大型扣件均匀全周防松加工的转载装置的制作方法
1.本实用新型为一种大型扣件均匀全周防松加工的转载装置,特别是一种应用大型螺丝扣件进行喷涂的大型扣件均匀全周防松加工的转载装置。
背景技术:
2.为了使螺丝等扣件,可以具有防松、止漏、绝缘等效果,或可于特殊环境中使用,避免发生腐蚀、生锈、导电、导热、松脱、锁附不平衡等问题,扣件制造完成后,均会再次在扣件表面适当的位置处,依照所要达成的功能,选择适当的涂料进行喷涂。
3.如申请号为tw80110024公开了一种高温自锁螺纹接件及其制法,如该专利的图5及专利说明书第11页第二段所示,其进行扣件涂布的方式,是将扣件置放于两个相隔开的平行环带13之间并输送,使平行环带13支撑螺栓头9而螺栓主体3悬挂于平行环带13下。螺栓1先通过众多喷嘴14(较佳2至4喷嘴),经此涂覆液态黏胶剂底质喷雾于将涂覆嵌片3的螺栓主体2区域。
4.由以上涂布方式可以得知,螺栓扣件置放于两个相隔开的平行环带13上输送时,由于平行环带13具有弹性,因此容易使螺栓/螺丝产生较大晃动,因而造成喷涂品质参差不齐的问题。此外,两个相隔开的平行环带13无法使螺栓/螺丝于喷涂时旋转,因而无法有效完成螺栓/螺丝的全周喷涂。
技术实现要素:
5.本实用新型为一种大型扣件均匀全周防松加工的转载装置,其主要是要解决大型螺丝扣件于双皮带机上进行全周涂布喷涂时,因螺丝晃动大,造成喷涂品质参差不齐及无法有效完成螺栓/螺丝全周喷涂的问题。
6.本实用新型提供一种大型扣件均匀全周防松加工的转载装置,包括:
7.转盘,其具有环状排列的复数个磁杆穿孔,又所述转盘通过驱动单元的驱动而旋转;
8.复数个磁吸模组,每个所述磁吸模组具有:
9.轴承,其套设于所述磁杆穿孔内;
10.磁杆套筒,其旋转式套设于所述轴承内;
11.磁杆组件,其磁杆部上、下活动式设置于所述磁杆套筒内,所述磁杆部的顶面具有磁杆顶板,又所述磁杆部下方具有磁吸单元;及
12.复位弹簧,其套设于所述磁杆组件的外缘且设置在所述磁杆顶板与所述磁杆套筒之间;
13.磁杆压板,其设置于所述磁杆顶板的上方,又所述磁杆压板通过挤压平面,使行进中的部分所述磁杆顶板被向下挤压;
14.喷涂模组,其设置于所述扣件的行进路线上且位于所述磁杆压板下游的喷料区;
15.旋转驱动单元,其设置于所述喷料区,驱动所述磁杆套筒使被吸附的所述扣件在
喷涂时进行旋转;以及
16.磁杆顶升板,其设置于所述喷料区的下游且设置于所述磁杆顶板的下方,又所述磁杆顶升板通过顶升平面使行进中的部分所述磁杆顶板向上顶升,并完成所述扣件脱离所述磁吸单元的磁吸而完成释放。
17.在本实用新型一较佳实施例中,还具有供料模组,所述供料模组设置在所述扣件的行进路线的一侧,且位于所述磁杆压板的下方。
18.在本实用新型一较佳实施例中,所述供料模组是一组平行滑轨或输送带。
19.在本实用新型一较佳实施例中,还具有预热模组,所述预热模组设置在所述扣件的行进路线上且位于所述进料模组的下游。
20.在本实用新型一较佳实施例中,所述预热模组为电加热模组。
21.在本实用新型一较佳实施例中,还具有成品斗,所述成品斗设置在所述磁杆顶升板下方的所述扣件坠落处。
22.在本实用新型一较佳实施例中,所述磁杆部具有中空部,所述磁吸单元设置在所述中空部的下方,紧固单元设置于所述中空部内,且位于所述磁吸单元的上方。
23.在本实用新型一较佳实施例中,所述磁吸单元为磁铁。
24.在本实用新型一较佳实施例中,所述喷涂模组具有喷嘴及吸嘴,且分别设置在所述扣件的两侧。
25.在本实用新型一较佳实施例中,所述旋转驱动单元为旋转皮带。
26.通过本实用新型的实施,至少可以达到下列进步功效:
27.一、可以避免大螺丝扣件在双皮带机上进行全周涂布喷涂时,因螺丝晃动大,造成喷涂品质参差不齐的问题。
28.二、以磁吸方式搭配轴承及磁杆套筒回转部件,可以克服大螺丝全周涂布喷涂作业时的晃动,而达成均一品质。
29.三、通过转盘的运作,可以高效的完成螺栓/螺丝全周喷涂。
附图说明
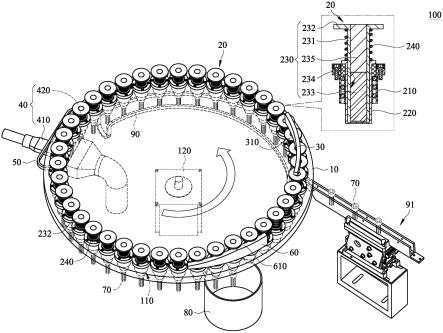
30.图1为本实用新型一种大型扣件均匀全周防松加工的转载装置的实施例图;
31.图2为磁吸模组的分解实施例图;
32.图3为磁吸模组的集合实施例图;
33.图4为磁杆压板及供料模组的实施例图;
34.图5为喷涂模组及旋转驱动单元的实施例图;以及
35.图6为磁杆顶升板及成品斗的实施例图。
36.附图中各部件的标记如下:
37.100.大型扣件均匀全周防松加工的转载装置;
38.10.转盘,110.磁杆穿孔,120.驱动单元;
39.20.磁吸模组,210.轴承,220.磁杆套筒,230.磁杆组件,231.磁杆部,232.磁杆顶板,233.磁吸单元,234.中空部,235.紧固单元,240.复位弹簧;
40.30.磁杆压板,310.挤压平面;
41.40.喷涂模组,410.喷嘴,420.吸嘴;
42.50.旋转驱动单元;60.磁杆顶升板,610.顶升平面;70.扣件;80.成品斗;90.预热模组;91.供料模组;d1.有效磁吸距离,d2.无效磁吸距离。
具体实施方式
43.为了使任何熟悉相关技艺者了解本实用新型的技术内容并据以实施,且根据本说明书所揭露的内容、申请专利范围及图式,任何熟悉相关技艺者可轻易地理解本实用新型相关的目的及优点,因此将在实施方式中详细叙述本实用新型的详细特征以及优点。
44.如图1所示,本实施例为一种大型扣件均匀全周防松加工的转载装置100,其包括:一转盘10;复数个磁吸模组20;一磁杆压板30;一喷涂模组40;一旋转驱动单元50;以及一磁杆顶升板60。
45.转盘10,其例如是一圆形转盘10,又在转盘10的一个相同半径上,具有环状排列的复数个磁杆穿孔110,又转盘10可被例如是马达的驱动单元120所驱动而旋转。
46.如图2及图3所示,复数个磁吸模组20,每一磁吸模组20其具有:一轴承210;一磁杆套筒220;一磁杆组件230;及一复位弹簧240。
47.轴承210,其套设于一磁杆穿孔110内;又一磁杆套筒220,其可旋转的套设于一轴承210内,如此磁杆套筒220除了可以获得轴承210的支撑,且磁杆套筒220又可通过轴承210而顺畅的旋转。
48.磁杆组件230,其磁杆部231是可上、下活动的设置于磁杆套筒220内,磁杆部231的顶面具有一磁杆顶板232,又磁杆部231下方具有一磁吸单元233;其中磁吸单元233可以为一磁铁,用以磁吸扣件70。
49.磁杆组件230其中一种实施方式,是将磁杆部231形成具有一中空部234,又磁吸单元233是设置于中空部234的下方处,以有效的接近扣件70,又一紧固单元235是设置于中空部234内且位于磁吸单元233的上方处,用以将磁吸单元233进行紧固。
50.复位弹簧240,其套置于磁杆组件230的外缘且设置于磁杆顶板232与磁杆套筒220间,又复位弹簧240是与磁杆顶板232相连接。
51.如图4所示,磁杆压板30,其设置于磁杆顶板232的上方处,又磁杆压板30首先以一引导斜面进行磁杆顶板232的引导,接着通过一挤压平面310,以确保被磁杆顶升板60顶升后回到原位的磁杆组件230,能即时及准确的进入了磁吸单元233的有效磁吸距离d1,以便有效及准确的进行后续扣件70的磁吸作业,然后使被吸附的扣件70处于一常态磁吸状态。
52.当扣件70被磁吸单元233吸附时,因为磁力线是穿透磁杆套筒220而对扣件70产生磁吸,因此扣件70会被吸附于磁杆套筒220的下缘,如此可以避免扣件70直接撞击到磁吸单元233而造成磁吸单元233损害。又此时,因为磁吸单元233吸附住扣件70,所以使得磁杆组件230向下,造成复位弹簧240持续的处于被压缩状态。
53.如图1及4所示,为了达成连续供料,本实施例的大型扣件均匀全周防松加工的转载装置100,其可进一步具有一供料模组91,其设置于该些扣件70的行进路线的一侧,且位于磁杆压板30的下方处,又供料模组91可以为一组平行滑轨或者亦可以为一输送带。
54.当供料时,扣件70随着供料模组91的平行滑轨而持续供料,又供料模组91的端部正好衔接于磁杆压板30的下方处,因此当磁杆组件230被磁杆压板30挤压向下时,正好使磁杆组件230对供料模组91所供给的扣件70完成磁吸,接着使扣件70随着转盘10旋转而进行
后续的加工制程。
55.为了使喷涂模组40产生最佳喷涂效果,本实施例的大型扣件均匀全周防松加工的转载装置100,其亦可进一步具有一预热模组90,其设置于该些扣件70的行进路线上且位于该供料模组91的下游处。预热模组90为一电加热模组,其主要是对喷涂作业前的扣件70进行预热。
56.如图5所示,喷涂模组40,其设置于扣件70的行进路线上且位于磁杆压板30下游处的一喷料区;喷涂模组40可以具有一喷嘴410及一吸嘴420,但不以此为限,且分别设置于扣件70的两侧,如此可以达成最有效的喷涂及喷料回收作业。
57.旋转驱动单元50,其可以例如是一旋转皮带,但不以此为限,且设置于喷料区,旋转驱动单元50用以驱动磁杆套筒220旋转,当磁杆套筒220旋转时,也使得被吸附于磁杆套筒220底部的扣件70,于喷涂模组40喷涂时,随着磁杆套筒220旋转而进行旋转,如此可以使扣件70的全周,被有效且均匀的完成喷涂。
58.如图6所示,磁杆顶升板60,其设置于喷料区的下游处且设置于磁杆顶板232的下方处,又磁杆顶升板60首先以一引导斜面进行磁杆顶板232的引导,接着通过一顶升平面610,使随着转盘10旋转行进中的部分该些磁杆顶板232被向上顶升。
59.当磁杆顶板232被向上顶升后,扣件70将脱离磁吸单元233的有效磁吸范围而位于一无效磁吸距离d2,并使该些扣件70完成释放而下坠。此时原本被压缩的复位弹簧240,也因为扣件70的脱离而被释放,又被释放的复位弹簧240,将会进行伸展而使磁杆顶板232回复到原位。
60.本实施例的大型扣件均匀全周防松加工的转载装置100,其又可进一步具有一成品斗80,其是设置于磁杆顶升板60下方的该些扣件70坠落处,也就是说当扣件70到达磁杆顶升板60位置且被释放后,将可直接坠入成品斗80,并通过成品斗80,有效的收集完成喷涂作业的扣件70。
61.惟上述各实施例是用以说明本实用新型的优点,其目的在使熟悉该技术者能了解本实用新型的内容并据以实施,而非限定本实用新型的专利范围,固凡其他未脱离本实用新型所揭示的精神而完成的等效修饰或修改,仍应包含在以下所述的申请专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1