一种不干胶标签面纸涂胶前处理装置的制作方法
1.本公开一般涉及不干胶标签生产技术领域,尤其涉及一种不干胶标签面纸涂胶前处理装置。
背景技术:
2.不干胶标签同传统的标签具有不用刷胶、不用浆糊、不用蘸水、无污染、节省贴标时间等优点,应用范围广,方便快捷。不干胶是一种材料,也叫自粘标签材料,以纸张、薄膜或其它特种材料为面料,背面涂有胶粘剂,以涂硅保护纸为底纸的一种复合材料。并经印刷、模切等加工后成为成品标签。
3.不干胶标签在生产的过程中,胶粘剂在面纸上的附着性直接决定了不干胶标签的质量。
技术实现要素:
4.鉴于现有技术中的上述缺陷或不足,期望提供一种不干胶标签面纸涂胶前处理装置。
5.第一方面,本技术提供一种不干胶标签面纸涂胶前处理装置,设置在正式涂胶机构之前,包括:
6.放卷辊,用于放卷面纸,所述面纸具有用于涂胶的第一表面;
7.传输辊,用于传输所述面纸;
8.电晕装置,位于两个传输辊之间,用于对所述第一表面进行电晕处理;
9.底涂装置,位于所述电晕装置的传输方向后端,用于对电晕后的第一表面初步涂胶;
10.所述底涂装置包括:
11.底涂传输辊,设置在所述电晕装置传输方向后方;
12.网纹辊,位于所述底涂传输辊下方,所述网纹辊部分浸在胶液槽里;所述网纹辊与所述底涂传输辊相向传输;
13.刮刀组件,包括至少2个交替使用的刮刀;所述刮刀的刀刃端与所述网纹辊的圆周面接触连接,用于刮除网纹辊表面多余的胶。
14.根据本技术实施例提供的技术方案,所述电晕装置与所述底涂传输辊之间设有保护盒;所述保护盒开设有靠近电晕装置设置的传输入口,和靠近所述底涂传输辊的传输出口;电晕后的面纸从所述传输入口进入到所述保护盒内,从所述传输出口输出。
15.根据本技术实施例提供的技术方案,所述刮刀组件包括:
16.刮刀座;
17.调节盒,从所述刮刀座靠近所述网纹辊的一侧伸出;所述调节盒具有调节腔;
18.所述调节盒靠近所述网纹辊的一侧开设有出刀口;
19.刮刀,位于所述调节腔内,对应每个出刀口各设有一个;
20.第一驱动机构,位于所述调节腔内,对应每个所述刮刀设置,用于驱动所述刮刀伸出或缩回与其对应的出刀口;
21.清胶组件,设置在所述调节盒外,对应每个刮刀设置,用于清除出刀口外的胶;
22.控制模块,设置在所述刮刀座上,用于控制所述第一驱动机构和清胶组件动作。
23.根据本技术实施例提供的技术方案,所述第一驱动机构为安装在所述调节腔内的气缸,所述气缸的供气气路上设有电磁阀,所述控制模块通过控制所述电磁阀的通电给所述气缸供气。
24.根据本技术实施例提供的技术方案,所述调节腔内对应每个所述刮刀设有与控制模块信号连接的激光测距传感器;
25.每个所述刮刀的侧壁对应所述激光测距传感器开设有检测凹槽;所述激光测距传感器与所述检测凹槽对应时,所述刮刀的刀刃端与所述网纹辊的外壁接触。
26.根据本技术实施例提供的技术方案,所述清胶组件包括平行设置在所述出刀口两侧且尺寸相同的第一丝杠和第二丝杠;
27.刮块,可滑动地卡在所述出刀口的两侧,且两端分别螺纹连接在所述第一丝杠和第二丝杠上;
28.第一传动轮,同轴固定在所述第一丝杠的端部;
29.第二传动轮,同轴固定在所述第二丝杠的端部;
30.驱动轮,同时与所述第一传动轮与第二传动轮啮合;
31.第二驱动机构,用于驱动所述驱动轮转动。
32.本技术通过在对面纸的正式涂胶之前先进行电晕处理,再进行底涂处理,使得面纸的第一表面与涂胶剂的贴合性更好,进而保证了不干胶标签的质量;在本方案中,通过设计刮刀组件,包括至少2个交替使用的刮刀;由于刮刀在使用一段时间后,其刀刃端会粘附胶黏剂,胶黏剂形成一定厚度的时候,将影响刮刀的刮胶效果,从而增加网纹辊表面的胶量,而本技术的方案中,刮刀组件包括可以交替使用的刮刀,使得可以交替清洁两个刮刀,从而保证刮刀的刮胶效果,进而保证网纹辊的合规涂胶量。
33.根据本技术实施例提供的技术方案,通过在电晕装置与底涂传输辊之间设计保护盒,使得电源后的面纸传输过程中形成一个相对封闭的空间,可减少电晕导致的吸附灰尘量,保证了底涂胶的纯净度。
附图说明
34.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
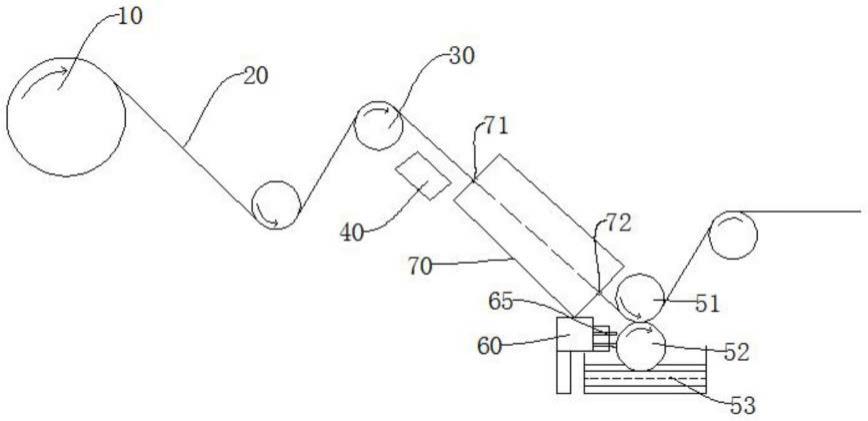
35.图1为本技术实施例的结构示意图;
36.图2为本技术中刮刀组件的结构示意图;
37.图3为本技术中第一电磁阀和第二电磁阀的控制时序图;
38.图4为本技术中清胶组件的结构示意图。
具体实施方式
39.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描
述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
40.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
41.请参考图1,本实施例提供一种不干胶标签面纸涂胶前处理装置,设置在正式涂胶机构之前,包括:
42.放卷辊10,用于放卷面纸20,所述面纸20具有用于涂胶的第一表面;
43.传输辊30,用于传输所述面纸20;
44.电晕装置40,位于两个传输辊10之间,用于对所述第一表面进行电晕处理;在本实施例中,电晕装置为南通三信塑胶装备科技有限公司的型号为cw3008的电晕装置。
45.底涂装置,位于所述电晕装置40的传输方向后端,用于对电晕后的第一表面初步涂胶;
46.所述底涂装置包括:
47.底涂传输辊51,设置在所述电晕装置40传输方向后方;
48.网纹辊52,位于所述底涂传输辊51下方,所述网纹辊52部分浸在胶液槽53里;所述网纹辊52与所述底涂传输辊51相向传输;
49.刮刀组件60,包括至少2个交替使用的刮刀65;所述刮刀65的刀刃端与所述网纹辊52的圆周面接触连接,用于刮除网纹辊表面多余的胶。
50.网纹辊52表面均设有涂胶穴位,根据涂胶穴位的密度来确定网纹辊52的涂胶量。在本实施例中,网纹辊52在第一表面形成为5-10g/米2的涂胶量;电晕装置使得第一表面的表面形成空气电离,进而使得第一表面更容易吸附底涂传输辊51上的胶粘剂。
51.在本实施例中,所述电晕装置40与所述底涂传输辊51之间设有保护盒70;所述保护盒70开设有靠近电晕装置设置的传输入口71,和靠近所述底涂传输辊的传输出口72;电晕后的面纸20从所述传输入口71进入到所述保护盒内,从所述传输出口72输出。保护盒70
52.如图1所示,所述刮刀组件60包括:
53.刮刀座61;
54.调节盒62,从所述刮刀座61靠近所述网纹辊52的一侧伸出;所述调节盒具有调节腔63;
55.所述调节盒62靠近所述网纹辊52的一侧开设有出刀口64;
56.刮刀65,位于所述调节腔63内,对应每个出刀口64各设有一个;
57.第一驱动机构66,位于所述调节腔63内,对应每个所述刮刀65设置,用于驱动所述刮刀65伸出或缩回与其对应的出刀口64;
58.清胶组件80,设置在所述调节盒62外,对应每个刮刀65设置,用于清除出刀口64外的胶;
59.控制模块67,设置在所述刮刀座61上,用于控制所述第一驱动机构66和清胶组件80动作。
60.在本实施例中,所述第一驱动机构66为安装在所述调节腔63内的气缸,所述气缸的供气气路上设有电磁阀68,所述控制模块通过控制所述电磁阀68的通电给所述气缸供气。在本实施例中,气缸为自复位资格,给气缸供气的时候,其活塞伸出,带动固定在其活塞
端的刮刀65伸出,使得刮刀65的刀刃与网纹辊的外周面接触实现刮胶,当停止给气缸供气的时候,其活塞复位,使得刮刀复位进入到调节腔内。
61.优选地,所述调节腔63内对应每个所述刮刀65设有与控制模块信号连接的激光测距传感器69;
62.每个所述刮刀65的侧壁对应所述激光测距传感器69开设有检测凹槽65-1;所述激光测距传感器69与所述检测凹槽65-1对应时,所述刮刀65的刀刃端与所述网纹辊52的外壁接触。
63.在本实施例中,控制模块为以单片机为核心处理器的控制电路板;激光测距传感器69采用型号为tof10120距离传感器。本实施例中,控制模块以设定时间间隔交替给两个电磁阀上电,使得两个气缸交替工作,且在交替的时候有一段的重合工作时间段。
64.例如,在本实施例中,有两个刮刀,分别为第一刮刀和第二刮刀,与第一刮刀对应的气缸为第一气缸,与第一气缸对应的电磁阀为第一电磁阀;与第一刮刀对应的激光测距传感器为第一激光测距传感器,与第一激光测距传感器对应的检测凹槽为第一检测凹槽;
65.与第二刮刀对应的气缸为第二气缸,与第二气缸对应的电磁阀为第二电磁阀;与第二刮刀对应的激光测距传感器为第二激光测距传感器,与第二激光测距传感器对应的检测凹槽为第二检测凹槽。
66.如图3所示为第一电磁阀和第二电磁阀的上电时序:
67.t0-t1:第一电磁阀单独上电,第二电磁阀断电;此时只有第一气缸的活塞伸出,使得第一刮刀的刀刃伸出于网纹辊接触进行刮胶;第二刮刀在调节腔内;
68.t1-t2:第一电磁阀和第二电磁阀均上电;此时第二气缸的活塞在第二电磁阀上电后逐步伸出,直至时间t2时第二激光测距传感器检测到第二检测凹槽时,此时说明第二刮刀的刀刃到位,已经与网纹辊进行了接触,控制模块控制第一电磁阀断电,使得第一刮刀缩回与其对应的刮刀口,刮刀缩回刮刀口的时候,其刀刃粘贴的胶粘剂将被初步挡在刮刀口外,附着在调节盒62的外壁;
69.t3-t4:第二电磁阀单独上电,第一电磁阀断电;此时只有第二气缸的活塞伸出,使得第二刮刀的刀刃伸出于网纹辊接触进行刮胶;第一刮刀在调节腔内;
70.t4-t5:第一电磁阀和第二电磁阀均上电;此时第一气缸的活塞在第一电磁阀上电后逐步伸出,直至时间t5时第一激光测距传感器检测到第一检测凹槽时,此时说明第一刮刀的刀刃到位,已经与网纹辊进行了接触,控制模块控制第二电磁阀断电,使得第二刮刀缩回与其对应的刮刀口,刮刀缩回刮刀口的时候,其刀刃粘贴的胶粘剂将被初步挡在刮刀口外,附着在调节盒62的外壁;
71.......
72.因此,本技术的技术方案即保证了网纹辊的正常工作,又实现了两个刮刀的交替清洁和工作。
73.在本实施例中,如图4所示,所述清胶组件80包括平行设置在所述出刀口64两侧且尺寸相同的第一丝杠81和第二丝杠82;
74.刮块83,可滑动地卡在所述出刀口64的两侧,且两端分别螺纹连接在所述第一丝杠84和第二丝杠85上;
75.第一传动轮86,同轴固定在所述第一丝杠84的端部;
76.第二传动轮87,同轴固定在所述第二丝杠85的端部;
77.驱动轮88,同时与所述第一传动轮86与第二传动轮87啮合;
78.第二驱动机构89,用于驱动所述驱动轮88转动。在本实施例中,第二驱动机构89为伺服电机,刮块83在于其对应的刮刀缩回到调节腔内后启动,使得驱动轮88转动,带动第一传动轮86和第二传动轮87转动,从而使得刮块83的两端同步移动,实现对出刀口64处的胶的二次刮除。
79.与上述实施例对应的,在本实施例中,对应第一出刀口的清胶组件在t2-t3之间时动作,对应第二出刀口的清胶组件在t4-t5之间时动作。
80.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1