一种M50智能流体配方设备的制作方法
一种m50智能流体配方设备
技术领域
1.本发明涉及配料领域,尤其涉及一种m50智能流体配方设备。
背景技术:
2.目前流体产品应用范围相当之广泛,如食品中的香精,各种饮料,化工原料及医疗药液等行业,但存在以下问题:首先,目前所有流体的生产普遍是靠人力手工操作计量完成,然而,这种配制方式效率非常低,尤其是手动添加各种原料时,精度很难保证,而且靠工人记录作为生产记录,难以保存、追溯,甚至其真实性值得商榷。
3.为解决上述问题,本技术中提出一种m50智能流体配方设备。
技术实现要素:
4.(一)发明目的为解决背景技术中存在的技术问题,本发明提出一种m50智能流体配方设备,本发明专利对产品的配方配比效率和精度非常高,实现了从配方研发,管理,生产下单,自动生产,生产记录保存及追溯一体的全自动化配方设备。
5.(二)技术方案为解决上述问题,本发明提供了一种智能流体配方设备,包括配料机主机、电柜、计算机处理系统,其特征在于:所述配料机主机的进料口与出料口分别放置有大小配料桶运输线。
6.所述配料机主机的顶部放置有原料组。
7.所述计算机处理系统通过电柜与配料机主机连接。
8.优选的,所述大小配料桶运输线包括大桶运输线和小桶运输线,所述大桶运输线与小桶运输线之间相互连接,所述大桶运输线上从头到尾依次转动设置有多个滚筒,所述大桶运输线内设有电机和链条,且电机通过链条与滚筒传动连接,所述大桶运输线上安装有第一对射感应开关。
9.优选的,所述大桶运输线顶部的两侧均固定安装有护栏,且护栏位于对射感应开关的内侧。
10.优选的,多个所述滚筒中两个间隙之间设有止动板,且止动板的下方设有气缸,所述气缸的驱动杆与止动板固定连接。
11.优选的,所述大桶运输线的一侧固定安装有第一扫码枪,且第一扫码枪的扫描感应部分高于桶运输线的两侧,所述小桶运输线上设有链板,并形成闭环。
12.优选的,所述小桶运输线的两侧固定安装有护板,所述小桶运输线上固定安装有第二扫码枪,所述第二扫码枪的感应部分高于护板。
13.优选的,所述小桶运输线上固定安装有第二对射感应开关。
14.本发明的上述技术方案具有如下有益的技术效果:提高自动化生产,利于上下料。
附图说明
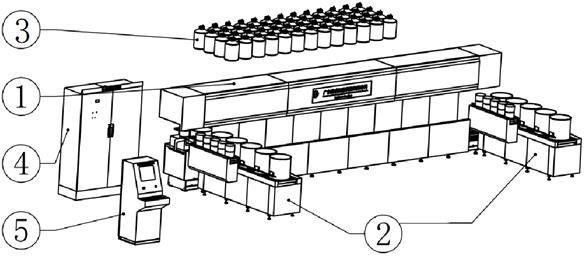
15.图1为本发明提出的一种m50智能流体配方设备的结构示意图。
16.图2为本发明提出的一种m50智能流体配方设备中的部分结构示意图。
17.附图标记:1、配料机主机;2、大小配料桶运输线;m1、大桶运输线;m2、小桶运输线;m3、滚筒;m4、护栏;m5、第一对射感应开关;m6、止动板;m7、第一扫码枪;m8、第二对射感应开关;m9、第二扫码枪;m10、护板;m11、链板;3、原料组;4、电柜;5、计算机处理系统。
具体实施方式
18.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
19.如图1-2所示,本发明提出的一种m50智能流体配方设备,包括配料机主机1、电柜4、计算机处理系统5,其特征在于:配料机主机1的进料口与出料口分别放置有大小配料桶运输线2;配料机主机1的顶部放置有原料组3;计算机处理系统5通过电柜4与配料机主机1连接。
20.在一个可选的实施例中,大小配料桶运输线2包括大桶运输线m1和小桶运输线m2,大桶运输线m1与小桶运输线m2之间相互连接,大桶运输线m1上从头到尾依次转动设置有多个滚筒m3,大桶运输线m1内设有电机和链条,且电机通过链条与滚筒m3传动连接,大桶运输线m1上安装有第一对射感应开关m5。
21.在一个可选的实施例中,大桶运输线m1顶部的两侧均固定安装有护栏m4,且护栏m4位于对射感应开关m5的内侧。
22.在一个可选的实施例中,多个滚筒m3中两个间隙之间设有止动板m6,且止动板的下方设有气缸,气缸的驱动杆与止动板m6固定连接。
23.在一个可选的实施例中,大桶运输线m1的一侧固定安装有第一扫码枪m7,且第一扫码枪m7的扫描感应部分高于桶运输线m1的两侧,小桶运输线m2上设有链板m11,并形成闭环。
24.在一个可选的实施例中,小桶运输线m2的两侧固定安装有护板m10,小桶运输线m2上固定安装有第二扫码枪m9,第二扫码枪m9的感应部分高于护板m10。
25.在一个可选的实施例中,小桶运输线m2上固定安装有第二对射感应开关m8。
26.需要说明的是,第一扫码枪m7和第二扫码枪m9用于对物料上的标签进行扫描;计算机处理系统5分别控制小桶运输线m2和大桶运输线m1。
27.配料机主机1包括:防窜味阀机构:一端与氮气罐相连,另一端通过多个氮气阀,每种原料对应一个阀,阀再通过氮气管道与原料罐相连。
28.流体智能配方阀:用于将从配方系统输入的配方各原料的配比与配方生产量的积得出的各原料的生产量,在计算机处理系统和防窜味阀机构的控制下,依次将每一原料罐所对应的原料从输送管道送到流体智能配方阀,流体智能配方阀的大小阀通过计算机处理
系统实时给定的打开时间达到高精度需求量。
29.称重装置:设于设备主机底痤轨道上,配有2台高精度称和对应配备的大小配料桶、升降台和滚筒运输机构,整体装置在计算机处理系统的控制下可在轨道上移到需要配料的阀下。
30.气控箱:用于放置控制压缩氮气和压缩空气的相关配件,将为原料罐提洁净、稳定可设压力的氮气和设备气动执行件的压缩空气。
31.氮气压力自动控制装置:配备比例阀,工作时,系统控制防窜味阀机构,根据配方要求,分别供给单一原料罐变化的氮气,罐内的压力大于外部的大气压。
32.计算机处理系统5包括以下部分:配方系统:用于向计算机处理系统输入产品配比配方、配方的管理、原料管理、设备管理、生产记录管理及追塑。
33.原料氮气压力控制系统:根据每种原料特性,设定一些通用和变化的压力参数;人机操作界面:控制操作设备。
34.原料加注系统:根据配方需求的原料,在多个功能模块及系统的控制下向配料桶注入生产配方中各种原料的所需量。
35.电柜4:内置变频器、伺服、plc模组及一些电器配件来配合计算机处理系统完成各项动作;使用方法如下:原料大小配料桶运输线2输入和输出,由配方系统根据生产需求量自动按配方中各原料的配比,计算出各种原料的需求量,原料氮气压力控制系统就会将氮气机连接到配料主机1中共用氮气管道中的氮气排出,然后关闭排气口,通过原料防窜味机构将配方中要生的原料中的一种原料的防窜味阀打开其它要生产的处于关闭状态,在原料氮气压力控制系统将变化的高于大气压的氮气注入原料罐,原料通过原料管道流到流体智能配方阀,每种原料与流体智能配方阀是一一对应,在计算机的处理系统控制流体智能配方阀的打开时间,原料注入称重装置的称上的配料桶中,整个过程效率和精度非常高系统相连通 ;原料配比阀门控制装置,用于根据从产品配比配方输入装置输入的产品配比配方,在计算机处理系统5的控制下,依次控制每一原料瓶所对应的输送管道的导通时间。
36.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1