钢板辊涂设备的制作方法
1.本技术涉及彩钢板印刷的领域,尤其是涉及一种钢板辊涂设备。
背景技术:
2.彩钢板又可称之为涂层钢板或彩色涂层钢板又或预涂钢板。其基本工艺为在连续机组上以冷轧带钢,(电镀锌和热镀锌)为基板,经过表面预处理(脱脂和化学处理),用辊涂的方法,涂上一层或多层液态涂料,化经过烘烤和冷却所得的板材。
3.目前钢板卷料涂覆涂装方式一般采用两辊或三辊料盘带料涂装工艺。但在生产铝粉/珠光粉类涂料产品时,料盘带料的弊端显现出来,因涂料中添加粉末状颜料密度小,且与树脂相溶能力差,在涂料处于流动性差情况下,易上升产生浮色,为避免浮色经上料辊带入,料盘内部使用漆棒、挡板进行隔离,但实际上,参照图1,因料盘01内部涂料流动性差,浮色不能有效回流,仍会由上料辊02带入,经涂色辊03涂装在环绕大钢辊04的基材上,造成浮色缺陷,如此经烘烤后会产生浮色类暗线造成不良损失。
技术实现要素:
4.为了解决钢板基材辊涂过程中的浮色缺陷问题,本技术提供一种钢板辊涂设备。
5.本技术提供一种钢板辊涂设备,采用如下的技术方案:一种钢板辊涂设备,包括:基架,水平排列的转动设置于机架并依次抵压的计量辊,提料辊以及涂布辊,还包括:蓄能箱,水平设置于计量辊的上侧,用于存储漆液,所述蓄能箱的下侧设置有出漆口,用于将漆液送至计量辊近提料辊侧,所述蓄能箱背离出漆口的一侧设置有进漆口;活动挡板,竖直可活动的设置于所述蓄能箱内,所述活动挡板将所述蓄能箱下侧分隔呈第一漆区与第二漆区,所述第一漆区对应进漆口,所述第二漆区对应出漆口;浮板,固定于活动挡板上侧,随所述漆液上升托起所述浮板,能够带动所述活动挡板上升至第一漆区与第二漆区下侧连通。
6.通过采用上述技术方案,使用时,将漆液连续的从蓄能箱的进漆口投入至蓄能箱内,由于活动挡板的格挡,漆液初期仅能够进入对应进漆口一侧的第一漆区,然后随漆液液位的升高,将托起浮板上升,从而带动活动挡板开始上升,此时第一漆区与第二漆区的下侧连通,对应第一漆区内的漆液将流至第二漆区,然后再从第二漆区下侧的出漆口流出,漆液从出漆口流出后落在计量辊上,计量辊和提料辊抵压转动时将涂料沿着计量辊轴向展平铺开,使得涂料从计量辊与提料辊两端侧轻微溢流,涂料涂覆在提料辊上,然后提料辊将涂料转移到涂布辊上,涂布辊将涂料涂装在基材表面。这一过程中,第一方面,由于活动挡板与浮板的配合设置进一步的避免了刚开始流入蓄能箱内均匀度较差的漆液流出,保证了从蓄能箱内流出的漆液质量,另一方面,从进漆口进入的漆液即使产生颜色上浮,但由于第二漆区的漆液由第一漆区的下侧流入,且出漆口同样设置于第二漆区的下侧,因此保证了第一漆区内的下部正常的漆液可以正常流出,有效的避免从蓄能箱流出漆液浮色,解决了钢板
基材辊涂过程中的浮色缺陷问题。
7.可选的,所述蓄能箱内对应第二漆区的中部竖直设置有v形的阻流板,所述阻流板的弧口朝上,所述蓄能箱对应阻流板的弧口内设置有排液口;所述阻流板对应第二漆区的底面形成过流间隙。
8.通过采用上述技术方案,当漆液流至第二漆区内过多后,第二漆区的液位也将进行升高,在此过程中,即使再次产生的浮色,也会随漆液液位升高,而由于设置的阻流板,减少第二漆区上侧尺寸,能够使浮色快速上升,而正常的漆液从阻流板下侧的过流间隙流出,防止浮色从出漆口流出,进一步的提高出漆的质量。且由于蓄能箱对应阻流板的弧口区域成型排液口,能够在当第二漆区内漆液液位过高越过阻流板上侧时,使第二漆区内浮色随上层漆液排至阻流板的弧口内并从排液口排出,以便于后续处理。
9.可选的,所述蓄能箱的底面对应过流间隙的位置凸出成型有挡坎,所述挡坎的上侧低于所述阻流板的下侧。
10.通过采用上述技术方案,设置的挡坎能够有效的对第二漆区底部的漆液进行格挡,从而使具有较高均匀的中部漆液通过挡坎与阻流板之间的区域流出,以提高漆液质量。
11.可选的,所述挡坎内固定有加热元件。
12.通过采用上述技术方案,设置的加热元件,配合送漆管的不断进漆,能够提高漆液的流动度,以使漆液能够流畅均匀的送出蓄能箱。
13.可选的,所述蓄能箱的外侧围绕蓄能箱可转动的设置有环状的过滤网带;所述进漆口与出漆口均固定有漆管,所述过滤网带水平穿过两漆管;所述蓄能箱的外侧还设置有用于驱动过滤网带转动的驱动机构。
14.通过采用上述技术方案,设置的进漆口与出漆口连接的漆管,能够使得漆液进入或排出蓄能箱,而设置的过滤网带则可以对进入蓄能箱的漆液进行第一次过滤,减少漆液中的未混合均匀的漆液,初步的减少浮色几率,排出蓄能箱的漆液进行第二次过滤,能够进一步的保证漆液的均匀,进一步的减少浮色缺陷,而当需要对过滤网带进行清洁时,通过驱动机构带动过滤网带旋转出漆管,即可使洁净的过滤网带进入漆管,继续工作,而此时对使用后的过滤网带进行清洁即可。
15.可选的,所述蓄能箱还包括:送漆管,插接于所述进漆口内;第一过滤单元,固定于所述送漆管位于所述蓄能箱的一端。
16.通过采用上述技术方案,当漆液通过送漆管送至蓄能箱内后,通过第一过滤单元能够对送漆管排出的漆液进行过滤,提高漆液均匀度,进而提高漆液质量。
17.可选的,所述第一过滤单元包括:两第一侧漏板,平行对称设置;两第二侧漏板,平行对称设置于两第一侧漏板之间,所述第一侧漏板垂直于所述第二侧漏板,且所述第二侧漏板的端部铰接于所述第一侧漏板端部,所述第二侧漏板包括两中部相互铰接的漏板;漏网,固定于所述第一侧漏板与所述第二侧漏板的围绕区域的上下两侧。
18.通过采用上述技术方案,设置的第一侧漏板与第二侧漏板以及漏板拼接形成过滤单元,一方面能够完成漆液的过滤,另一方面当需要收起过滤单元时,通过挤压两第一侧漏
板,由于两第二侧漏板的采用相互铰接的漏板成型,因此,当挤压第一侧漏板时,第一侧漏板能够同步带动两第二侧漏板的两漏板铰接部转动,从而实现第二侧漏板的折叠,将过滤单元内的漆液挤出,以便取出清洁。
19.可选的,所述进漆口尺寸与所述折叠后的第一过滤单元尺寸相同;所述蓄能箱内对应进漆口两侧分别成型有导向板;两所述导向板的下端趋向背离方向倾斜延伸至能够覆盖展开后的第一过滤单元。
20.通过采用上述技术方案,设置的进漆口尺寸与折叠后的第一过滤单元的尺寸相同,能够将第一过滤单元送至蓄能箱内,且将第一过滤单元送至蓄能箱内后,随漆液的进入,漆液的填充将会时第一过滤单元撑起,以实现漆液的过滤,而在需要清洁或更换第一过滤单元时,向上提拉送漆管,带动过滤箱从进漆口拔出时,随过滤箱的向上运动,能够使第一过滤单元沿两导向板进行挤压折叠,从而将第一过滤单元内的漆液挤出,以便于完成第一过滤单元的清洁。
21.可选的,所述第一过滤单元包括软质的滤袋;所述蓄能箱内对应进漆口的位置处围绕进漆口固定有多个弹性压板,各所述弹性压板的下端相互抵接并均趋向相互背离方向弯折;所述送漆管能够由多个弹性压板之间穿入蓄能箱内。
22.通过采用上述技术方案,将送漆管连接滤袋后,即可直接将送漆管插入蓄能箱的进漆口内,在将送漆管插入蓄能箱内时,通过送漆管能够推动弹性压板的下端趋向相互背离方向运动,从而使送漆管能够插入至蓄能箱内,且由于弹性压板的设置,在将送漆管送至蓄能箱内后,弹性压板还能够限制送漆管与蓄能箱的相对位置,即可在进漆过程中对漆液进行过滤,在使用结束后,需要清洁或更换滤袋时,将送漆管拔出时,随送漆管的拔出,各弹性压板将受其自身的弹性作用而趋向相近侧运动,从而使各弹性压板挤滤袋,从而将滤袋内的漆液挤出,以方便的取出滤袋。
23.可选的,所述蓄能箱的出漆口固定有出漆管,所述出漆管设置有第二过滤单元;所述出漆管的末端固定有沿计量辊轴线方向设置的出漆排管。
24.通过采用上述技术方案,通过采用的出漆管配合出漆排管能够有效的对漆液进行引导,从而使漆液沿计量辊的轴线方向凃于漆液辊上,从而提高计量辊与提料辊间漆液的快速均匀涂覆,以保证后续的涂布质量。
25.综上所述,本技术包括以下至少一种有益技术效果:1.使用时,将漆液连续的从蓄能箱的进漆口投入至蓄能箱内,由于活动挡板的格挡,漆液初期仅能够进入对应进漆口一侧的第一漆区,然后随漆液液位的升高,将托起浮板上升,从而带动活动挡板开始上升,此时第一漆区与第二漆区的下侧连通,对应第一漆区内的漆液将流至第二漆区,然后再从第二漆区下侧的出漆口流出,漆液从出漆口流出后落在计量辊上,计量辊和提料辊抵压转动时将涂料沿着计量辊轴向展平铺开,使得涂料从计量辊与提料辊两端侧轻微溢流,涂料涂覆在提料辊上,然后提料辊将涂料转移到涂布辊上,涂布辊将涂料涂装在基材表面。这一过程中,第一方面,由于活动挡板与浮板的配合设置进一步的避免了刚开始流入蓄能箱内均匀度较差的漆液流出,保证了从蓄能箱内流出的漆液质量,另一方面,从进漆口进入的漆液即使产生颜色上浮,但由于第二漆区的漆液由第一漆区的下侧流入,且出漆口同样设置于第二漆区的下侧,因此保证了第一漆区内的下部正常的
漆液可以正常流出,有效的避免从蓄能箱流出漆液浮色,解决了钢板基材辊涂过程中的浮色缺陷问题;2.当漆液流至第二漆区内过多后,第二漆区的液位也将进行升高,在此过程中,即使再次产生的浮色,也会随漆液液位升高,而由于设置的阻流板,减少第二漆区上侧尺寸,能够使浮色快速上升,而正常的漆液从阻流板下侧的过流间隙流出,防止浮色从出漆口流出,进一步的提高出漆的质量。且由于蓄能箱对应阻流板的弧口区域成型排液口,能够在当第二漆区内漆液液位过高越过阻流板上侧时,使第二漆区内浮色随上层漆液排至阻流板的弧口内并从排液口排出,以便于后续处理;
附图说明
图1是相关技术的三辊料盘带料涂装工艺的示意图;图2是本技术一实施例的一种钢板辊涂设备的整体结构示意图;图3是本技术一实施例的一种钢板辊涂设备的剖面结构示意图;图4是本技术一实施例的一种钢板辊涂设备的蓄能箱的剖面示意图;图5是本技术另一实施例的一种钢板辊涂设备的过滤箱结构的剖面示意图;图6是本技术另一实施例的一种钢板辊涂设备的过滤箱结构的示意图;图7是本技术另一实施例的一种钢板辊涂设备的过滤袋结构的剖面示意图;图8是本技术另一实施例的一种钢板辊涂设备的出漆管结构的剖面示意图;图9是本技术另一实施例的一种钢板辊涂设备的过滤网带的结构示意图;图10是本技术另一实施例的一种钢板辊涂设备的过滤网带的俯视示意图。
26.附图标记说明:01、料盘;02、上料辊;03、涂色辊;04、大钢辊;1、基架;11、计量辊;12、提料辊;13、涂布辊;14、托盘;2、蓄能箱;21、出漆口;22、进漆口;23、活动挡板;231、浮板;24、第一漆区;25、第二漆区;26、阻流板;261、排液口;27、挡坎;271、加热元件;3、送漆管;31、凸环;4、过滤箱;41、第一侧漏板;42、第二侧漏板;43、漏网;44、导向板;5、滤袋;51、弹性压板;6、出漆管;61、出漆排管;62、第二过滤单元;7、过滤网带;71、穿孔;8、支架;81、转动轴;82、喷淋管;83、积液槽;831、排液管;84、喷吹装置。
具体实施方式
27.以下结合附图2-10对本技术作进一步详细说明。
28.本技术实施例公开一种钢板辊涂设备。
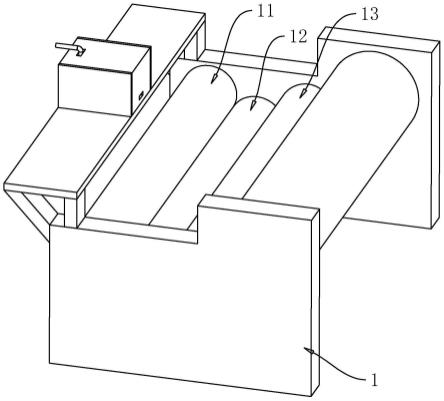
29.参照图2,一种钢板辊涂设备,包括基架1,基架1上转动连接有水平设置且相互平行的计量辊11、提料辊12以及涂布辊13,计量辊11、提料辊12以及涂布辊13依次排列且依次抵压。基架1的一侧还设置有用于驱动计量辊11、提料辊12以及涂布辊13转动的驱动件,驱动件可以采用如电机,或电机配合齿轮转动等实现。以此达到当漆液落至计量辊11上侧时,计量辊11上侧趋向提料辊12方向转动,然后漆液在计量辊11与提料辊12之间均匀摊开后,提料辊12再将漆液提送至涂布辊13上,最后通过涂布辊13的旋转将漆液涂覆于贴合涂布辊13传送的钢板基材上,实现漆液涂布。
30.参照图3,为实现对计量辊11与提料辊12之间滴落漆液的承接,基架1对应计量辊11与提料辊12下侧的位置水平设置的有托盘14,以承接漆液。
31.参照图3,为解决漆液浮色问题,基架1的上侧固定有蓄能箱2,以下进行详细描述。
32.参照图3,蓄能箱2水平的固定于基架1对应计量辊11的上侧,蓄能箱2内成型有容腔,用于存储漆液,蓄能箱2整体呈长方体状,蓄能箱2靠近计量辊11的一侧下端成型有出漆口21,且蓄能箱2背离计量辊11的一侧成型有进漆口22。漆液从进漆口22进入蓄能箱2后,通过出漆口21排出至计量辊11上方贴近提料的一侧,以便于漆液的涂覆。
33.参照图4,蓄能箱2内中部竖直滑移连接有活动挡板23,常态下,活动挡板23因此自重下落至抵接于蓄能箱2的底面,从而使活动挡板23将蓄能箱2的下侧分隔成第一漆区24与第二漆区25,第一漆区24对应蓄能箱2的进漆口22一侧,第二漆区25对应蓄能箱2的出漆口21一侧。另外的,第一漆区24的底面低于第二漆区25的底面,活动挡板23的上侧水平固定浮板231,浮板231位于第一漆区24上侧,当第一漆区24内漆液的液位上升至托起浮板231后,活动挡板23将随之同步上升,从而使第一漆区24与第二漆区25的下侧连通。
34.参照图4,如此,将漆液连续的从蓄能箱2的进漆口22投入至蓄能箱2内,由于活动挡板23的格挡,漆液初期仅能够进入对应进漆口22一侧的第一漆区24,然后随漆液液位的升高,将托起浮板231上升,从而带动活动挡板23开始上升,此时第一漆区24与第二漆区25的下侧连通,对应第一漆区24内的漆液将流至第二漆区25,再从第二漆区25下侧的出漆口21流出,漆液从出漆口21流出后落在计量辊11上。这一过程中,第一方面,由于活动挡板23与浮板231的配合设置进一步的避免了刚开始流入蓄能箱2内均匀度较差的漆液流出,保证了从蓄能箱2内流出的漆液质量。
35.参照图4,另一方面,从进漆口22进入的漆液即使产生颜色上浮,但由于第二漆区25的漆液由第一漆区24的下侧流入,且出漆口21同样设置于第二漆区25的下侧,因此保证了第一漆区24内的下部正常的漆液可以正常流出,有效的避免从蓄能箱2流出漆液浮色,又因设置的第一漆区24的底面低于第二漆区25的底面,使得漆液中的沉积物将下落于第一漆区24底面,综上,使得不存在沉积物与浮色的漆液进入第二漆区25排出,提高了漆液质量,解决了钢板基材辊涂过程中的浮色缺陷问题。
36.参照图4,为进一步的提高出漆质量,避免浮色问题,第二漆区25内沿漆液流动方向中部成型有v形的阻流板26,阻流板26的弧口朝上设置,且阻流板26的两端均固定于蓄能箱2的侧壁,阻流板26的设置再次将第二漆区25沿漆液的流动方向分隔呈两部分,阻流板26的下侧与蓄能箱2的底面之间形成过流间隙,以便于蓄能箱2内漆液的流出。蓄能箱2对应阻流板26的弧口区域还成型有排液口261,排液口261可以外接储液箱。
37.参照图4,当漆液流至第二漆区25内过多后,第二漆区25的液位也将进行升高,在此过程中,即使再次产生的浮色,浮色也会随漆液液位升高,而由于设置的阻流板26,减少第二漆区25上侧尺寸,能够使浮色快速上升,当浮色漆液上升至越过阻流板26上侧时,漆液将落至阻流板26的弧口区域内,再从排液口261排出并送至外接的储液箱内以便于后续处理。而正常的漆液从阻流板26下侧的过流间隙流出,进一步的防止浮色从出漆口21流出,进一步的提高出漆的质量。
38.参照图4,进一步的,蓄能箱2的底面对应过流间隙的位置还可以凸出成型有挡坎27,挡坎27沿阻流板26的长度方向设置,挡坎27截面可以为矩形,也可以半圆形或三角形,挡坎27的上侧低于所述阻流板26的下侧。挡坎27内还填充有加热元件271,加热元件271可以采用电热棒,或填充加热循环水管。
39.参照图4,如此,设置的挡坎27能够有效的对第二漆区25内沉积于第二地漆区底部的漆液进行格挡,从而使具有较高均匀的中部漆液通过挡坎27与阻流板26之间的区域流出,以提高漆液质量,且设置的加热单元,配合送漆管3的不断进漆,能够提高漆液的流动度,以使漆液能够流畅均匀的送出蓄能箱2,减少漆液产生浮色的概率。
40.为提高进入蓄能箱2内漆液的洁净度,在本技术的另一实施例还可以进一步的作如下设置:参照图5和图6,蓄能箱2的进漆口22设置于蓄能箱2的上侧,进漆口22插接有送漆管3,送漆管3的位于蓄能箱2外的一端用于连接外界的漆液管,用于将漆液通过送漆管3连续的送至蓄能箱2内,送漆管3延伸至蓄能箱2内的一端固定有第一过滤单元,用于将从送漆管3送入蓄能箱2内的漆液进行过滤,以提高漆液的洁净度,均匀度。
41.参照图5和图6,第一过滤单元可以采用过滤箱4,其具体包括:两第一侧漏板41,两第二侧漏板42以及两漏网43,两第一侧漏板41相互平行对称的设置,其表面均匀开设有若干的过滤孔,两第二侧漏板42同向相互平行对称的设置,其表面同样开舍有若干的过滤孔,两第二测漏板垂直于两第一侧漏板41,并位于两第一侧漏板41的端部,具体的,两第二侧漏板42的端部均铰接于两第一侧漏板41的端部,从而使两第一侧漏板41与两第二侧漏板42间隔设置的围绕呈框状结构,其中,第二侧漏板42与第一侧漏板41不同之处在于,第二侧漏板42包括两漏板,两漏板的背离侧分别铰接于两第二侧漏板42,且两漏板的相近侧相互铰接,为限制两漏板仅能趋向过滤箱4中心方向折叠,两漏板的铰接方向可以通过铰接件如合页的限制使两漏板仅能趋向过滤箱4方向单向转动。两漏网43则固定于两第一侧漏板41与两第二侧漏板42围绕的区域上侧即下侧,从而形成箱体式结构,送漆管3则固定于两漏网43中的任意一个,为方便拆卸安装,送漆管3与漏网43之间可以通过固定螺纹接头的方式实现连接。
42.参照图5和图6,如此,设置的第一侧漏板41与第二侧漏板42以及漏板拼接形成过滤单元,一方面能够完成漆液的过滤,另一方面当需要收起过滤单元时,通过挤压两第一侧漏板41,由于两第二侧漏板42的采用相互铰接的漏板成型,因此,当挤压第一侧漏板41时,第一侧漏板41能够同步带动两第二侧漏板42的两漏板铰接部转动,从而实现第二侧漏板42的折叠,将过滤单元内的漆液挤出,以便取出清洁。
43.参照图5和图6,进一步的,为实现在将过滤箱4从出漆口21取出时,能够对过滤箱4内的漆液进行自动的挤压,还可以进行如下的设置:参照图5和图6,进漆口22位于蓄能箱2的水平上侧,且进漆口22的尺寸与折叠后的过滤箱4尺寸相同,蓄能箱2的内侧上表面对应进漆口22的两长度方向两侧(即过滤箱4两第一侧漏板41的位置)分别固定有导向板44,两导向板44的下端均趋向相互远离方向延伸,直至两导向板44下侧能够覆盖展开后的过滤箱4(即两导向板44下侧之间的距离为过滤箱4第二侧漏板42展开后的长度)。
44.参照图5和图6,如此,设置的进漆口22尺寸与折叠后的过滤箱4的尺寸相同,能够将过滤箱4送至蓄能箱2内,且将过滤箱4送至蓄能箱2内后,随漆液的进入,漆液的填充将会使过滤箱4撑起,以实现漆液的过滤,而在需要清洁或更换第一过滤单元时,向上提拉送漆管3,送漆管3通过漏网43拖动第一侧漏板41与第二侧漏板42提拉,提拉过程中,随两导向板44的设置,能够使两第一侧漏板41沿两导向板44向内挤压折叠,从而将第二侧漏的两漏板
中部同步向内折叠,从而将过滤箱4内的漆液挤出,以使随送漆管3拔出的过滤箱4减少漆液的残留,便于完成过滤箱4的清洁。
45.参照图7,此外的,第一过滤单元还可以直接采用软质的滤袋5结构,相较于过滤箱4,其重量轻,清洁方便,以下具体详细描述:参照图7,滤袋5可以采用滤孔布袋,其滤孔的孔径根据实用的不同需求而进行选择,滤袋5与送漆管3之间可以通过固定螺纹接头的方式实现连接。如此,进漆口22的口径可以开设为送漆管3的尺寸,无需过大,而滤袋5通过送漆管3同步插入蓄能箱2内后,随漆液的进入,滤袋5将撑起,并使过滤后的漆液从滤袋5中排出,当清洁更换时,也仅需将送漆管3抽出带动滤袋5拔出进漆口22,然后挤出滤袋5内残留漆液再拆卸滤袋5清洁或更换即可。
46.参照图7,由于,滤袋5为软质结构,因此,当送漆管3插入至蓄能箱2内,落至蓄能箱2底面时,滤袋5容易挤压堆积在蓄能箱2的底面,影响其使用,因此,一方面为了实现滤袋5在蓄能箱2内位置的限定,另一方面为了便于滤袋5取出时挤出其内部漆液便于清洁,可以进一步的采用以下设置:参照图7,蓄能箱2内表面上侧对应进漆口22的位置处围绕进漆口22固定有多个弹性压板51,各弹性压板51的下端均趋向相互靠近方向倾斜至相互抵接然后再趋向相互背离方向弯折,从而使各弹性压板51成型为弧口朝向背离进漆口22方向设置的弧形或v形。
47.参照图7,如此,将送漆管3连接滤袋5后,即可直接将送漆管3插入蓄能箱2的进漆口22内,在将送漆管3插入蓄能箱2内时,通过送漆管3能够推动弹性压板51的下端趋向相互背离方向运动,从而使送漆管3能够插入至蓄能箱2内,且由于弹性压板51的设置,在将送漆管3送至蓄能箱2内后,弹性压板51还能够限制送漆管3与蓄能箱2的相对位置,避免送漆管3垂落于蓄能箱2底面,即可保证滤袋5在进漆过程中对漆液进行过滤,在使用结束后,需要清洁或更换滤袋5时,将送漆管3拔出时,随送漆管3的拔出,各弹性压板51将受其自身的弹性作用而趋向相近侧运动,从而使各弹性压板51挤滤袋5,从而将滤袋5内的漆液挤出,以方便的取出滤袋5。
48.参照图7,为进一步的提高插入蓄能箱2内送漆管3的位置限定,还可以在送漆管3插入蓄能箱2的一端成型若干凸环31,以此能够在送漆管3插入蓄能箱2后,使各弹性压板51抵接于送漆管3的相邻凸环31形成的凹槽内,进而进一步的限制送漆管3的位置,保证送漆管3不会垂落于蓄能箱2底面。
49.参照图7,为保证蓄能箱2排出的漆液均匀的涂覆于计量辊11,在本技术的另一实施例中,还可以进一步的进行如下设置:参照图8,蓄能箱2的出漆口21固定有出漆管6,出漆管6的末端固定有出漆排管61,出漆排管61位于计量辊11上方靠近提料辊12的一侧,出漆排管61沿计量辊11轴线方向设置,且出漆排管61的长度与计量辊11的长度相同,出漆排管61的下侧沿其长度方向成型有多个漏孔,为提高出液质量,出漆管6内还可以设置第二过滤单元62,如在出漆管6的中部上侧开设插槽,插槽内竖直插接滤框,在滤框内固定滤板,以达到在出漆过程中对漆液中杂质过滤。
50.参照图8,如此,采用的出漆管6配合出漆排管61能够有效的对漆液进行引导,从而使漆液沿计量辊11的轴线方向凃于漆液辊上,从而提高计量辊11与提料辊12间漆液的快速均匀涂覆,以保证后续的涂布质量。
51.此外的,在本技术的另一实施例中,还给出了另外一种采用过滤网带7替换第一过滤单元与第二过滤单元62的方案,以下进一步的详细描述:参照图9和图10,蓄能箱2的进漆口22设置于蓄能箱2背离进漆口22的一竖直侧壁,蓄能箱2的进漆口22与出漆口21均水平固定有漆管,蓄能箱2进漆口22固定的漆管为送漆管3,蓄能箱2的出漆口21固定的漆管则为出漆管6,可以用于漆液进入或排出蓄能箱2。
52.参照图9和图10,蓄能箱2的外侧套设有轴线竖直设置的环状的过滤网带7,两漆管的中部均开设有水平设置的穿孔71,过滤网带7的两端均穿过漆管的穿孔71,环绕且可转动的设置于蓄能箱2外侧,蓄能箱2还设置有驱动机构,用于驱动过滤网带7转动。
53.参照图9和图10,如此,设置的进漆口22与出漆口21连接的漆管,能够使得漆液进入或排出蓄能箱2,而设置的过滤网带7则可以对进入蓄能箱2的漆液进行第一次过滤,减少漆液中的未混合均匀的漆液,初步的减少浮色几率,排出蓄能箱2的漆液进行第二次过滤,能够进一步的保证漆液的均匀,进一步的减少浮色缺陷,而当需要对过滤网带7进行清洁时,通过驱动机构带动过滤网带7旋转出漆管6,即可使洁净的过滤网带7进入漆管,继续工作,而此时对使用后的过滤网带7进行清洁即可。
54.参照图9和图10,驱动机构具体包括固定于蓄能箱2两侧的支架8,支架8上转动连接有竖直设置的转动轴81,过滤网带7套设于转动轴81上,随转动轴81转动能够带动过滤网带7转动,一支架8上还固定有用于驱动转动轴81转动的电机。
55.参照图9和图10,当需要清洁漆管内的过滤网带7时,通过电机带动转动轴81转动,即可带动漆管内的过滤网带7部分转动至脱离漆管内进行清洁,而使干净的过滤网带7随转动送至漆管内。
56.参照图9和图10,进一步的,为便于过滤网带7的清洁,支架8对应漆管的穿孔71出带一侧设置有喷淋管82,用于对过滤网带7进行清洁,支架8对应喷淋管82区域的下侧设置有积液槽83与排液管831,用于将喷淋滴落的漆液收集排出,支架8对应漆管的进料一侧设置有喷吹装置84,如烘干机,吹风机。一方面用于消除过滤网带7上沾染的灰尘,另一方面可以消除过滤网带7水分,以保证进入漆管内过滤网带7部分的洁净,从而保证漆液的过滤质量。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明实施例要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1