一种空调器散热片用涂层铝箔及其制备方法与流程
本发明涉及铝箔生产,特别是涉及一种空调器散热片用涂层铝箔及其制备方法。
背景技术:
1、铝箔由于散热块、导热性能好等优点,是制备空调散热片的主要材料。但由于铝箔具有较高的化学活性,在空气中容易腐蚀,在一般场合使用寿命很短,因此,业界通常需要对其进行相应的防腐处理,以期提高其抗腐蚀性能,提高使用寿命。
2、现有涂层铝箔,大都通过涂覆一层或多层防腐层制备而成。如中国专利cn104403497 b、cn 108192486 a、cn 111992463 a和cn 112007834 a等都公开了用于空调散热片的涂层铝箔及相应的制备方法,并能够在一定程度上提高铝箔的防腐性能。但本申请发明人在实现本申请实施例中发明技术方案的过程中,发现上述技术至少存在如下技术问题:
3、1、铝箔仅适用于一般防腐要求的场合,对于特殊应用环境的高防腐要求则不能达到;
4、2、要么涂层与铝箔表面的粘合性能欠佳,要么涂层需要经过特殊的工艺处理以提高粘合性能,如cn 108192486 a,增加了工艺的复杂度以及涂层铝箔的制备成本。
技术实现思路
1、本发明通过提供一种空调器散热片用涂层铝箔及其制备方法,解决了现有技术中涂层铝箔存在的上述问题。
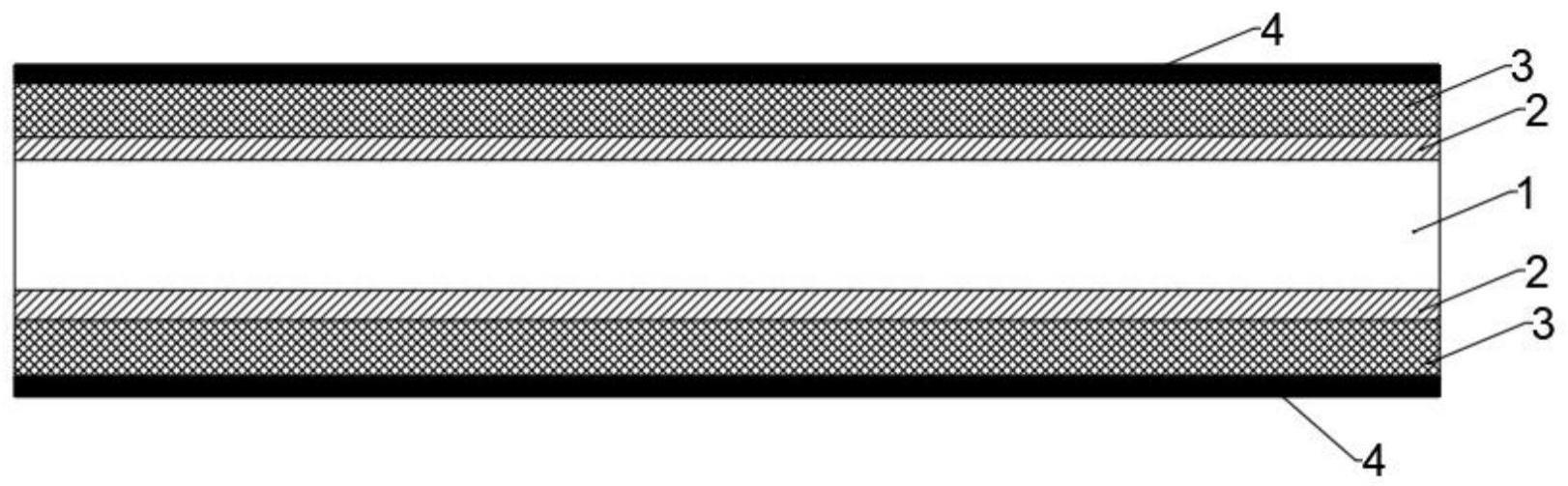
2、为解决上述技术问题,本发明提供了一种空调器散热片用涂层铝箔,包括:铝箔本体和依次附着在所述铝箔本体表面的第一涂层、第二涂层和第三涂层;所述第一涂层包括如下重量份组分:环氧树脂10~20份、丙烯酸树脂25~30份、润湿剂3~5份、固化剂0.5~1份、溶剂30~50份;
3、所述第二涂层包括如下重量份组分:丙烯酸树脂30~40份、氨基树脂10~20份、成膜剂1~5份、纳米二氧化硅5~10份;
4、所述第三涂层包括如下重量份组分:丙烯酸树脂40~50份、氨基树脂10~20份、鳞片石墨10~15份、滑石粉5~10份。
5、在本发明一个较佳实施例中,所述第二涂层的厚度大于所述第三涂层的厚度。
6、在本发明一个较佳实施例中,所述第二涂层的厚度大于所述第一涂层的厚度。
7、在本发明一个较佳实施例中,所述固化剂为甲氧基三聚氰胺和异氰酸酯以1:1~2的质量比混合的混合物。
8、为解决上述技术问题,本发明提供了一种空调器散热片用涂层铝箔的制备方法,包括如下步骤:
9、(1)铝箔预处理:将铝箔的上下表面先后进行打磨和清洁处理;
10、(2)涂覆第一涂层:配置含有第一涂层配方的涂料,然后采用辊涂的方法将其均匀涂覆在预处理后的铝箔的表面,干燥固化后得到带有第一涂层的铝箔;
11、(3)涂覆第二涂层:配置含有第二涂层配方的涂料,然后采用辊涂的方法将其涂覆在所述第一涂层的表面,经压力辊压合后干燥固化,得到含有两层涂层的铝箔;
12、(4)涂覆第三涂层:配置含有第三涂层配方的涂料,然后采用辊涂的方法将其涂覆在所述第二涂层的表面,经压力辊压合后干燥固化,得到含有三层涂层的铝箔。
13、在本发明一个较佳实施例中,所述步骤(1)中,所述铝箔打磨、清理后的表面粗糙度ra为0.24~0.30um。
14、在本发明一个较佳实施例中,所述第一涂层的涂布量为10~15g/m2;所述第二涂层的涂布量为50~100g/m2;所述第三涂层的涂布量为1~5g/m2。
15、在本发明一个较佳实施例中,所述第一涂层、第二涂层和第三涂层涂覆后的干燥固化条件为:200~250℃,10~30s。
16、在本发明一个较佳实施例中,所述压力辊压合的工艺条件为:压辊温度95~115℃,1~10mpa。
17、在本发明一个较佳实施例中,所述含有第三涂层配方的涂料的配置方法为:先将鳞片石墨和滑石粉混合并用清水配置成母液;然后将氨基酸树脂和丙烯酸加入到所述母液中,先搅拌,再超声分散至均匀。
18、本发明的有益效果是:本发明一种空调器散热片用涂层铝箔及其制备方法,通过特定配方设计且依次涂覆在铝箔表面的第一涂层、第二涂层和第三涂层的结构设计,一方面有效提高了防腐蚀涂层与铝箔本体之间的结合强度,另一方面,利用三个涂层独特的配方、涂覆厚度的设计,实现了三级防腐改性以及在现有防腐性能的基础上显著提高防腐性能的作用,且有效降低制备成本,无需特殊的涂层处理工艺改进,简化涂层铝箔的制备方法,可实施性强。
技术特征:
1.一种空调器散热片用涂层铝箔,其特征在于,包括:铝箔本体和依次附着在所述铝箔本体表面的第一涂层、第二涂层和第三涂层;所述第一涂层包括如下重量份组分:环氧树脂10~20份、丙烯酸树脂25~30份、润湿剂3~5份、固化剂0.5~1份、溶剂30~50份;
2.根据权利要求1所述的空调器散热片用涂层铝箔,其特征在于,所述第二涂层的厚度大于所述第三涂层的厚度。
3.根据权利要求2所述的空调器散热片用涂层铝箔,其特征在于,所述第二涂层的厚度大于所述第一涂层的厚度。
4.根据权利要求1所述的空调器散热片用涂层铝箔,其特征在于,所述固化剂为甲氧基三聚氰胺和异氰酸酯以1:1~2的质量比混合的混合物。
5.一种如权利要求1-4任一项所述的空调器散热片用涂层铝箔的制备方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的一种空调器散热片用涂层铝箔的制备方法,其特征在于,所述步骤(1)中,所述铝箔打磨、清理后的表面粗糙度ra为0.24~0.30um。
7.根据权利要求5所述的一种空调器散热片用涂层铝箔的制备方法,其特征在于,所述第一涂层的涂布量为10~15g/m2;所述第二涂层的涂布量为50~100g/m2;所述第三涂层的涂布量为1~5g/m2。
8.根据权利要求5所述的一种空调器散热片用涂层铝箔的制备方法,其特征在于,所述第一涂层、第二涂层和第三涂层涂覆后的干燥固化条件为:200~250℃,10~30s。
9.根据权利要求5所述的一种空调器散热片用涂层铝箔的制备方法,其特征在于,所述压力辊压合的工艺条件为:压辊温度95~115℃,1~10mpa。
10.根据权利要求5所述的一种空调器散热片用涂层铝箔的制备方法,其特征在于,所述含有第三涂层配方的涂料的配置方法为:先将鳞片石墨和滑石粉混合并用清水配置成母液;然后将氨基酸树脂和丙烯酸加入到所述母液中,先搅拌,再超声分散至均匀。
技术总结
本发明公开了一种空调器散热片用涂层铝箔及其制备方法,包括:铝箔本体和依次附着在所述铝箔本体表面的第一涂层、第二涂层和第三涂层;所述第一涂层包括环氧树脂、丙烯酸树脂、润湿剂、固化剂、溶剂;所述第二涂层包括丙烯酸树脂、氨基树脂、成膜剂、纳米二氧化硅;所述第三涂层包括丙烯酸树脂、氨基树脂、鳞片石墨、滑石粉。本发明一方面有效提高了防腐蚀涂层与铝箔本体之间的结合强度,另一方面,利用三个涂层独特的配方、涂覆厚度的设计,实现了三级防腐改性以及在现有防腐性能的基础上显著提高防腐性能的作用,且有效降低制备成本,无需特殊的涂层处理工艺改进,简化涂层铝箔的制备方法,可实施性强。
技术研发人员:朱振东,张全成,吴永新,潘梦洁
受保护的技术使用者:江苏常铝铝业集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!