一种人造金刚石合成系统及人造金刚石合成方法与流程
1.本发明涉及人造金刚石技术领域,尤其涉及一种人造金刚石合成系统及人造金刚石合成方法。
背景技术:
2.金刚石是碳的具有最佳特性的同素异形体之一。它具有独一无二的材料特性组合,包括最高的已知的硬度、良好的导热性、高化学惰性、良好的生物相容性和广泛的光传输范围。由于其具有极高的硬度,金刚石被广泛用于工具作为切割和耐磨材料。金刚石在石油和其他行业中也被用作抗侵蚀剂,在光学和电子行业中被用作抛光材料,并且已被推荐在真空摩擦学中用作润滑剂。人造金刚石的加工过程,是用人工方法使非金刚石结构的碳转变为金刚石结构的碳,经过了常年的研究,人造金刚石在工业生产和生活中已经大量使用,但是在现有技术中,人工合成金刚石工艺依然存在以下问题:
3.1、在人造金刚石合成时,一般会使用六面体压机对人造金刚石合成块进行合成处理,而在加工前,需要将人造金刚石合成块放入到六面体压机内部,这个工作一般需要人工放置来完成;但是,近年来主体六面顶压机从之前的φ500mm、φ550mm缸径,到现在大规模生产用的φ650mm缸径,再到新一批的φ800-850mm缸径超大型压机,合成出金刚石的单位产量和质量也在不断提高,因此说明了六面顶压机大型化是金刚石行业发展的必然趋势。但是随着六面顶压机持续大型化,尤其是≥φ800mm缸径,装块操作窗口与合成腔的距离远达160cm以上,操作员将金刚石合成块放入合成腔内时,手臂不够长已经明显感觉操作困难,身高至少达到180cm才能勉强完成装取块操作,给φ800mm缸径压机的推广带来了困难;
4.2、在人造金刚石合成时,由于人造金刚石需在高温高压的环境内进行合成,使得在合成结束后,六面体压机内部温度较高,而合成后取出人造金刚石合成块的工作一般由人工取出,使得工人在取出合成块时会有极高的烫伤危险;
5.3、在人造金刚石合成时,由于人造金刚石合成块合成金刚石时需要受到高压挤压,在挤压时如果人造金刚石合成块表面有杂质而不平整,会使人造金刚石合成块受力不均匀,进而影响金刚石的合成质量。
技术实现要素:
6.本发明的目的在于提供一种人造金刚石合成系统,能够高效实现人造金刚石的合成。
7.为实现上述目的,本发明提供如下技术方案:一种人造金刚石合成系统,包括底板,所述底板上设有设有六面体压机,所述底板上在六面体压机的右侧设有上料组件,所述上料组件的上端设有清理组件,所述清理组件用于对人造金刚石合成块的六个面进行清洁,所述底板上设有抓取组件,所述抓取组件用于将清洁后的人造金刚石合成块抓取放入六面体压机中,所述六面体压机用于对人造金刚石合成块进行高温高压合成。
8.进一步,所述上料组件包括上料筒,所述上料筒的侧壁设有加热组件,所述上料筒
的横截面呈正方形,所述上料筒内沿竖直方向滑动连接有移动板,所述上料筒的底部设有用于迫使移动板向上运动的第一弹簧,所述上料筒的上端右侧设有水平台面,所述上料筒的上端设有前侧板和后侧板,所述前侧板和后侧板的上端可拆装地设有盖板;所述上料筒内每放入或取出一个人造金刚石合成块时,所述移动板沿竖直方向移动的距离与一个人造金刚石合成块的高度相同;所述盖板的上端固定设有第一电动推杆,所述第一电动推杆的伸缩端向左且固定设有推板,在第一电动推杆收缩时,所述推板将人造金刚石合成块向右推送至水平台面上。
9.进一步,所述清理组件包括上清洁辊、下清洁辊、前清洁辊、后清洁辊,所述盖板的右端设有向上延伸的右凸板,所述右凸板的右侧设有上轴杆,所述上轴杆上设有上连杆,所述上清洁辊转动连接在上连杆的端部且沿前后方向设置,所述上轴杆上固定设有用于迫使上连杆带动上清洁辊下压的上扭簧;在人造金刚石合成块向右运动时,所述上清洁辊对人造金刚石合成块的上表面进行清洁;
10.所述水平台面的右端设有下支架,所述下支架上设有下轴杆,所述下轴杆上设有下连杆,所述下清洁辊转动连接在下连杆的端部且沿前后方向设置,所述下轴杆上固定设有用于迫使下连杆带动下清洁辊上压的下扭簧;在人造金刚石合成块向右运动时,所述下清洁辊对人造金刚石合成块的下表面进行清洁;
11.所述前侧板的前侧设有前轴杆,所述前轴杆上设有前连杆,所述前清洁辊转动连接在前连杆的端部且沿竖直方向设置,所述前轴杆上固定设有用于迫使前连杆带动前清洁辊后压的前扭簧;在人造金刚石合成块向右运动时,所述前清洁辊对人造金刚石合成块的前侧的两个侧面进行清洁;
12.所述后侧板的后侧设有后轴杆,所述后轴杆上设有后连杆,所述后清洁辊转动连接在后连杆的端部且沿竖直方向设置,所述后轴杆上固定设有用于迫使后连杆带动后清洁辊前压的后扭簧;在人造金刚石合成块向右运动时,所述后清洁辊对人造金刚石合成块的后侧的两个侧面进行清洁。
13.进一步,所述抓取组件包括竖直滑块,所述竖直滑块沿左右方向滑动连接在底板上,所述底板上设有用于驱动竖直滑块沿左右方向运动的驱动组件,所述竖直滑块内固定设有第二电动推杆,所述第二电动推杆沿竖直方向设置且伸缩端朝上,所述第二电动推杆的伸缩端固定设有向左延伸的第一横板,所述第一横板的左端设有向下延伸的连接板,所述连接板上设有夹爪组件。
14.进一步,所述驱动组件包括第一丝杆,所述底板的右端设有凸块,所述第一丝杆转动连接在上料筒和凸块之间且沿左右方向设置,所述凸块的右侧固定设有用于驱动第一丝杆转动的第一电机,所述第一丝杆与竖直滑块螺纹连接,所述第一丝杆转动时驱动竖直滑块沿左右方向运动。
15.进一步,所述夹爪组件包括第三电动推杆,所述第三电动推杆的伸缩端与连接板的右侧固定连接,所述第三电动推杆上固定设有联动板,所述联动板上固定设有四个向左伸入连接板内的齿条,所述连接板内在每个齿条处均转动连接有与齿条啮合的齿轮,所述齿条沿左右方向运动时驱动齿轮转动,每个齿轮上均设有向左延伸的夹杆,每个夹杆的端部均设有夹块,所述夹块用于夹持在人造金刚石合成块的顶角处,在齿条向左运动时,齿轮通过夹杆带动夹块张开,在齿条向右运动时,齿轮通过夹杆带动夹块靠拢。
16.进一步,所述六面体压机包括设置机体,以及设置在机体内的六个液压缸,在人造金刚石合成块放入机体内时,六个液压缸正对人造金刚石合成块的六个面。
17.本发明还公开一种用上述人造金刚石合成系统合成人造金刚石的方法,包括以下步骤:
18.s1、将人造金刚石合成块放入上料组件内,控制上料组件对人造金刚石合成块进行加热烘干;
19.s2、控制抓取组件将人造金刚石合成块取出,并由清洁组件对人造金刚石合成块的六个面清洁;
20.s3、控制抓取组件将人造金刚石合成块放入六面体压机内;
21.s4、通过六面体压机对人造金刚石合成块进行高温高压合成;
22.s5、在完成人造金刚石的制备后,控制六面体压机松开人造金刚石合成块,并控制抓取组件将人造金刚石合成块带出六面体压机;
23.s6、在人造金刚石合成块取出后,控制抓取组件松开人造金刚石合成块,通过工人将人造金刚石合成块取下。
24.有益效果
25.与现有技术相比,本发明的技术方案具有以下优点:
26.1、本发明通过设置抓取组件,使得通过抓取组件可将人造金刚时合成块进行夹取并放入六面体压机内部,进而完成人造金刚石合成块的放置,避免人工放置带来的不便,实现了自动化控制,提高效率节省人力;
27.2、本发明通过设置抓取组件,使得抓取组件在夹取人造金刚石合成块时,会夹取人造金刚石合成块的四个对角,这样在将合成块送入六面体压机进行合成加工时,由于六面体压机的六个缸体顶在合成块上时,合成块的四个对角露出,使得在合成过程中夹具无需松开,不会耽误合成进程,而在合成结束之后,便可通过夹具机构将合成块取出,避免人工取出,不仅节省人力,而且降低了工人的工作风险;
28.3、本发明通过在上料筒的上端设置清洁组件,并且通过抓取组件的配合,使得在抓取组件夹取人造金刚石合成块时,通过和清洁组件的配合,可对合成块各个表面进行清理,避免表面附着杂质,保证金刚石的合成质量。
附图说明
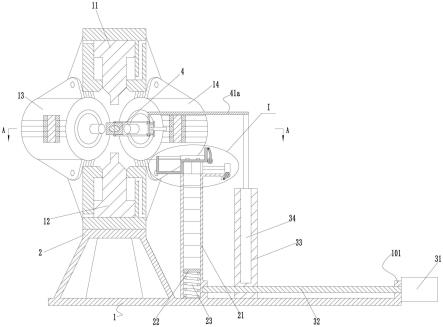
29.图1为本发明的剖视图;
30.图2为本发明图1中a-a方向剖视图;
31.图3为本发明图1中i处放大图
32.图4为本发明图3中b-b方向剖视图;
33.图5为本发明抓取组件夹取人造金刚石合成块时图3中b-b方向的剖视图;
34.图6为本发明抓取组件夹取人造金刚石合成块时的剖视图;
35.图7为本发明图6中c-c方向剖视图;
36.图8为本发明图6中d-d方向剖视图。
具体实施方式
37.请参阅图1-8所示,一种人造金刚石合成系统,包括底板1,所述底板1上设有设有六面体压机2,所述六面体压机2包括设置机体2a,以及设置在机体2a内的六个液压缸11,12,13,14,15,16,在人造金刚石合成块放入机体2a内时,六个液压缸11,12,13,14,15,16正对人造金刚石合成块的六个面;所述底板1上在六面体压机2的右侧设有上料组件,所述上料组件的上端设有清理组件,所述清理组件用于对人造金刚石合成块的六个面进行清洁,所述底板1上设有抓取组件,所述抓取组件用于将清洁后的人造金刚石合成块抓取放入六面体压机2中,所述六面体压机2用于对人造金刚石合成块进行高温高压合成。
38.所述上料组件包括上料筒21,所述上料筒21的侧壁设有加热组件,所述上料筒21的横截面呈正方形,所述上料筒21内沿竖直方向滑动连接有移动板22,所述上料筒21的底部设有用于迫使移动板22向上运动的第一弹簧23,所述上料筒21的上端右侧设有水平台面211,所述上料筒21的上端设有前侧板2a和后侧板2b,所述前侧板2a和后侧板2b的上端可拆装地设有盖板24;所述上料筒21内每放入或取出一个人造金刚石合成块6时,所述移动板22沿竖直方向移动的距离与一个人造金刚石合成块6的高度相同;所述盖板24的上端固定设有第一电动推杆52,所述第一电动推杆52的伸缩端向左且固定设有推板51,在第一电动推杆52收缩时,所述推板51将人造金刚石合成块6向右推送至水平台面211上。
39.本实施例中,通过移动板22挤压第一弹簧23向下移动,由于第一弹簧23所产生的弹力f=k*x,其中,k为弹力系数,x为位移量;同时弹力f还等于人造金刚石合成块6的总质量n*m*g,其中,n为人造金刚石合成块6的数量,m为人造金刚石合成块6的单个质量,g为重力系数;因此得知:k*x=n*m*g,当设置k=m*g/h时,其中,h为人造金刚石合成块6的高度,使得x=n*h,进而使得上料筒21内每放入或取出一个人造金刚石合成块6时,所述移动板22沿竖直方向移动的距离与一个人造金刚石合成块6的高度相同。
40.所述清理组件包括上清洁辊712、下清洁辊742、前清洁辊732、后清洁辊722,所述盖板24的右端设有向上延伸的右凸板24a,所述右凸板24a的右侧设有上轴杆7a,所述上轴杆7a上设有上连杆711,所述上清洁辊712转动连接在上连杆711的端部且沿前后方向设置,所述上轴杆7a上固定设有用于迫使上连杆711带动上清洁辊712下压的上扭簧713;在人造金刚石合成块6向右运动时,所述上清洁辊712对人造金刚石合成块6的上表面进行清洁;所述水平台面211的右端设有下支架,所述下支架上设有下轴杆7b,所述下轴杆7b上设有下连杆741,所述下清洁辊742转动连接在下连杆741的端部且沿前后方向设置,所述下轴杆7b上固定设有用于迫使下连杆741带动下清洁辊742上压的下扭簧743;在人造金刚石合成块6向右运动时,所述下清洁辊742对人造金刚石合成块6的下表面进行清洁;所述前侧板2a的前侧设有前轴杆7c,所述前轴杆7c上设有前连杆731,所述前清洁辊732转动连接在前连杆731的端部且沿竖直方向设置,所述前轴杆7c上固定设有用于迫使前连杆731带动前清洁辊732后压的前扭簧733;在人造金刚石合成块6向右运动时,所述前清洁辊732对人造金刚石合成块6的前侧的两个侧面进行清洁;所述后侧板2b的后侧设有后轴杆7d,所述后轴杆7d上设有后连杆721,所述后清洁辊722转动连接在后连杆721的端部且沿竖直方向设置,所述后轴杆7d上固定设有用于迫使后连杆721带动后清洁辊722前压的后扭簧723;在人造金刚石合成块6向右运动时,所述后清洁辊722对人造金刚石合成块6的后侧的两个侧面进行清洁。
41.所述抓取组件包括竖直滑块33,所述竖直滑块33沿左右方向滑动连接在底板1上,
所述底板1上设有用于驱动竖直滑块33沿左右方向运动的驱动组件,所述竖直滑块33内固定设有第二电动推杆34,所述第二电动推杆34沿竖直方向设置且伸缩端朝上,所述第二电动推杆34的伸缩端固定设有向左延伸的第一横板41a,所述第一横板41a的左端设有向下延伸的连接板41,所述连接板41上设有夹爪组件。所述驱动组件包括第一丝杆32,所述底板1的右端设有凸块101,所述第一丝杆32转动连接在上料筒21和凸块101之间且沿左右方向设置,所述凸块101的右侧固定设有用于驱动第一丝杆32转动的第一电机31,所述第一丝杆32与竖直滑块33螺纹连接,所述第一丝杆32转动时驱动竖直滑块33沿左右方向运动。所述夹爪组件包括第三电动推杆44,所述第三电动推杆44的伸缩端与连接板41的右侧固定连接,所述第三电动推杆44上固定设有联动板43,所述联动板43上固定设有四个向左伸入连接板41内的齿条431,所述连接板41内在每个齿条431处均转动连接有与齿条431啮合的齿轮422,所述齿条431沿左右方向运动时驱动齿轮422转动,每个齿轮422上均设有向左延伸的夹杆421,每个夹杆421的端部均设有夹块423,所述夹块423用于夹持在人造金刚石合成块6的顶角处,在齿条431向左运动时,齿轮422通过夹杆421带动夹块423张开,在齿条431向右运动时,齿轮422通过夹杆421带动夹块423靠拢。
42.本实施例还公开一种用上述人造金刚石合成系统合成人造金刚石的方法,包括以下步骤:
43.s1、将人造金刚石合成块6放入上料组件内,控制上料组件对人造金刚石合成块6进行加热烘干;
44.s2、控制抓取组件将人造金刚石合成块6取出,并由清洁组件对人造金刚石合成块6的六个面清洁;
45.s3、控制抓取组件将人造金刚石合成块6放入六面体压机2内;
46.s4、通过六面体压机2对人造金刚石合成块6进行高温高压合成;
47.s5、在完成人造金刚石的制备后,控制六面体压机2松开人造金刚石合成块6,并控制抓取组件将人造金刚石合成块6带出六面体压机2;
48.s6、在人造金刚石合成块6取出后,控制抓取组件松开人造金刚石合成块6,通过工人将人造金刚石合成块6取下。
49.本实施例的上述s1中,在将人造金刚石合成块6放入上料筒21内时,先将盖板24打开,将人造金刚石合成块6放入上料筒21内,并且上料筒21内的加热组件可对人造金刚石合成块6进行加热烘干,通过移动板22挤压第一弹簧23向下移动,当人造金刚石合成块6放置完成后,将盖板24固定连接在上料筒21上完成上料。
50.本实施例的上述s2中,人造金刚石合成块6清理时,控制第一电动推杆52收缩,带动推板51向右移动,将位于前侧板2a和后侧板2b之间的人造金刚石合成块6向右推动,当人造金刚石合成块6移动至水平台面211上时,通过上扭簧713作用,带动上连杆711推动上清洁辊712将人造金刚石合成块6上表面进行清理,直到人造金刚石合成块6与前清洁辊732、后清洁辊722触碰后,第一电动推杆52伸出,带动推板51复位,第一弹簧23推送人造金刚石合成块6上升一块人造金刚石合成块6的高度,启动第一电机31带动第一丝杆32转动,由于竖直滑块33和第一丝杆32螺纹连接,进而可控制竖直滑块33沿第一丝杆32移动,同时通过第二电动推杆34的伸缩,可带动第一横板41a移动至水平台面211上的人造金刚石合成块6所在位置,控制夹爪组件工作,通过第三电动推杆44的伸缩,可带动联动板43移动,进而带
动齿条431移动,由于齿条431和齿轮422啮合,进而可通过夹杆421带动夹块423开合,进而可使夹块423将人造金刚石合成块6的对角线四角进行夹紧,在夹紧后,启动第一电机31带动竖直滑块33向右移动,进而带动人造金刚石合成块6向右移动,通过前扭簧733、后扭簧723的作用,通过前连杆731和后连杆721分别带动前清洁辊732、后清洁辊722对人造金刚石合成块6的四个侧面进行清理,同时在下扭簧743的作用下,通过下连杆741带动下清洁辊742对人造金刚石合成块6的底面进行清理,完成人造金刚石合成块6的夹取和清理。
51.本实施例的上述s3中,在将人造金刚石合成块6的放入时,控制六面体压机2的六个液压缸11、12、13、14、15、16完全收缩,启动第一电机31带动竖直滑块33沿第一丝杆32移动,同时控制第二电动推杆34伸缩,进而带动人造金刚石合成块6移动至六面体压机2的内部,且使得人造金刚石合成块6移动至六面体压机2的中心位置,启动六面体压机2的六个液压缸同时前进,进而使得六个液压缸同时与人造金刚石合成块6的六个表面接触,进而完成放置,并且此时夹块423不松开,液压缸14,16的伸出杆从夹杆421之间穿过顶在人造金刚石合成块6表面上,完成人造金刚石合成块6的放入。
52.本实施例的上述s5中,在将人造金刚石合成块6的取出时,控制六面体压机2的六个液压缸11,12,13,14,15,16完全收缩,通过第一电机31和第二电动推杆34的配合,带动夹爪组件移动至六面体压机2外侧,由于夹爪组件一直夹紧人造金刚石合成块6,则连通人造金刚石合成块6一起带出六面体压机2,完成取出。
53.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1