一种汽车外表面装饰花纹涂装方法与流程
1.本发明涉及汽车涂装领域,具体涉及一种汽车外表面装饰花纹涂装技术。
背景技术:
2.近年来,越来越多的高端定制车选择在色彩造型上吸引客户,例如劳斯莱斯幻影和宾利慕尚等高端品牌,纷纷提出从腰线分色和腰线处画金线的方案以及在外表面自由定制装饰花纹的方案,引起客户的强烈反响。但绘画的方式对绘画者要求极高,且操作工时长、废品率高,这就造成了人工成本和材料成本的增加,因此定制花纹往往提高几万元的购车价格。
3.目前国内尚无高端定制外表面装饰花纹短工艺,国内最新的定制方案为双色喷涂方案,但双色喷涂只能满足大面积的拼色方案,往往无法实现对用户定制图案或花纹的涂装。而人工绘制的方式对专业水平要求高,且涂装效率低,无法实现大规模的批量生产,这大大限制了表面装饰花纹车辆的市场。
技术实现要素:
4.为了解决现有技术无法实现大规模批量化涂装的问题,本发明提出了一种汽车外表面装饰花纹涂装方法。
5.本发明的技术方案如下:
6.一种车辆外表面装饰花纹短工艺涂装方法,包括以下步骤:
7.s1、花纹外表面遮蔽:通过定位基准定位花纹喷涂位置,选择与花纹1:1的花纹遮蔽材料进行粘贴遮蔽;
8.s2、整车遮蔽:沿花纹遮蔽材料外边缘随花纹形状粘贴车身遮蔽材料,在车身遮蔽材料上向外粘贴遮蔽卷膜并将整车外表面遮蔽完整;
9.s3、在上述遮蔽材料粘贴完毕后,将花纹遮蔽材料揭掉;
10.s4、根据油漆施工工艺要求调漆、喷涂并烘干;
11.s5、卸遮蔽:先将遮蔽卷膜卸除,然后将车身遮蔽材料卸除,完成花纹短工艺涂装。
12.优选地,在所述花纹外表面遮蔽步骤之前,对车身外表面进行清洗、擦净和吹干,并用遮蔽胶带将车身零件搭接处内表面进行遮蔽。
13.优选地,所述定位基准为车身上的标志物或者固定在车身上的随型定位工装。
14.优选地,所述随型定位工装通过3d打印技术制备而成。
15.优选地,所述随型定位工装通过贴附于工装内部的磁铁固定到车身上。
16.优选地,在将所述花纹遮蔽材料揭掉后,做喷涂前的检查。
17.优选地,所述检查包括:对车身露出形状是否与花纹工艺要求一致、车身遮蔽材料的贴合度以及遮蔽卷膜粘贴的完整性进行检查。
18.优选地,步骤s4中所述烘干的温度为在30℃~50℃。
19.优选地,步骤s4中所述烘干的时间为30min-60min。
20.与现有技术相比,本发明解决了无法实现大规模批量化涂装的问题,具体有益效果为:
21.本发明通过定位基准定位花纹喷涂位置,在整车装配之后进行操作,形成高效率、低成本的外表面装饰花纹短工艺涂装方法,这种方法与现有绘画方法相比,大大缩短了工时,可成功将单台车的操作时间由几天甚至几周缩短至2-3h,且提高一次性成功率,进而降低了成本并实现了提升汽车观赏性的要求。
附图说明
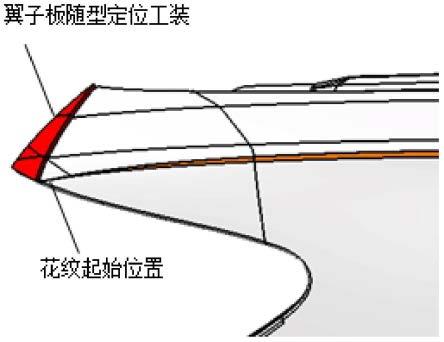
22.图1为实施例5所述汽车翼子板处设计的随性定位工装示意图;
23.图2为实施例5所述汽车后侧围处设计的随型定位工装示意图。
具体实施方式
24.为使本发明的技术方案更加清楚,下面将结合本发明的说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述,需要说明的是,以下实施例仅用于更好地理解本发明的技术方案,而不应理解为对本发明的限制。
25.实施例1.
26.本实施例提供了一种车辆外表面装饰花纹短工艺涂装方法,包括以下步骤:
27.s1、花纹外表面遮蔽:通过定位基准定位花纹喷涂位置,选择与花纹1:1的花纹遮蔽材料进行粘贴遮蔽;
28.s2、整车遮蔽:沿花纹遮蔽材料外边缘随花纹形状粘贴车身遮蔽材料,在车身遮蔽材料上向外粘贴遮蔽卷膜并将整车外表面遮蔽完整;
29.s3、在上述遮蔽材料粘贴完毕后,将花纹遮蔽材料揭掉;
30.s4、根据油漆施工工艺要求调漆,油漆搅拌均匀后倒置上罐枪中开始喷涂,总膜厚在可根据色漆施工性商定,然后烘干;
31.s5、卸遮蔽:先将遮蔽卷膜卸除,此操作不涉及花纹边缘成型,因此可相对快速操作;然后将车身遮蔽材料卸除,此处影响花纹外观,因此要小心操作;如此完成花纹短工艺涂装。
32.本实施例通过定位基准定位花纹喷涂位置,在整车装配之后进行操作,形成高效率、低成本的外表面装饰花纹短工艺涂装方法,这种方法与现有绘画方法相比,大大缩短了工时且提高一次性成功率,进而降低了成本并实现了提升汽车观赏性的要求。
33.应用本实施例所述的方法可成功将单台车的操作时间由几天甚至几周缩短至2-3h,并提升一次性成功率,揭开了定制工艺的“神秘的面纱”。
34.实施例2.
35.本实施例为对实施例1的进一步举例说明,在所述花纹外表面遮蔽步骤之前,对车身外表面进行清洗、擦净和吹干,并用遮蔽胶带将车身零件搭接处内表面进行遮蔽。
36.例如车门内边及门槛内边,留出一定的包边距离后其余位置用胶带遮蔽,以防后续喷涂腰线时油漆虚进车身内表面,影响美观度。
37.实施例3.
38.本实施例为对实施例1的进一步举例说明,所述定位基准为车身上的标志物或者
固定在车身上的随型定位工装。
39.本实施例通过以车身上的标志物定位的方式,在车身无明显标志物的情况下,本实施例还提供了随型定位工装定位方式,实现了高端定制车外表面装饰花纹量产喷涂。
40.实施例4.
41.本实施例为对实施例3的进一步举例说明,所述随型定位工装通过3d打印技术制备而成。
42.实施例5.
43.本实施例为对实施例3的进一步举例说明,所述随型定位工装通过贴附于工装内部的磁铁固定到车身上。
44.在随型定位工装内部,即与车身固定的一面贴附随型的磁铁,使得定位工装较为平整地与车身固定,有利于后续车身遮蔽材料或遮蔽卷膜的顺利粘贴。例如,设计一款从汽车翼子板延伸至后侧围处的花纹,在翼子板处设计的随型定位工装如图1所示,在汽车后侧围处设计的随型定位工装如图2所示,定位工装有助于花纹遮蔽材料的定位,提升涂装的一次成功率。
45.实施例6.
46.本实施例为对实施例1的进一步举例说明,在将所述花纹遮蔽材料揭掉后,做喷涂前的检查。
47.实施例7.
48.本实施例为对实施例6的进一步举例说明,所述检查包括:对车身露出形状是否与花纹工艺要求一致、车身遮蔽材料的贴合度以及遮蔽卷膜粘贴的完整性进行检查。
49.本实施例在喷涂前对车身遮蔽材料的贴合度进行检查,以防喷涂后有渗漆、毛刺等缺陷;检查遮蔽卷膜粘贴完整性以防喷涂后车身其他部位有虚喷现象污染合格车身。
50.实施例8.
51.本实施例为对实施例1的进一步举例说明,步骤s4中所述烘干的温度为在30℃~50℃。
52.本实施例对工艺的选择以大量实验数据做基础,保证漆膜性能符合要求,避免车身温度过高导致外饰件烘烤损坏。此过程大大缩短工艺时间,可将晾干时间从几天缩短至几小时甚至几十分钟。
53.实施例9.
54.本实施例为对实施例1的进一步举例说明,步骤s4中所述烘干的时间为30min-60min。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1