一种整车控制器的涂胶设备的制作方法
1.本发明涉及整车控制器的技术领域,具体涉及一种整车控制器的涂胶设备。
背景技术:
2.电动汽车整车控制器总成,现有技术从结构上看,通常是将电路板总成置于壳体内,壳体的两端是通过螺栓固定的端板,整个外壳体缺少密封结构设计,在雨雪天气或涉水环境中行驶时湿气甚至水会进入壳体内,造成电路板总成不能正常工作、甚至烧毁的严重问题。
3.所以合理设计整车控制器总成外壳体,有效保护内部电子元器件总成,就显得尤为重要。如专利公告号为cn205213211u,设计的一种电动汽车控制器壳体,包括外壳、前封板、底板,外壳上一端面设为开口面,开口面的两侧设计有凹槽;前封板大小与开口面相配合,其边缘设计有可与凹槽插接装配的凸缘;外壳和前封板插接后与底板的上平面贴合装配;外壳边缘设置有凸缘,凸缘内开有涂胶槽,通过涂胶槽进行涂胶,配合底板上涂布的粘胶,外壳能够贴合于底板上。
4.然而,现有的涂胶设备并不能很好的适用于对整车控制器中上壳体的涂胶槽的涂胶工作,容易发生断胶、溢胶的现实问题,断胶是会影响密封性,溢胶则会造成外观缺陷。
技术实现要素:
5.本发明的目的在于提供一种整车控制器的涂胶设备,以解决现有技术中导致的上述缺陷。
6.一种整车控制器的涂胶设备,包括辅助部件、放置部件、位移部件及出胶部件,其中:
7.所述辅助部件包括支撑板、支撑框及安装框,所述安装框和支撑框分别安装于支撑板的上下两侧;
8.所述放置部件设于支撑板一的上方并用于实现对上壳体的定位以及带动上壳体做前后方向的位移,所述放置部件包括安装盒、移动模组一、模组连接板、移动板一及定位板;
9.所述位移部件设于放置部件的上方并用于带动出胶部件做左右方向及上下方向的位移,所述位移部件包括模组连接管、移动模组二、移动模组三及移动板三;
10.所述出胶部件设于移动板三的前方并用于实现对上壳体的边缘的点胶工序,所述出胶部件包括模组滑台四、导轨四、丝杠四、滑块四、电机四、存胶管、夹紧板、卡放板及托举板。
11.优选的,所述支撑框的底部均匀安装有福马轮,所述支撑框的内侧安放有中控机,所述安装框的前侧左右对称安装有安全光栅,所述安全光栅与中控机电性连接,所述安装框的顶部水平安装有照明灯。
12.优选的,所述安装盒前后开口设计并水平安装于支撑板的上侧,所述移动模组一
水平朝上设置并设于安装盒的中间,所述移动模组一包括模组滑台一、导轨一、丝杠一、滑块一及电机一,所述模组滑台一通过一对模组连接板居中安装于安装盒的中间,所述导轨一平行安装于模组滑台一的内侧底部,所述丝杠一转动安装于模组滑台一的内侧中部,所述滑块一通过丝杠螺母与丝杠一螺纹连接,所述滑块一通过导轨滑块与导轨一滑动配合,所述丝杠一的前端部键连接有同步轮一,所述电机一通过l型的固定板一连接于模组滑台一的前端部,所述电机一的输出端键连接有同步轮二,所述同步轮一与同步轮二通过同步带一相连接,所述移动板一水平安装于滑块一的上侧,所述定位板通过一对对角分布的手拧螺丝水平连接于移动板一的上侧,所述定位板的上侧固定有呈矩形阵列的定位块,所述定位块上设有与上壳体相匹配的定位口,所述定位板的左右两边对称连接有c型的提放杆。
13.优选的,所述模组连接管设有一对并对称竖直连接于安装盒的左右两边,所述移动模组二水平朝前设置并设于两个模组连接管的之间,所述移动模组二包括模组滑台二、导轨二、丝杠二、滑块二及电机二,所述模组滑台二的两端对应连接于两个模组连接管的顶部,所述导轨二平行安装于模组滑台二的内侧底部,所述丝杠二转动安装于模组滑台二的内侧中部,所述滑块二通过丝杠螺母与丝杠二螺纹连接,所述滑块二通过导轨滑块与导轨二滑动配合,所述丝杠二的左端部键连接有同步轮三,所述电机二通过l型的固定板二连接于模组滑台二的左端部,所述电机二的输出端键连接有同步轮四,所述同步轮三与同步轮四通过同步带二相连接,所述移动模组三竖直朝前设置并设于滑块二的前方,所述移动模组三包括模组滑台三、导轨三、丝杠三、滑块三及电机三,所述模组滑台三的中部连接于滑块二的前侧,所述导轨三平行安装于模组滑台三的内侧底部,所述丝杠三转动安装于模组滑台三的内侧中部,所述滑块三通过丝杠螺母与丝杠三螺纹连接,所述滑块三通过导轨滑块与导轨三滑动配合,所述丝杠三的上端部键连接有同步轮五,所述电机三通过l型的固定板三连接于模组滑台三的上端部,所述电机三的输出端键连接有同步轮六,所述同步轮五与同步轮六通过同步带三相连接,所述移动板三平行安装于滑块三的前侧。
14.优选的,所述模组滑台四的中部连接于移动板三的前侧,所述导轨四偏置安装于模组滑台四的前侧,所述丝杠四转动安装于模组滑台四的前侧,所述滑块四通过丝杠螺母与丝杠四螺纹连接,所述滑块四通过导轨滑块与导轨四滑动配合,所述电机四竖直朝下设置并安装于模组滑台四的上端部,所述电机四的输出端通过联轴器与丝杠四同轴连接,所述滑块四的下侧左右对称连接有活塞杆,所述活塞杆的下端部同轴连接有活塞体,所述存胶管设有一对并对应同轴分布于两个活塞体的下方,两根存胶管的下端部连接有同一个出胶头,所述夹紧板和卡放板分别位于存胶管的前后两边,所述卡放板的前侧左右对称设有与两根存胶管相匹配的卡放槽,所述夹紧板与卡放板的左右两侧分别通过卡扣与铰链相连接,所述托举板水平连接于卡放板的下侧。
15.优选的,所述电机一、电机二、电机三及电机四均与中控机电性连接。
16.优选的,所述夹紧板的前方设有防尘罩,所述防尘罩竖直安装于模组滑台四的前侧。
17.与现有技术相比,本发明中的整车控制器的涂胶设备具有以下优点:
18.1.放置部件用于实现对上壳体的定位以及带动上壳体做前后方向的位移。具体的:
①
通过定位板及其上的定位块实现对上壳体的有效定位;
②
通过移动模组一中的电机一经皮带传动后带动丝杠一发生转动,进而带动滑块一、移动板一、定位板及其上的上壳体
做前后方向的位移。
19.2.位移部件用于带动出胶部件做左右方向及上下方向的位移。具体的:
①
通过移动模组二中的电机二经皮带传动后带动丝杠二发生转动,进而带动滑块二、移动模组三、移动板三及出胶部件做左右方向的位移;
②
通过移动模组三中的电机三经皮带传动后带动丝杠三发生转动,进而带动滑块三、移动板三及出胶部件做上下方向的位移。
20.3.出胶部件用于实现对上壳体的边缘的点胶工序。具体的:通过电机四经联轴器传动后带动丝杠四发生转动,进而带动滑块四、活塞杆及活塞体向下移动,当活塞体塞入到存胶管并继续向下挤压,胶水便可从下方的出胶头处排出,再配合上移动模组一、移动模组二及移动模组三的有序联动,即可在上壳体的边缘上均匀涂覆上胶水。
附图说明
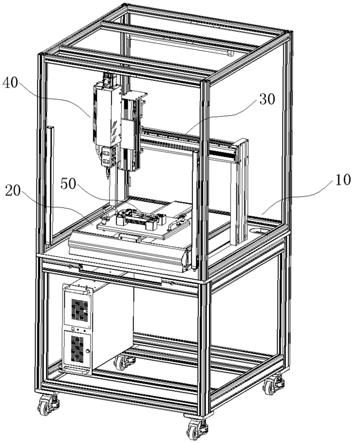
21.图1为本发明整体三维的结构示意图。
22.图2为本发明整体正视的结构示意图。
23.图3为本发明中的辅助部件的结构示意图。
24.图4为本发明中的放置部件的结构示意图。
25.图5为放置部件中的移动模组一的结构示意图。
26.图6为本发明中的位移部件的结构示意图。
27.图7为位移部件中的移动模组二的结构示意图。
28.图8为位移部件中的移动模组三的结构示意图。
29.图9为本发明中的出胶部件的结构示意图。
30.图10为出胶部件中的局部的结构示意图。
31.图11为本发明中的上壳体的结构示意图。
32.其中:
33.10-辅助部件;101-支撑板;102-支撑框;103-福马轮;104-中控机;105-安装框;106-安全光栅;107-照明灯;
34.20-放置部件;201-安装盒;202-移动模组一;2021-模组滑台一;2022-导轨一;2023-丝杠一;2024-滑块一;2025-同步轮一;2026-电机一;2027-固定板一;2028-同步轮二;2029-同步带一;203-模组连接板;204-移动板一;205-定位板;206-定位块;206a-定位口;207-提放杆;208-手拧螺丝;
35.30-位移部件;301-模组连接管;302-移动模组二;3021-模组滑台二;3022-导轨二;3023-丝杠二;3024-滑块二;3025-同步轮三;3026-电机二;3027-固定板二;3028-同步轮四;3029-同步带二;303-移动模组三;3031-模组滑台三;3032-导轨三;3033-丝杠三;3034-滑块三;3035-同步轮五;3036-电机三;3037-固定板三;3038-同步轮六;3039-同步带三;304-移动板三;
36.40-出胶部件;401-模组滑台四;402-导轨四;403-丝杠四;404-滑块四;405-电机四;406-联轴器;407-活塞杆;408-活塞体;409-存胶管;410-出胶头;411-夹紧板;412-卡放板;412a-卡放槽;413-铰链;414-卡扣;415-托举板;416-防尘罩;
37.50-上壳体。
具体实施方式
38.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
39.如图1至图11所示,一种整车控制器的涂胶设备,包括辅助部件10、放置部件20、位移部件30及出胶部件40,其中:
40.所述辅助部件10包括支撑板101、支撑框102及安装框105,所述安装框105和支撑框102分别安装于支撑板101的上下两侧;
41.所述放置部件20设于支撑板一101的上方并用于实现对上壳体50的定位以及带动上壳体50做前后方向的位移,所述放置部件20包括安装盒201、移动模组一202、模组连接板203、移动板一204及定位板205;
42.所述位移部件30设于放置部件20的上方并用于带动出胶部件40做左右方向及上下方向的位移,所述位移部件30包括模组连接管301、移动模组二302、移动模组三303及移动板三304;
43.所述出胶部件40设于移动板三304的前方并用于实现对上壳体50的边缘的点胶工序,所述出胶部件40包括模组滑台四401、导轨四402、丝杠四403、滑块四404、电机四405、存胶管409、夹紧板411、卡放板412及托举板415。
44.在本实施例中,所述支撑框101的底部均匀安装有福马轮103,所述支撑框101的内侧安放有中控机104,所述安装框105的前侧左右对称安装有安全光栅106,所述安全光栅106与中控机104电性连接,所述安装框105的顶部水平安装有照明灯107。
①
通过加装福马轮103以实现对涂胶设备整体的平稳支撑;
②
通过加装安全光栅106并通过中控机104予以控制,以实现对操作人员的有效防护;
③
通过加装照明灯107以有效照亮整个涂胶工位。
45.在本实施例中,所述安装盒201前后开口设计并水平安装于支撑板101的上侧,所述移动模组一202水平朝上设置并设于安装盒201的中间,所述移动模组一202包括模组滑台一2021、导轨一2022、丝杠一2023、滑块一2024及电机一2026,所述模组滑台一2021通过一对模组连接板203居中安装于安装盒201的中间,所述导轨一2022平行安装于模组滑台一2021的内侧底部,所述丝杠一2023转动安装于模组滑台一2021的内侧中部,所述滑块一2024通过丝杠螺母与丝杠一2023螺纹连接,所述滑块一2024通过导轨滑块与导轨一2022滑动配合,所述丝杠一2023的前端部键连接有同步轮一2025,所述电机一2026通过l型的固定板一2027连接于模组滑台一2021的前端部,所述电机一2026的输出端键连接有同步轮二2028,所述同步轮一2025与同步轮二2028通过同步带一2029相连接,所述移动板一204水平安装于滑块一2024的上侧,所述定位板205通过一对对角分布的手拧螺丝208水平连接于移动板一204的上侧,所述定位板205的上侧固定有呈矩形阵列的定位块206,所述定位块206上设有与上壳体50相匹配的定位口206a,所述定位板205的左右两边对称连接有c型的提放杆207。
①
通过定位板205及其上的定位块206实现对上壳体50的有效定位;
②
通过移动模组一202中的电机一2026经皮带传动后带动丝杠一2023发生转动,进而带动滑块一2024、移动板一204、定位板205及其上的上壳体50做前后方向的位移。
46.在本实施例中,所述模组连接管301设有一对并对称竖直连接于安装盒201的左右两边,所述移动模组二302水平朝前设置并设于两个模组连接管301的之间,所述移动模组二302包括模组滑台二3021、导轨二3022、丝杠二3023、滑块二3024及电机二3026,所述模组
滑台二3021的两端对应连接于两个模组连接管301的顶部,所述导轨二3022平行安装于模组滑台二3021的内侧底部,所述丝杠二3023转动安装于模组滑台二3021的内侧中部,所述滑块二3024通过丝杠螺母与丝杠二3023螺纹连接,所述滑块二3024通过导轨滑块与导轨二3022滑动配合,所述丝杠二3023的左端部键连接有同步轮三3025,所述电机二3026通过l型的固定板二3027连接于模组滑台二3021的左端部,所述电机二3026的输出端键连接有同步轮四3028,所述同步轮三3025与同步轮四3028通过同步带二3029相连接,所述移动模组三303竖直朝前设置并设于滑块二3034的前方,所述移动模组三303包括模组滑台三3031、导轨三3032、丝杠三3033、滑块三3034及电机三3036,所述模组滑台三3031的中部连接于滑块二3024的前侧,所述导轨三3032平行安装于模组滑台三3031的内侧底部,所述丝杠三3033转动安装于模组滑台三3031的内侧中部,所述滑块三3034通过丝杠螺母与丝杠三3033螺纹连接,所述滑块三3034通过导轨滑块与导轨三3032滑动配合,所述丝杠三3033的上端部键连接有同步轮五3035,所述电机三3036通过l型的固定板三3037连接于模组滑台三3031的上端部,所述电机三3036的输出端键连接有同步轮六3038,所述同步轮五3035与同步轮六3038通过同步带三3039相连接,所述移动板三304平行安装于滑块三3034的前侧。
①
通过移动模组二302中的电机二3026经皮带传动后带动丝杠二3023发生转动,进而带动滑块二3024、移动模组三303、移动板三304及出胶部件40做左右方向的位移;
②
通过移动模组三303中的电机三3036经皮带传动后带动丝杠三3033发生转动,进而带动滑块三3034、移动板三304及出胶部件40做上下方向的位移。
47.在本实施例中,所述模组滑台四401的中部连接于移动板三304的前侧,所述导轨四402偏置安装于模组滑台四401的前侧,所述丝杠四403转动安装于模组滑台四401的前侧,所述滑块四404通过丝杠螺母与丝杠四401螺纹连接,所述滑块四404通过导轨滑块与导轨四402滑动配合,所述电机四405竖直朝下设置并安装于模组滑台四401的上端部,所述电机四405的输出端通过联轴器406与丝杠四403同轴连接,所述滑块四404的下侧左右对称连接有活塞杆407,所述活塞杆407的下端部同轴连接有活塞体408,所述存胶管409设有一对并对应同轴分布于两个活塞体408的下方,两根存胶管409的下端部连接有同一个出胶头410,所述夹紧板411和卡放板412分别位于存胶管409的前后两边,所述卡放板412的前侧左右对称设有与两根存胶管409相匹配的卡放槽412a,所述夹紧板411与卡放板412的左右两侧分别通过卡扣414与铰链413相连接,所述托举板415水平连接于卡放板412的下侧。通过电机四405经联轴器406传动后带动丝杠四403发生转动,进而带动滑块四404、活塞杆407及活塞体408向下移动,当活塞体408塞入到存胶管409并继续向下挤压,胶水便可从下方的出胶头410处排出,再配合上移动模组一202、移动模组二302及移动模组三303的有序联动,即可在上壳体50的边缘上均匀涂覆上胶水。
48.在本实施例中,所述电机一2026、电机二3026、电机三3036及电机四405均与中控机104电性连接。通过上述电性连接以实现对放置部件20、位移部件30及出胶部件40的有序联动。
49.在本实施例中,所述夹紧板411的前方设有防尘罩416,所述防尘罩416竖直安装于模组滑台四401的前侧。通过增设防尘罩416以避免活塞杆407与活塞体408的表面受到粉尘颗粒的污染,相当于提升了出胶头410的使用寿命。
50.这种整车控制器的涂胶设备在实际应用时,包括以下操作步骤:
51.步骤1:先打开夹紧板411,再在托举板415的上方放入新开启的两根存胶管409,再在该对存胶管409的下端部连接上共用的出胶头410,再关闭夹紧板;
52.步骤2:再通过电机四405经联轴器406传动后带动丝杠四403发生转动,进而带动滑块四404、活塞杆407及活塞体408向下移动,当活塞体408塞入到存胶管409并继续向下挤压,胶水便可从下方的出胶头410处排出,当胶水的排量达到稳定时暂停向下挤压;
53.步骤3:在四个定位块206的上方水平放入倒置的上壳体50并通过其上的定位口206a实现对上壳体50的有效定位;
54.步骤4:再通过电机四405经联轴器406传动后带动丝杠四403发生转动,进而带动滑块四404、活塞杆407及活塞体408向下移动,当活塞体408继续向下连续地挤压,胶水便可从下方的出胶头410处平稳地排出,再配合上移动模组一202、移动模组二302及移动模组三303的有序联动,即可在上壳体50的边缘上均匀涂覆上胶水;
55.步骤5:从四个定位块206的旁侧取下已完成点胶工序的上壳体50。
56.因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1