,直到其达到设定的粒径之后,再将其输送到第二输送筒34,并最终送入到水泥包装生产线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1