一种铝液生产配比系统及其方法与流程
1.本发明涉及铝液生产设备技术领域,尤其涉及一种铝液生产配比系统及其方法。
背景技术:
2.目前,金属铝的产量及用量仅次于钢铁,铝在生产过程中会在原料中添加多种物质,可以形成不同的合金,并且相同的物质占比不同铝制品的特性也会不同,在对铝液进行熔炼时,由于原料直接掺杂在一起,导致铝液成分质地不均匀,增添后续工作量。
3.现有技术中,通过将需要的原料通过称重后,倒入至搅拌机中,进行均匀搅拌后,再放入至熔炼炉之中进行熔炉成为铝液。
4.但是现有技术中,通过人工对原料进行承重后,再运送至搅拌机,通过搅拌均匀后运送至熔炉,导致加工效率低下,并且增添了员工的工作内容。
技术实现要素:
5.本发明的目的在于提供一种铝液生产配比系统及其方法,旨在解决现有技术中的通过人工对原料进行承重后,再运送至搅拌机,通过搅拌均匀后运送至熔炉,导致加工效率低下,并且增添了员工的工作内容的技术问题。
6.为实现上述目的,本发明采用的一种铝液生产配比系统,包括旋转基座和配料机构,所述配料机构包括料斗、进料管、料仓、筒墙和电子皮带秤,所述旋转基座设置于所述筒墙的内部,所述料仓与所述旋转基座固定连接,并位于所述旋转基座的上方,所述进料管与所述料仓连通,并位于所述料仓的上方,所述料斗与所述进料管连通,并位于所述进料管远离所述料仓的一端,所述电子皮带秤的数量为多个,每个所述电子皮带秤分别设置于所述筒墙的上方。
7.其中,所述配料机构还包括出料管和蝶阀,所述出料管与所述料仓连通,并位于所述料仓的外表壁,所述蝶阀与与所述出料管连通,并位于所述出料管的一端。
8.其中,所述配料机构还包括斜柱块,所述斜柱块与所述料仓固定连接,并位于所述料仓的内部。
9.其中,所述配料机构还包括第一驱动电机、转板、第一搅拌片和第二搅拌片,所述第一驱动电机设置于所述斜柱块的内部,且所述第一驱动电机的输出端贯穿所述斜柱块并与所述转板固定连接,所述第一搅拌片与所述第二搅拌片的数量为多块,每块所述第一搅拌片和所述第二搅拌片分别设置于所述转板的外表壁,且所述第一搅拌片与所述第二搅拌片间隔交错设置。
10.其中,所述铝液生产配比系统还包括上料机构,所述上料机构的数量为多个,每个所述上料机构分别设置于对应的所述电子皮带秤的一端。
11.其中,每个所述上料机构包括绞龙、第二驱动电机、放置仓和导料筒,所述放置仓设置于所述电子皮带秤的一侧,所述导料筒与所述放置仓连通,并位于所述放置仓的一侧,且所述导料筒具有进口和出口,所述进口和所述出口分别设置于所述导料筒的外表壁,所
述绞龙的两端分别与所述导料筒转动连接,并位于所述导料筒的内部,所述第二驱动电机设置于所述导料筒的一端,且所述第二驱动电机的输出端贯穿所述导料筒并与所述绞龙固定连接。
12.其中,每个所述上料机构还包括安装基架,所述安装基架与所述放置仓固定连接,并位于所述放置仓的下方。
13.本发明还提供一种铝液生产配比方法,用于上述所述的一种铝液生产配比系统的使用,包括如下步骤:
14.按客户需求列出铝液所需要的原料重量和比重;
15.将所需要的原料及其重量输入至对应的所述电子皮带称之中;
16.在重量确定后,启动所述铝液生产配比系统;
17.所述旋转基座驱动所述料斗在对应的所述电子皮带秤下进行转动,将指定的原料收装在所述料仓之中,在旋转一圈后,进行翻转复位,以保证每次起点与终点一致;
18.在将所需要的全部原料添加完毕后,通过所述第一搅拌板和所述第二搅拌板对原料进行搅拌混合;
19.将原料混合完毕后,打开所述蝶阀使得原料由所述出料管导出,通过传输机构将混合均匀的原料传输至熔炼炉之中进行熔炼铝液。
20.本发明的一种铝液生产配比系统及其方法,通过将各原料所需要的质量,提前通过控制终端输入至对应的所述电子皮带秤之中,由所述电子皮带秤进行定量输送,由所述旋转基座带动所述料仓进行旋转,进而将所述料斗旋转至对应的所述电子皮带秤的下方,使得原料由所述电子皮带秤落下,并由所述料斗进入至所述进料管之中,再通过所述进料管进入至所述料仓之中,在将所述料仓旋转至360
°
并将所需的原料全部收装完毕后,由所述旋转基座驱动所述料仓进行复位,使得所述料仓每次进行配料时起点均一致,可以固定配料顺序,并且防止对应部件的导线发生打结,以上结构的设置,通过控制终端集中将所需要的原料的质量输入至对应的所述皮带秤之中,依次对原料进行收装,可以快速进行配料,并且只需要一人操作即可,减少了人员的浪费,同时使得员工的工作内容更加简易。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1是本发明的第一实施例的结构示意图。
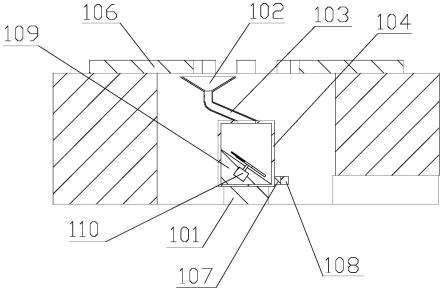
23.图2是本发明的第一实施例的内部结构剖视图。
24.图3是本发明的转板的结构示意图。
25.图4是本发明的第二实施例的结构示意图。
26.图5是本发明的放置仓的内部结构剖视图。
27.图6是本发明的第三实施例的结构示意图。
28.图7是本发明的料槽的内部结构示意图。
29.图8是本发明的一种铝液生产配比方法的步骤流程图。
30.101-旋转基座、102-料斗、103-进料管、104-料仓、105-筒墙、106-电子皮带秤、107-出料管、108-蝶阀、109-斜柱块、110-第一驱动电机、111-转板、112-第一搅拌片、113-第二搅拌片、201-绞龙、202-第二驱动电机、203-放置仓、204-导料筒、205-进口、206-出口、207-安装基架、301-支架、302-料槽、303-卡块、304-调节板、305-侧板、306-丝杆、307-螺母。
具体实施方式
31.本技术第一实施例为:
32.请参阅图1至图3,其中图1为第一实施例的结构示意图,图2为第一实施例的内部结构剖视图,图3为转板的结构示意图,本发明提供一种铝液生产配比系统:包括旋转基座101和配料机构,所述配料机构包括料斗102、进料管103、料仓104、筒墙105、电子皮带秤106、出料管107、蝶阀108、斜柱块109、第一驱动电机110、转板111、第一搅拌片112和第二搅拌片113。
33.针对本具体实施方式,通过所述电子皮带秤106对原料所需要的质量进行定量传输,使得按预设的质量落入至所述料斗102之中,将全部原料收装后,由所述第一驱动电机110驱动所述第一搅拌片112和所述第二搅拌片113对原料进行搅拌,将原料搅拌均匀后,打开所述蝶阀108将原料通过所述出料管107排出。
34.其中,所述旋转基座101设置于所述筒墙105的内部,所述料仓104与所述旋转基座101固定连接,并位于所述旋转基座101的上方,所述进料管103与所述料仓104连通,并位于所述料仓104的上方,所述料斗102与所述进料管103连通,并位于所述进料管103远离所述料仓104的一端,所述电子皮带秤106的数量为多个,每个所述电子皮带秤106分别设置于所述筒墙105的上方,将各原料所需要的质量,提前通过控制终端输入至对应的所述电子皮带秤106之中,由所述电子皮带秤106进行定量输送,由所述旋转基座101带动所述料仓104进行旋转,进而将所述料斗102旋转至对应的所述电子皮带秤106的下方,使得原料由所述电子皮带秤106落下,并由所述料斗102进入至所述进料管103之中,再通过所述进料管103进入至所述料仓104之中,在将所述料仓104旋转至360
°
并将所需的原料全部收装完毕后,由所述旋转基座101驱动所述料仓104进行复位,使得所述料仓104每次进行配料时起点均一致,可以固定配料顺序,并且防止对应部件的导线发生打结。
35.其次,所述出料管107与所述料仓104连通,并位于所述料仓104的外表壁,所述蝶阀108与与所述出料管107连通,并位于所述出料管107的一端,所述蝶阀108对所述料仓104内的原料进行封闭,同时所述出料管107可以将原料导出。
36.同时,所述斜柱块109与所述料仓104固定连接,并位于所述料仓104的内部,所述斜柱块109的设置可以使得所述料仓104的底部处于倾斜状态,相对于水平的仓底可以更快更彻底的将原料导出。
37.另外,所述第一驱动电机110设置于所述斜柱块109的内部,且所述第一驱动电机110的输出端贯穿所述斜柱块109并与所述转板111固定连接,所述第一搅拌片112与所述第二搅拌片113的数量为多块,每块所述第一搅拌片112和所述第二搅拌片113分别设置于所述转板111的外表壁,且所述第一搅拌片112与所述第二搅拌片113间隔交错设置,在进行收装原料时,启动所述第一驱动电机110进行转动,进而带动所述转板111进行旋转,同时使得
所述第一搅拌片112与所述第二搅拌片113对原料进行均匀搅拌,并且所述第一搅拌片112与所述第二搅拌片113交错设置可以使得搅拌效果更佳。
38.使用本实施例的一种铝液生产配比系统时,将各原料所需要的质量,提前通过控制终端输入至对应的所述电子皮带秤106之中,由所述电子皮带秤106进行定量输送,由所述旋转基座101带动所述料仓104进行旋转,进而将所述料斗102旋转至对应的所述电子皮带秤106的下方,使得原料由所述电子皮带秤106落下,并由所述料斗102进入至所述进料管103之中,再通过所述进料管103进入至所述料仓104之中,在将所述料仓104旋转至360
°
并将所需的原料全部收装完毕后,由所述旋转基座101驱动所述料仓104进行复位,使得所述料仓104每次进行配料时起点均一致,可以固定配料顺序,并且防止对应部件的导线发生打结,所述蝶阀108对所述料仓104内的原料进行封闭,同时所述出料管107可以将原料导出,所述斜柱块109的设置可以使得所述料仓104的底部处于倾斜状态,相对于水平的仓底可以更快更彻底的将原料导出,在进行收装原料时,启动所述第一驱动电机110进行转动,进而带动所述转板111进行旋转,同时使得所述第一搅拌片112与所述第二搅拌片113对原料进行均匀搅拌,并且所述第一搅拌片112与所述第二搅拌片113交错设置可以使得搅拌效果更佳。
39.本技术第二实施例为:
40.在第一实施例的基础上,请参阅图4和图5,其中图4为第二实施例的结构示意图,图5为放置仓的内部结构剖视图,本发明提供一种铝液生产配比系统:还包括上料机构,所述上料机构包括绞龙201、第二驱动电机202、放置仓203、导料筒204和安装基架207。
41.针对本具体实施方式,通过所述安装基架207对所述放置仓203进行支撑固定,同时由所述第二驱动电机202驱动所述绞龙201转动,再由所述绞龙201的转动将所述放置仓203内部的原料通过与所述导料筒204的配合将原料导出至所述电子皮带秤106上。
42.其中,所述放置仓203设置于所述电子皮带秤106的一侧,所述导料筒204与所述放置仓203连通,并位于所述放置仓203的一侧,且所述导料筒204具有进口205和出口206,所述进口205和所述出口206分别设置于所述导料筒204的外表壁,所述绞龙201的两端分别与所述导料筒204转动连接,并位于所述导料筒204的内部,所述第二驱动电机202设置于所述导料筒204的一端,且所述第二驱动电机202的输出端贯穿所述导料筒204并与所述绞龙201固定连接,将原料填装于所述放置仓203之中,并且在所述电子皮带秤106进行传动时,所述第二驱动电机202也进行传动,当所述电子皮带秤106停止作业时,所述第二驱动电机202也停止转动,所述第二驱动电机202驱动所述绞龙201进行转动时,所述绞龙201与所述导料筒204的配合将所述放置仓203内部的原料导出,原料由所述进口205进入出口206排出,最终落入至对应的所述电子皮带秤106上。
43.其次,所述安装基架207与所述放置仓203固定连接,并位于所述放置仓203的下方,所述安装基架207对所述放置仓203进行支撑固定。
44.使用本实施例的一种铝液生产配比系统时,将原料填装于所述放置仓203之中,并且在所述电子皮带秤106进行传动时,所述第二驱动电机202也进行传动,当所述电子皮带秤106停止作业时,所述第二驱动电机202也停止转动,所述第二驱动电机202驱动所述绞龙201进行转动时,所述绞龙201与所述导料筒204的配合将所述放置仓203内部的原料导出,原料由所述进口205进入出口206排出,最终落入至对应的所述电子皮带秤106上,所述安装
基架207对所述放置仓203进行支撑固定。
45.本技术第三实施例为:
46.在第二实施例的基础上,请参阅图6和图7,其中图6为第三实施例的结构示意图,图7为料槽的内部结构示意图,本发明提供一种铝液生产配比系统:还包括送料机构,所述送料机构包括支架301、料槽302、卡块303、调节板304、侧板305、丝杆306和螺母307。
47.针对本具体实施方式,在将原料通过所述绞龙201导出后落入至所述料槽302之中,再通过所述料槽302的开口处准确的将原料落至所述电子皮带秤106的上方,防止原料在传输过程中四处洒落,并且还可以通过所述调节板304对开口大小进行调节,以此来调节原料落至所述电子皮带秤106上的速率。
48.其中,所述支架301设置于所述电子皮带秤106的上方,所述料槽302与所述支架301固定连接,并位于所述支架301的上方,所述卡块303的数量为两块,两块所述卡块303分别与所述料槽302固定连接,并分别位于所述料槽302的下方,所述调节板304的两侧分别与对应的所述卡块303滑动连接,并位于两块所述卡块303之间,所述侧板305与所述料槽302固定连接,并位于所述料槽302的下方,所述丝杆306贯穿所述侧板305并与所述调节板304转动连接,所述螺母307的数量为两个,两个所述螺母307分别与所述丝杆306螺纹连接,并分别套设于所述丝杆306的外表壁,且两个所述螺母307分别位于所述侧板305的两侧。
49.使用本实施例的一种铝液生产配比系统时,在使用所述绞龙201将原料由所述出口206导出后,落入至所述料槽302上,并由所述料槽302落入至所述电子皮带秤106上,通过拧动所述螺母307,对所述丝杆306和所述侧板305进行调节,使得通过调节所述调节板304对所述料槽302的开口进行调节,以此来对原料的下落速率进行调节,所述卡块303对所述调节板304进行支撑,通过所述侧板305和所述螺母307的配合对所述调节板304进行限位。
50.请参阅图8,本发明还提供一种铝液生产配比方法,用于上述所述的一种铝液生产配比系统的使用,包括如下步骤:
51.s1:按客户需求列出铝液所需要的原料重量和比重;
52.s2:将所需要的原料及其重量输入至对应的所述电子皮带称之中;
53.s3:在重量确定后,启动所述铝液生产配比系统;
54.s4:所述旋转基座101驱动所述料斗102在对应的所述电子皮带秤106下进行转动,将指定的原料收装在所述料仓104之中,在旋转一圈后,进行翻转复位,以保证每次起点与终点一致;
55.s5:在将所需要的全部原料添加完毕后,通过所述第一搅拌板和所述第二搅拌板对原料进行搅拌混合;
56.s6:将原料混合完毕后,打开所述蝶阀108使得原料由所述出料管107导出,通过传输机构将混合均匀的原料传输至熔炼炉之中进行熔炼铝液。
57.通过本方法,可以实现快速对铝液生产原料的配比进行配置,由一人将计算所得的数据输入至终端之中,并对对应的所述电子皮带秤106和所述上料机构进行控制,全程可由一人进行操作控制,减少了人员的浪费,同时使得员工的工作内容更加简易。
58.以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1