一种铸管件弯头表面涂漆处理设备的制作方法
1.本实用新型属于管件涂漆技术领域,具体是一种铸管件弯头表面涂漆处理设备。
背景技术:
2.现在铸铁管件接头表面处理,一般都是在管件抛丸或喷砂处理后进行人工沾漆,其工作效率低下,油漆对人体危害大,由于工作时敞开的环境下进行,没有任何有效的防护措施完全暴露在大气中,造成大气污染,更对操作的人员危害更加大,急需一种自动化的涂漆设备解决上述问题。
技术实现要素:
3.本实用新型为了解决铸管件弯头表面自动化涂漆的问题,发明一种铸管件弯头表面涂漆处理设备。
4.本实用新型采取以下技术方案:
5.一种铸管件弯头表面涂漆处理设备,包括底座框架、升降旋转立柱、旋转架、旋转料筐、油漆盒、出料输送系统,底座框架中设置有升降旋转立柱,升降旋转立柱中段的回转部两侧设有两滑槽,两滑槽内分别滑动设置有旋转架,旋转架靠近升降旋转立柱内端设置滚轮,滚轮约束设置在滑槽内上下滑动,升降旋转立柱中段设置底部法兰,法兰上固定设置升降油缸推举旋转架架体上下滑动,两旋转架设置旋转料筐,旋转架设置液压马达,旋转料筐回转轴端和液压马达输出轴分别设置链轮,液压马达与旋转料筐链条链轮传动连接,底座框架内设置上卸料位m1、浸入滚漆位m2,上卸料位m1、浸入滚漆位m2分别对应两个旋转料筐,上卸料位m1设置有料筐振动平台,浸入滚漆位m2设置有油漆盒,旋转架下降时,旋转料筐浸入容放油漆的油漆盒内,上卸料位m1相邻设置有转运出料位m3, 上卸料位m1和转运出料位m3之间的底座框架底面设置有出料输送系统,出料输送系统包括:轨道、下料框,轨道敷设于上卸料位m1和转运出料位m3之间,下料框底部设置有行走轮。
6.还包括倾翻机构,倾翻机构包括:牵引链轮、牵引链条、牵引挂钩、放链箱,两个牵引链轮平行设置于底座框架顶部,底座框架顶部设置升降倾翻驱动器,牵引链轮由升降倾翻驱动器驱动连接,两个牵引链轮中下部设置放链箱,牵引链条一端收纳于放链箱内,另一端绕牵引链轮后下垂设置,下垂端设置连接牵引挂钩,下料框两侧设置有两提升轴,牵引挂钩设置有适配引进提升轴的开口。
7.出料输送系统还包括:料筐输送减速器、链条、链轮,下料框底部设置有销孔,行走轮行驶于轨道上,轨道两末端固定设置有可回转的链轮,料筐输送减速器法兰连接设置于底座框架底面,料筐输送减速器驱动连接其中一个链轮,两链轮之间通过链条链传动连接,链条上设置有插接下料框销孔的销轴,料筐输送减速器驱动链条销轴转动,使下料框小车沿轨道行驶。
8.料筐振动平台包括:振动盘、振功电机、顶升缸、顶升架,料筐振动平台设置于地坑内,地坑位于上卸料位m1旋转料筐底部,地坑内分布设置有四个顶升缸,顶升缸外露活塞杆
套设弹簧,振动盘设置于四个顶升缸上,振动盘底部设置振动电机,振动盘上设置顶升架,当四个顶升缸伸出顶升振动盘时,顶升架托起停留在上卸料位m1的下料框。
9.底座框架顶部还设置有油漆清洗剂回收箱、油漆隔膜泵,管路连接油漆清洗剂回收箱、油漆隔膜泵、油漆盒。
10.座框架上的框架与升降旋转立柱回传部之间连接设置有旋转油缸,旋转油缸伸出缩回带动升降旋转立柱进行180
º
水平旋转。
11.旋转料筐为六边筒形,单边设置可开闭的盖。
12.与现有技术相比,本实用新型可以获得以下技术效果:
13.本实用新型为解放人工和保护环境保护员工而开发的,它采用自动升降、自动旋转涂漆、自动振动余漆、自动送料、自动倾倒,人员从繁重的沾漆工作中解放出来,只变成单一的装料,在工件输送过程中设有加热装置,在输送过程中烤干管件上多余的油漆。输送段机构属于完全密封状态,上有排气装置,把在过程此产生的有害气体经管道排到废气处理设备进行处理,做到废气完全处理不污染大气,更大大减少有害气气对人体的危害。
附图说明
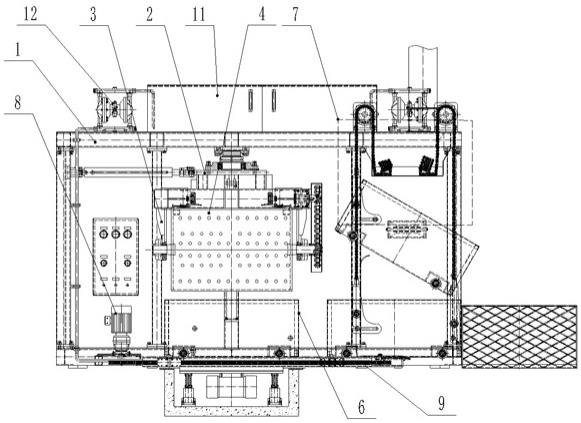
14.图1是本实用新型的结构示意图;
15.图2是本实用新型图1的右视图;
16.图3是本实用新型旋转料框顶视示意图;
17.图4是本实用新型图2的顶视示意图。
18.其中,1-底座框架、2-升降旋转立柱、3-旋转架、4-旋转料筐、5-油漆盒、6-下料框、7-倾翻机构、8-料筐输送减速器、9-链条、10-料筐振动平台、11-油漆清洗剂回收箱、12-油漆隔膜泵、13-升降倾翻驱动器。
具体实施方式
19.如图1-2,一种铸管件弯头表面涂漆处理设备,包括设备底座框架1、升降旋转立柱2、旋转架3、旋转料筐4、油漆盒5、下料框6、倾翻机构7、料筐输送减速器8、链条9、料筐振动平台10、油漆清洗剂回收箱11、油漆隔膜泵12、升降倾翻驱动器13。
20.如图1-3所示,底座框架1设置有控制箱,控制箱设置有控制液压按键和气压表,底座框架1中设置有升降旋转立柱2,升降旋转立柱2上下分别设置固定轴,中段可回转,升降旋转立柱2中段的回转部两侧对称设有两滑槽,两滑槽内分别滑动设置有旋转架3,旋转架3靠近升降旋转立柱2内端设置滚轮,滚轮约束设置在滑槽内上下滑动,升降旋转立柱2中段设置底部法兰,法兰上固定设置升降油缸推举旋转架3架体上下滑动,两旋转架3外端侧分别设置带座轴承,带座轴承轴孔固定旋转料筐4的回转轴,旋转架3设置液压马达,旋转料筐4回转轴端和液压马达输出轴分别设置链轮,液压马达与旋转料筐4链条链轮传动连接,底座框架1上的框架与升降旋转立柱2回传部之间连接设置有旋转油缸,旋转油缸伸出缩回带动升降旋转立柱2进行180
º
水平旋转,旋转料筐4为六边筒形,单边设置可开闭的盖,如图4,底座框架1内设置上卸料位m1、浸入滚漆位m2,上卸料位m1、浸入滚漆位m2分别对应两个旋转料筐4,上卸料位m1设置有料筐振动平台10,浸入滚漆位m2设置有油漆盒5,旋转架3下降时,旋转料筐4可以浸入容放油漆的油漆盒5内,上卸料位m1相邻设置有转运出料位m3, 上
卸料位m1和转运出料位m3之间的底座框架1底面设置有出料输送系统,出料输送系统包括:料筐输送减速器8、链条9、链轮、轨道、下料框6,轨道敷设于上卸料位m1和转运出料位m3之间,下料框6底部设置有行走轮和销孔,行走轮行驶于轨道上,轨道两末端固定设置有可回转的链轮,料筐输送减速器8法兰连接设置于底座框架1底面,料筐输送减速器8驱动连接其中一个链轮,两链轮之间通过链条9链传动连接,链条上设置有插接下料框6销孔的销轴,料筐输送减速器8驱动链条销轴转动,使下料框6小车沿轨道行驶,下料框6两侧设置有两提升轴,转运出料位m3顶部设置有倾翻机构7,倾翻机构7包括:牵引链轮、牵引链条、牵引挂钩、放链箱,两个牵引链轮平行设置于底座框架1顶部,底座框架1顶部设置升降倾翻驱动器13,牵引链轮由升降倾翻驱动器13驱动连接,两个牵引链轮中下部设置放链箱,牵引链条一端收纳于放链箱内,另一端绕牵引链轮后下垂设置,下垂端设置连接牵引挂钩,牵引挂钩设置有适配引进提升轴的开口,底座框架1设置有适配贴靠牵引挂钩上下的滑槽,牵引挂钩侧设置滑轮并适配滑槽,料筐振动平台10包括:振动盘、振功电机、顶升缸、顶升架,料筐振动平台10设置于地坑内,地坑内位于上卸料位m1旋转料筐4底部,地坑内分布设置有四个顶升缸,顶升缸外露活塞杆套设弹簧,振动盘设置于四个顶升缸上,振动盘底部设置振功电机,振动盘上设置顶升架,当四个顶升缸伸出顶升振动盘时,顶升架可托起停留在上卸料位m1的下料框6,底座框架1顶部还设置有油漆清洗剂回收箱11、油漆隔膜泵12,管路连接油漆清洗剂回收箱11、油漆隔膜泵12、油漆盒5。
21.工作方式为:
22.如图1-4,铸管件弯头由上卸料位m1入料口进入,装入上卸料位m1停留的旋转料筐4内,关闭旋转料筐4的盖,升降油缸推举旋转架3架体向上滑动,使旋转料筐4上升至最高位,旋转油缸伸出缩回带升降旋转立柱2进行180
º
水平旋转,两个旋转料筐4交换位置,装有铸管件弯头的旋转料筐4转入浸入滚漆位m2,原浸入滚漆位m2的旋转料筐4转入上卸料位m1入料口进行卸料或装料,浸入滚漆位m2的旋转架3通过升降油缸推举旋转架3架体向下滑动,使旋转料筐4下降至油漆盒5内,旋转料筐4在油漆盒5旋转涂油漆,液压马达链条链轮传动旋转,完毕后,两侧的升降油缸推举旋转架3架体向上滑动,使旋转料筐4上升至最高位,旋转油缸伸出缩回带升降旋转立柱2进行180
º
水平旋转使旋转料筐4内外对置,外侧旋转料筐4揭开上盖向外转动倒出内部涂好油漆的铸管件弯头,装好新料后进行上述步骤,倒出的铸管件弯头落入下方预备好的下料框6内,此时振动盘下面的顶升缸伸出抬起油漆盒5并观察车轮是否完全脱离轨道,确认车轮完全抬起后打开振动电机,时间至少在30s以上震掉管件上的多余油漆,振动完成后油缸下降振动盘要和油漆盒5脱离并保证车轮完全和导轨接触并使链条销轴插入车上销孔,启动出料输送系统,料筐输送减速器8驱动链轮链条运输下料框6,使下料框6小车沿轨道行驶,由上卸料位m1转运出料位m3,同时启动倾翻机构7,当下料框6两侧设置的两提升轴卡入牵引挂钩的开口内,升降倾翻驱动器13驱动牵引链条提升,提升下料框6到指定位置高度,外侧停止不动,内侧减速器要继续上继续上行,也就是下料框6倾翻35
º
,倒出下料框6内的管件。
23.另外每班次结束时油漆池需要清洗,清洗时要通过油漆隔膜泵12先把剩下的油漆抽到上面的油漆清洗剂回收箱11,并放下油箱另一侧的清洗液进入油漆盒5内,清洗旋转框4,清洗完毕后把清洗液抽回上面的油漆清洗剂回收箱11。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1