一种封装用自动化生产线的制作方法
1.本封装用自动化生产线涉及一种点胶设备,更具体地说,涉及一种封装用自动化生产线。
背景技术:
2.申请号为201810251489.8的发明专利申请文件公开了一种点胶机,包括机架,所述机架设有至少两传送装置,至少两所述传送装置并行设于所述机架上端,用于传送物料;上料装置,设于所述机架上端,并位于所述传送装置上方,且所述上料装置的运动方向与所述传送装置的运动方向交叉设置,用于将物料上料于传送装置;点胶装置,设于所述机架上端,并位于所述传送装置的上方,且与所述上料装置间隔设置,用于对物料点胶;固化装置,设于所述机架的上端,并位于所述传送装置的上方,且与所述上料装置和点胶装置间隔设置,用于对点胶后的物料进行固化;下料装置,设于所述机架上端,并位于所述传送装置的上方,且与所述上料装置、点胶装置和固化装置间隔设置,用于从所述传送装置取下固化后的物料;控制装置,设于所述机架,与所述上料装置、传送装置、点胶装置、固化装置和下料装置均电连接。
3.这种点胶机只能对物料进行点胶的工作,但是有些物料在点胶完毕后,需要跟另外的物料进行压合连接,以形成一个完成的工件,就无法使用这样的设备一次性完成加工。
技术实现要素:
4.本封装用自动化生产线的目的在于提供一种封装用自动化生产线,不仅能够对物料进行点胶工作,还能够将点胶完毕的物料与其他需要物料进行自动压合,从而高效地生产出经过点胶、压合的完整工件。
5.一种封装用自动化生产线,包括机架,所述机架上沿着生产流程的方向依次设置有封胶机构、装配机构、抽真空压合机构,每个机构均设有用于传送治具的传送单元,各个机构的传送单元均依次衔接;
6.所述封胶机构包括位于机架上的点胶头以及驱动点胶头组件上下升降的点胶升降组件、驱动点胶头组件于机架上来回点胶的点胶移动组件;
7.所述装配机构包括位于机架上用于抓取上治具的机械手、驱动机械手向下运动以使得机械手所抓取的上治具与传送单元上的下治具进行装配的装配升降组件;
8.所述抽真空压合机构包括位于机架上的抽真空组件、驱动抽真空组件上下升降的抽真空升降组件。
9.优选的,所述机架设有多个,每一个机架上均设有至少两个并排设置的且传送方向相反的传送单元,且各个机架上传送方向相同的传送单元相衔接,起始的传送单元构成上料机构,终点的传送单元构成下料机构,上料机构和下料机构位于同一个机架上。
10.优选的,所述抽真空组件衔接有用于将抽真空压合完毕的工件与上治具进行分离的拆分机构,拆分机构包括位于机架上的分离组件、用于夹持其中一治具使其脱离传送轨
道的夹持组件、驱动夹持组件上下升降的夹持升降组件。
11.优选的,所述分离组件包括用于将上治具和上治具装载的物料进行分离的分离杆、驱动分离杆靠近或远离上治具的分离驱动件。
12.优选的,所述机械手包括左夹持爪、右夹持爪、驱动左夹持爪和右夹持爪相互靠近或者相互远离的夹持动力元件。
13.优选的,所述装配升降组件包括与机械手固定连接的安装座、与安装座固定连接的升降导向柱、与升降导向柱固定连接的基座,驱动安装座沿升降导向柱上下升降的装配驱动气缸。
14.优选的,所述装配机构还包括有驱动机械手左右滑移的装配滑移组件,装配滑移组件包括装配滑移导轨,基座与装配滑移导轨滑动连接,装配滑移导轨与下方传送单元的传送方向相垂直,且装配滑移导轨贯穿下方的两组传送单元。
15.优选的,所述封胶机构为双组分灌胶机构,双组分灌胶机构包括带有入口和出口的胶水混合管,胶水混合管的出口导通连接有胶水分流器,胶水分流器设有若干个出胶口,胶水混合管的入口导通连接有双组分胶水储存罐。
16.优选的,所述封胶机构为单组分点胶机构,单组分点胶机构包括带有入口和出口的出胶管,出胶管的入口导通连接有单组分胶水储存罐。
17.优选的,所述机架上还设置有对待点胶的物料进行清洗的清洗机构。
18.通过采用上述技术方案,本发明具有如下优点:
19.1.通过装配机构的设置,使得点胶完毕的物料可以自动与需要盖合的其他物料相互盖合,形成一个完整的工件,提高设备的实用性,本发明尤其适用于显示屏的cob封装工艺、显示屏的gob封装工艺;
20.2.通过抽真空压合机构的设置,使得盖合完毕后的整个工件不存在空气,不会在盖合处形成气泡,能够适用各种高要求的加工场景;
21.3.通过拆分机构的设置,使得在盖合、抽真空完毕后的工件,可以自动脱离治具,进入自然晾干或者烘干的程序,提高自动化程度,无效人工干预;
22.4.整条生产线呈环形跑道状,能够有效减小占地面积,整个结构紧凑、设计合理;
23.5.每个机构单独模块化设计,可以根据不同生产厂家的需求,灵活调整整个生产线的布局,提高生产线的适用性。
附图说明
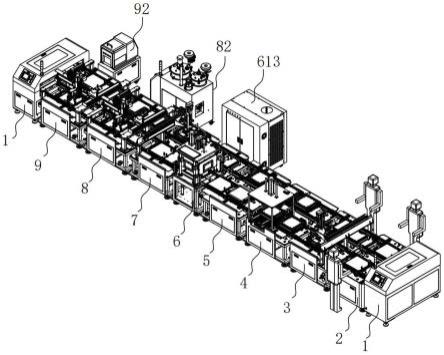
24.图1为本发明封装用自动化生产线的结构示意图;
25.图2为上下料机架及上下料机构的结构示意图;
26.图3为接驳机构的结构示意图;
27.图4为拆分机架及拆分机构的结构示意图;
28.图5为分离组件的结构示意图;
29.图6为抽真空机架及抽真空压合机构的结构示意图;
30.图7为装配机架及装配机构的结构示意图;
31.图8为第一点胶机架及双组分灌胶机构的结构示意图;
32.图9为图8的a部放大图;
33.图10为第二点胶机架及单组分点胶机构的结构示意图;
34.图11为图10的b部放大图;
35.图12为带有清洗机构的机架结构示意图。
36.1.接驳机构;11.接驳机架;12.接驳轨道;13.接驳台;
37.2.上下料机架;21.上料机构;22.下料机构;
38.02.传送单元;022.主动轮;023.从动轮;024.传动带;
39.3.夹取机架;
40.4.拆分机架;41.拆分机构;411.分离组件;4111.分离杆;4112.分离驱动件;4113.调距结构;412.夹持组件;4121.夹持件;4122.夹持驱动件;4123.导向柱;
41.5.过渡机架;
42.6.抽真空机架;61.抽真空压合机构;611.抽真空组件;6111.抽真空盖板;6112.抽真空管路;612.抽真空升降组件;6121.抽真空驱动件;6122.联动支架;613.抽真空机;
43.7.装配机架;71.装配机构;711.机械手;7111.左夹持爪;7112.右夹持爪;7113.夹持动力元件;712.装配升降组件;7121.安装座;7122.升降导向柱;7123.基座;7124.装配驱动气缸;713.装配滑移组件;7131.装配滑移导轨;
44.8.第一点胶机架;81.双组分灌胶机构;811.胶水混合管;812.胶水分流器;8121.出胶口;82.双组分胶水储存罐;83.第一点胶气缸;84.第一点胶拖链;
45.9.第二点胶机架;911.出胶管;92.单组分胶水储存罐;93.第二点胶气缸;94.第二点胶拖链。
46.10.清洗机构。
具体实施例
47.下面结合附图1-12对本封装用自动化生产线做进一步说明。
48.一种封装用自动化生产线,沿着生产流程的方向上,依次设置有上料机构21、清洗机构10、封胶机构、装配机构71、抽真空压合机构61、拆分机构41、下料机构22。
49.需要说明的是,各个机构可以沿着生产流程的方向依次设置,为了节约占地面积,本发明将相关机构并排设置,以使得物料的生产加工流程轨迹形成一个环形跑道状的闭环。
50.为了降低生产制造成本,本发明可以将不同机构共同设置在一个机架上。为了方便组装和运输,以及可以根据生产企业的实际需求灵活调整生产线的布局,本发明优选的,设置多个机架,多个机架按所安装的机构类型分为上下料机架2、点胶机架、装配机架7、拆分机架4、抽真空机架6。
51.在每一个机架上均并排设置两组传送方向相反的传送单元02,且各个机架上传送方向相同的传送单元02相衔接。所有的传送单元02均包括设置在机架上的上料电机(图中未示出)、与上料电机联动连接的主动轮022和从动轮023、套设在主动轮022和从动轮023外的传动带024。当然,传送单元02也可以至设置传送轨道,治具放置在传送轨道上,依靠后一个治具推前一个治具的方式进行治具的传送,也是可以的。
52.根据需要,在其中一组的传送单元02上方设置其中一种功能单元(功能单元指封胶机构、装配机构71、抽真空压合机构61、拆分机构)。
53.起始的传送单元02构成上料机构21,终点的传送单元02构成下料机构22,上料机构21和下料机构22共同位于上下料机架2上。
54.上料机构21和下料机构22的一侧衔接有接驳机构1,接驳机构1包括接驳机架11、位于接驳机架11上的接驳轨道12,接驳轨道12与传动带024的传送方向呈垂直设置,接驳轨道12上设置有接驳台13,接驳机架11上设置有驱动接驳台13沿着接驳轨道12左右滑移的接驳驱动件(图中未示意出来)。这里的接驳驱动件可以是气缸或者液压缸,直接驱动接驳台13沿着接驳轨道12滑移;接驳驱动件14可以是驱动电机,此时,驱动电机可以联动连接滚珠丝杠副,丝杆即构成接驳轨道12。接驳台13的结构可以与传送单元02的结构保持一致,从而尽可能使得整个设备的零部件通用化,降低生产制造成本。
55.在上下料机架2远离接驳机构1的另一侧衔接拆分机架4,拆分机架4上设置有用于将抽真空完毕的上下治具进行分离的拆分机构41,拆分机构41包括位于拆分机架4上的分离组件411、用于夹持其中一治具使其脱离传送轨道的夹持组件412。
56.分离组件411位于拆分机架4的一侧,包括用于将上治具和上治具装载的物料进行分离的分离杆4111、驱动分离杆4111靠近或远离上治具的分离驱动件4112,分离驱动件4112优选驱动气缸或者液压缸。分离杆4111可以设置两个,以便于能够稳定可靠地对于将上治具和上治具装载的物料进行分离,同时,每个分离杆4111独立连接一分离驱动件4112。由于治具和物料的尺寸有大有小,可以在两个分离杆4111之间设置调节二者间距的调距结构4113,调距结构4113包括联动连接的左侧丝杆和右侧丝杆,左侧丝杆和右侧丝杆的螺旋方向相反。
57.夹持组件412包括用于夹持治具的夹持件4121以及驱动夹持件4121上下升降的夹持驱动件4122,夹持件4121可以是装有气嘴的面板,也可以是机械手711;夹持驱动件4112可以是驱动气缸或者液压缸,也可以是驱动电机,当其为驱动电机时,电机轴需要联动连接设置螺旋杆,螺旋杆与夹持件4121螺旋配合,拆分机架4上设有限定夹持件4121运动行程和运动方向的导向柱4123。
58.此处需说明的是,可以在上下料机架2和拆分机架4之间,可以设置一个夹取机架3,夹取机架3上设置自动取走分离后的上治具的夹取机构,夹取机构和装配机构71的结构可以设置一样,因为他们都是用于夹取上治具,并驱动所夹取的上治具上下升降、左右移动。
59.拆分机架4远离上下料机架2的一侧衔接有抽真空机架6(此处需说明的是,抽真空机架6和拆分机架4之间可以设置一段过渡机架5,在过渡机架5上也设置传送方向相反的两组传送单元02,作为等待工位,提高整体的加工效率)。
60.抽真空机架6上设置有抽真空压合机构61,抽真空压合机构61包括抽真空组件611、驱动抽真空组件611上下升降的抽真空升降组件612。抽真空组件611包括抽真空盖板6111、与抽真空盖板6111相导通的抽真空管路6112,抽真空管路6112的另一端联通有抽真空机613,抽真空机613可以放置在抽真空机架的一侧。抽真空升降组件612包括联动连接的抽真空驱动件6121和联动支架6122,联动支架6122与抽真空管路固定连接。
61.抽真空机架6远离拆分机架4的一侧衔接有装配机架7,装配机架7上设有装配机构71,所述装配机构71包括位于机架上用于抓取上治具的机械手711、驱动机械手711向下运动以使得机械手711所抓取的上治具与传送单元02上的下治具进行装配的装配升降组件
712、驱动机械手711左右滑移的装配滑移组件713。
62.所述机械手711包括左夹持爪7111、右夹持爪7112、驱动左夹持爪7111和右夹持爪7112相互靠近或者相互远离的夹持动力元件7113(夹持动力元件7113优选为两头均带有杆的气缸)。
63.装配升降组件712包括与机械手711固定连接的安装座7121、与安装座7121固定连接的升降导向柱7122、与升降导向柱7122固定连接的基座7123,驱动安装座7121沿升降导向柱7122上下升降的装配驱动气缸7124。
64.装配滑移组件713包括装配滑移导轨7131,基座7123与装配滑移导轨7131滑动连接(装配滑移导轨7131可以是单独的导轨、单独的拖链、导轨与拖链的组合),如果是单独的导轨,则需要有电机或者气缸驱动基座7123左右滑移。装配滑移导轨7131与下方的传送单元02的传送方向相垂直,且装配滑移导轨7131贯穿下方的两组传送单元02。
65.装配机架7远离抽真空机架6的一侧设有点胶机架,点胶机架上设有封胶机构。
66.点胶机架可以只设置一个或者设置两个,当封胶机构只设置一个时,封胶机构可以是进行单组分胶水点胶的,也可以是进行双组分胶水点胶的,本发明优选的,设置两个点胶机架,分别为第一点胶机架8和第二点胶机架9,第一点胶机架8上设置有可用双组分胶水进行点胶的双组分灌胶机构81,第二点胶机架9上设置有可用单组分胶水进行点胶的单组分点胶机构91。
67.靠近装配机架7的是第一点胶机架8,双组分灌胶机构81包括带有入口和出口的胶水混合管811,胶水混合管811的出口导通连接有胶水分流器812(即为点胶头),胶水分流器812设有若干个出胶口8121,胶水混合管811的入口导通连接有双组分胶水储存罐82,双组分胶水储存罐82分别独立储存两种不同的胶水,不同胶水的储存罐出口可以通过三通阀分别与胶水混合管811的入口导通连接。双组分胶水储存罐82可以位于第一点胶机架8的一侧。这里需要说明的是,双组分灌胶机构81还包括有驱动胶水分流器812上下升降的第一点胶气缸83,以及驱动胶水分流器812来回摆动的第一点胶拖链84。
68.第一点胶机架8的另一侧是第二点胶机架9,单组分点胶机构91包括带有入口和出口的出胶管911(即为点胶头),出胶管911的入口导通连接有单组分胶水储存罐92,单组分胶水储存罐92可以位于第二点胶机架9的一侧。这里需要说明的是,单组分点胶机构91还包括有驱动出胶管911上下升降的第二点胶气缸93,以及驱动出胶管911来回摆动的第二点胶拖链94。
69.第二点胶机架9的另一侧设有接驳机构1,该接驳机构1的结构与上述接驳机构1的结构相同。
70.作为优选的,可以在夹取机架3、拆分机架4、过渡机架5、抽真空机架6的任意一个仅用于传送治具的传送单元02下方设置清洗机构10,用于在物料进行点胶之前的清洁,清洗机构10优选为带清洗喷头的等离子清洗机,等离子清洗机可直接为市场采购的设备,在此不做赘述。
71.图中为了更全面地展示本发明封装用自动化生产线的结构,未示意出抽真空管路6112与抽真空机613的连接结构、双组分胶水储存罐与胶水混合管的连接结构、单组分胶水储存罐与出胶管的连接结构,这些连接均采用管路连接即可。
72.另外,图中不同工位所放置的上治具、下治具、上下治具盖合后的示意图,也只是
起到示意的作用,并不代表在该工位一定要这样放置治具。
73.还需要说明的是,在装配机架7上,应当设置有传感器,用于区分传送过来的是上治具还是下治具,当检测到是下治具时,就使其传送到下一工位中,若检测到是上治具,则驱动装配机构71使其夹住上治具,并将上治具移动到双组分灌胶机构81和抽真空压合机构61之间。
74.以显示屏gob封装为例,说明本发明的工作原理:
75.操作工人站在上料机构21的一侧,用于将再将装载有盖板的下治具摆放至上料机构21的传送单元02上,下治具被输送至下一个工位后,再将装载有led显示屏的上治具摆放至上料机构21的传送单元02上,上治具和下治具共用相同的用传送单元02进行传送工作,这样能够最大程度的减少设备占用空间,同时提高输送效率;
76.上治具被输送至清洗机构10处,清洗机构10对led显示屏进行清洗;
77.清洗完毕后的上治具被输送至装配机架7,装配机架7装有传感器,当传感器检测到被传送过来的是上治具时,由装配滑移组件713驱动机械手711将装载有led显示屏的上治具移动至装配机架7上另一传送单元02的上方,并停止以等待下治具运动至对应的传送单元02;
78.当装配机架7上的传感器检测到被传送过来的是下治具时,继续通过传送单元02传送下治具,当下治具被传送到单组分点胶机构91时,出胶管911在盖板上的四周点胶形成围坝状的胶水,中间部分空白不点胶;然后将下治具传送到双组分灌胶机构81,由胶水分流器812在点胶形成的围坝状胶水圈内的空白处进行灌胶;
79.灌胶完毕后的下治具被传送到装配机架7的传送单元02上,此时,上治具刚好位于下治具的上方,装配升降组件712驱动上治具向下运动,使led显示屏与灌胶/点胶完毕后的盖板进行盖合装配;
80.装配完毕的上下治具被传送至抽真空压合机构61进行抽真空工作;
81.抽真空完毕的上下治具可以被输送到烘干设备中进行烘干工作,也可以采用自然晾干的方式对胶水进行晾干;
82.当需要对胶水进行自然晾干时,抽真空完毕的上下治具被传送至拆分机构41处,由分离组件411对装配在一起的上治具和下治具进行拆分;
83.拆分完毕的上治具和下治具被传送至夹取机构处,由夹取机构先将上治具夹取并抬升,然后下治具被传送到下料机构22处,由人工将封装完毕的显示屏和盖板整体取走,然后夹取机构放下上治具,上治具被传送到下料机构22处,并经过接驳机构1被重新传送到上料机构21,开始下一个工件的封装。
84.上述实施方式仅为本封装用自动化生产线的优选实施方式,不能以此来限定本封装用自动化生产线保护的范围,本领域的技术人员在本封装用自动化生产线的基础上所做的任何非实质性的变化及替换均属于本封装用自动化生产线所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1