一种上浆剂自动配制的装置的制作方法
1.本实用新型为一种上浆剂自动配制的装置,属于上浆剂制备领域。
背景技术:
2.目前碳纤维行业上浆剂的配制采用的是一种传统的配制工艺,配制过程中除搅拌之外的步骤全部由工人手工操作。具体在于手工制作上浆剂配制工艺单,人工称量上浆剂及脱盐水重量。手工计算配料工艺单容易出错,工人劳动强度大,称量的精度无法保证,排料容易出错。
技术实现要素:
3.实现本实用新型目的在于提供一种上浆剂自动配制的装置。
4.实现本实用新型目的提供技术方案如下:
5.一种上浆剂自动配制的装置,该装置包括:上浆剂原料槽、脱盐水槽、计算机控制系统、原料泵一、质量流量计一、配制釜、贮存罐、原料泵二、质量流量计二;
6.其中,上浆剂原料槽与原料泵一、质量流量计一相连,且通过计算机控制系统进行控制;
7.设有脱盐水槽、配制釜,脱盐水槽与配制釜相连,在配制釜中将脱盐水与上浆剂原料进行混合搅拌,脱盐水槽、配制釜均与计算机控制系统相连;
8.配制釜与贮存罐相连,贮存罐与原料泵二、质量流量计二相连,通过计算机控制系统与原料泵二、质量流量计二相连进行控制运输;
9.计算机控制系统包括plc控制器、配方数据库、操作站终端、打印机、显示屏和指示灯。
10.进一步的,计算机控制系统包括操作站终端、打印机、显示屏和指示灯。
11.进一步的,配制釜中设有电机用于搅拌,电机类型为步进电机或伺服电机。
12.进一步的,脱盐水槽设有原料泵三、质量流量计三。
13.进一步的,上浆剂原料槽为不锈钢结构。
14.进一步的,脱盐水槽为不锈钢结构。
15.进一步的,plc采用pid控制方式。
16.进一步的,原料泵一、二为适合输送悬浮液及浆液的离心式杂质泵,原料泵三为离心式水泵。
17.进一步的,质量流量计为科氏力直接式。
18.进一步的,贮存罐为不锈钢结构。
19.本实用新型相对于现有技术相比具有显著优点:
20.1、本实用新型的装置是通过计算机控制系统进行上浆剂的配制,可以保证配比准确性、减轻工人劳动强度,同时保证称量精度。
附图说明
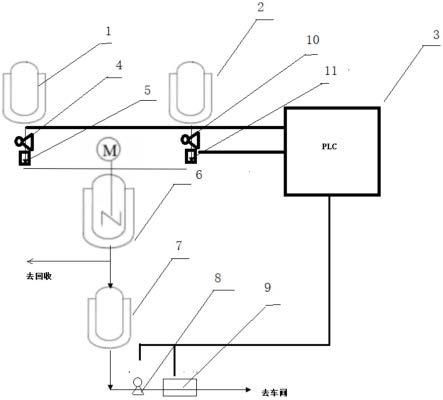
21.图1为本实用新型的装置工作过程示意图。
22.图2为本实用新型的装置的示意图。
23.图中,上浆剂原料槽1、脱盐水槽2、plc3、原料泵一4、质量流量计一5、配制釜6、贮存罐7、原料泵二8、质量流量计二9、原料泵三10、质量流量计三11。
具体实施方式
24.下面结合附图对本实用新型做进一步说明
25.一种上浆剂自动配制的装置,该装置包括上浆剂原料槽1、脱盐水槽2、计算机控制系统(plc)3、原料泵一4、质量流量计一5、配制釜6、贮存罐7、原料泵二8、质量流量计二9。
26.其中,上浆剂原料槽1与原料泵一4、质量流量计一5相连,且通过计算机控制系统进行控制;
27.设有脱盐水槽3、配制釜6,脱盐水槽2与配制釜6相连,在配制釜6中将脱盐水与上浆剂原料进行混合搅拌,脱盐水槽2、配制釜6均与计算机控制系统相连;
28.配制釜6与贮存罐7相连,贮存罐7与原料泵二8、质量流量计二9相连,通过计算机控制系统与原料泵二8、质量流量计二9相连进行控制运输;原料泵三10、质量流量计三11。
29.计算机控制系统包括plc控制器、配方数据库、操作站终端、打印机、显示屏和指示灯。
30.配方数据库中存有上浆剂的配制步骤和配方。
31.配方事先输入数据库中,需要时调出,降低人工计算导致的错误风险。接到配料任务后,工人在服务器端口选择配方、配置量及班组编号等,开始配料后,系统将操作指令发送到plc,plc控制各设备进行工作。
32.本实用新型的工作过程:
33.首先原料自动称量、混合搅拌。
34.原料自动称量:plc驱动上浆剂原料泵进行打料,质量流量计实时计算流量,并反馈给plc,当满足工艺要求的重量后,关闭上浆剂原料泵,然后开始脱盐水称量及打料。
35.混合搅拌:脱盐水与上浆剂原料混合后,启动搅拌电机进行搅拌,搅拌时间为 3-15min,搅拌转速为10-50转/min。在线ph计及固含量测试仪进行在线监测并实时反馈数据.
36.再进行清洗、运输至车间。
37.清洗:当产品特性符合要求后,点击plc显示屏中的放料按钮,停止搅拌,所配上浆剂经放料阀进入贮存罐。全部进入贮存罐后,关闭进料阀,点击清洗按钮,plc发出信号到脱盐水原料泵,脱盐水进入配制釜中进行清洗,清洗液进入回收车间。
38.运输:将车间需求量输入计算机系统中,plc发出信号到贮存罐原料泵,质量流量计计算运输量,符合要求后停止运输。
技术特征:
1.一种上浆剂自动配制的装置,其特征在于,该装置包括:上浆剂原料槽、脱盐水槽、计算机控制系统、原料泵一、质量流量计一、配制釜、贮存罐、原料泵二、质量流量计二;其中,上浆剂原料槽与原料泵一、质量流量计一相连,且通过计算机控制系统进行控制;设有脱盐水槽、配制釜,脱盐水槽与配制釜相连,在配制釜中将脱盐水与上浆剂原料进行混合搅拌,脱盐水槽、配制釜均与计算机控制系统相连;配制釜与贮存罐相连,贮存罐与原料泵二、质量流量计二相连,通过计算机控制系统与原料泵二、质量流量计二相连进行控制运输;计算机控制系统包括plc控制器、配方数据库、操作站终端、打印机、显示屏和指示灯。2.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,计算机控制系统包括操作站终端、打印机、显示屏和指示灯。3.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,配制釜中设有电机用于搅拌,电机类型为步进电机或伺服电机。4.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,脱盐水槽设有原料泵三、质量流量计三。5.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,上浆剂原料槽为不锈钢结构。6.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,脱盐水槽为不锈钢结构。7.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,plc采用pid控制方式。8.根据权利要求1所述的上浆剂自动配制的装置,其特征在于,原料泵一、二为适合输送悬浮液及浆液的离心式杂质泵,原料泵三为离心式水泵。9.根据权利要求1或4所述的上浆剂自动配制的装置,其特征在于,质量流量计一、质量流量计二、质量流量计三均为科氏力直接式。
技术总结
本实用新型公开了一种上浆剂自动配制的装置。该装置包括:上浆剂原料槽、脱盐水槽、计算机控制系统、原料泵一、质量流量计一、配制釜、贮存罐、原料泵二、质量流量计二。该装置是通过计算机控制系统进行上浆剂的配制,可以保证配比准确性、减轻工人劳动强度,同时保证称量精度。量精度。量精度。
技术研发人员:张建峰 韩兴荣 裴怀周 林康
受保护的技术使用者:中复神鹰碳纤维股份有限公司
技术研发日:2021.09.10
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1