一种逆变器陶瓷片自动化涂胶装置及涂胶方法与流程
一种逆变器陶瓷片自动化涂胶装置及涂胶方法
1.本技术是申请日为2022年3月28日、申请号为202210316972.6、发明名称为一种逆变器陶瓷片涂胶装置及涂胶方法的专利申请的分案申请。
技术领域
2.本发明涉及导热胶涂布技术领域,具体是一种逆变器陶瓷片自动化涂胶装置及涂胶方法。
背景技术:
3.在逆变器上一般都存在多个功率元器件,这些功率元器件发热量大,需要通过散热器将热量及时散去。而散热器一般为导电金属制成,为了确保功率元器件的电气安全性,在功率元器件和散热器之间通常通过陶瓷片进行传热。为了提高陶瓷片表面与功率元器件和散热器之间的接触结合度,需要在陶瓷片两表面分别涂布导热胶。目前导热胶的涂布一般采用手工涂布或点胶机涂布,手工涂布胶量控制不准,涂胶均匀度难以稳定管控,且涂布效率低;点胶机涂布虽然能控制点胶量,但是导热胶体在导热陶瓷片表面分布不均匀,多个陶瓷片之间不处于同一平面,难以确保每个陶瓷片均能与功率元器件和散热器保持充分接触而保持高导热性能。
技术实现要素:
4.为了克服上述现有技术的不足,本发明的目的是提供了一种逆变器陶瓷片涂胶装置及涂胶方法。
5.为达到上述目的,本发明解决其技术问题所采用的技术方案是:一种逆变器陶瓷片涂胶装置,包括:
6.涂胶网格板装置,其包括网格板,所述网格板上设有镂空网格区,所述镂空网格区具有阵列分布的镂空孔,所述镂空网格区的数量和位置与逆变器陶瓷片的数量和位置相一致的;
7.中转台装置,其包括中转台和推片机构,所述中转台上表面设置有多个陶瓷片规制槽,所述陶瓷片规制槽的槽体设置有贯穿的顶出孔,所述推片机构包括推板、复位机构和多个顶出杆,所述顶出杆垂直安装在所述推板上,所述顶出杆与所述顶出孔相匹配,所述复位机构用以对推板产生远离中转台底面的驱动力;
8.定位框,所述定位框的内框壁与中转台的上表面外轮廓侧壁以及逆变器散热器上表面外轮廓侧壁相匹配;
9.位置保持器,其包括上板体和多个顶杆,所述顶杆从所述上板体下表面垂直向下延伸设置,所述顶杆的数量至少等于逆变器上陶瓷片的数量,每个陶瓷片的正上方至少有一个顶杆相对应,所述顶杆的下半部成锥形,锥形尖端朝下。
10.采用本发明技术方案,能同步对逆变器所有陶瓷片进行涂胶作业,作业效率高;透过网格板镂空孔的点状胶体之间具有小的间隔间隙,能确保升温后胶体具有膨胀空间;导
热胶在陶瓷片表面分布均匀,能确保所有陶瓷片高效传热,及时散发功率元器件热量,进而提升逆变器产品的可靠性。
11.进一步地,所述涂胶网格板装置还包括底座、支撑架和夹持机构,所述支撑架固定安装在所述底座上,所述夹持机构安装在所述支撑架上,所述夹持机构包括夹板和夹持螺杆,所述夹持螺杆经螺纹连接于所述夹板上,所述网格板边部夹持于所述夹板和夹持螺杆之间。
12.进一步地,所述夹持机构上下摇摆地安装于所述支撑架上。
13.采用上述优选的方案,方便网格板的操作使用。
14.进一步地,所述涂胶网格板装置还包括xy向位置调节机构和上放置平台,所述xy向位置调节机构安装在所述底座上,所述上放置平台安装在所述xy向位置调节机构的移动块上。
15.采用上述优选的方案,方便对涂胶位置进行调节。
16.进一步地,所述上放置平台上设置有x向定位靠板和y向定位靠板。
17.采用上述优选的方案,方便涂胶前快速放准中转台装置或散热器。
18.进一步地,所述镂空网格区的镂空孔面积占镂空网格区面积的比例在80%以上。
19.采用上述优选的方案,确保导热胶涂胶面积。
20.进一步地,所述中转台的高度与逆变器散热器的高度相同。
21.采用上述优选的方案,在陶瓷片两面的两次涂胶时,共用网格板高度位置,无需对网格板高度位置进行调节。
22.进一步地,所述复位机构为套设于所述顶出杆外周的复位弹簧,所述复位弹簧两端分别抵靠于所述中转台和推板。
23.采用上述优选的方案,结构简单,性能可靠,制造成本低。
24.一种逆变器陶瓷片涂胶方法,包括以下步骤:
25.步骤1,陶瓷片放片,在中转台的陶瓷片规制槽内放置陶瓷片;
26.步骤2,第一面涂胶,将中转台装置移至网格板下方,在网格板上表面导入导热胶,用刮刀将导热胶沿网格板上表面刮移,采用位置保持器从网格板上方透过镂空孔压住陶瓷片,再抬升网格板,完成陶瓷片的第一面涂胶;
27.步骤3,陶瓷片转移,将定位框套于中转台顶部外围,将散热器反向放置到中转台上方通过定位框与中转台对接,将散热器和中转台装置一起上下对调翻转,按压推片机构的推板,将陶瓷片推入到散热器表面的槽体内,取下中转台装置;
28.步骤4,第二面涂胶,将包含陶瓷片的散热器移至网格板下方,在网格板上表面导入导热胶,用刮刀将导热胶沿网格板上表面刮移,采用位置保持器从网格板上方透过镂空孔压住陶瓷片,再抬升网格板,完成陶瓷片的第二面涂胶;
29.步骤5,逆变器总成安装,将带有涂胶陶瓷片的散热器与逆变器功率元器件贴合安装。
30.采用上述涂胶方法,能同步对逆变器所有陶瓷片进行均匀涂胶作业,作业效率高。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1是逆变器的结构示意图;
33.图2是散热器的结构示意图;
34.图3是本发明涂胶网格板装置的结构示意图;
35.图4是图3中a处局部放大图;
36.图5是本发明涂胶网格板装置另一种实施方式的结构示意图;
37.图6是本发明中转台装置的结构示意图;
38.图7是本发明中转台装置的剖视图;
39.图8是本发明位置保持器的结构示意图;
40.图9是本发明位置保持器的使用状态示意图;
41.图10是散热器与中转台装置对接状态示意图;
42.图11是中转台装置翻转后将陶瓷片转移到散热器上的示意图;
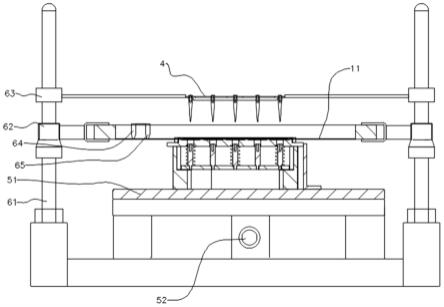
43.图12是本发明另一种实施方式中涂胶作业工位相应装置的结构示意图;
44.图13是本发明另一种实施方式中翻转作业工位相应装置的结构示意图。
45.图中数字和字母所表示的相应部件的名称:
46.1-涂胶网格板装置;11-网格板;111-镂空网格区;12-底座;13-支撑架;14-夹持机构;141-夹板;142-夹持螺杆;15-xy向位置调节机构;16-上放置平台;161-x向定位靠板;162-y向定位靠板;2-中转台装置;21-中转台;211-陶瓷片规制槽;212-顶出孔;22-推片机构;221-推板;222-顶出杆;223-复位机构;3-定位框;4-位置保持器;41-上板体;42-顶杆;51-移动平台;52-第一平移驱动机构;61-第一结构架;62-第一升降驱动机构;63-第二升降驱动机构;64-第一刮刀;65-第二刮刀;71-第二结构架;72-第三升降驱动机构;73-第一旋转驱动机构;74-第一锁位机构;75-第二锁位机构;76-第四升降驱动机构;77-下压推杆;91-功率元器件;92-陶瓷片;93-散热器。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.如图1、2所示,逆变器包括多个功率元器件91和散热器93,每个功率元器件91与散热器93之间都设置一陶瓷片92,在逆变器制造时,为了提高陶瓷片92与功率元器件91和散热器93之间的导热性能,需要在陶瓷片92两面均匀涂布导热胶。
49.如图3-11所示,一种逆变器陶瓷片涂胶装置,包括:
50.涂胶网格板装置1,其包括网格板11,网格板11上设有镂空网格区111,镂空网格区111具有阵列分布的镂空孔,镂空网格区111的数量和位置与逆变器陶瓷片的数量和位置相一致的;
51.中转台装置2,其包括中转台21和推片机构22,中转台21上表面设置有多个陶瓷片
规制槽211,陶瓷片规制槽211的槽体设置有贯穿的顶出孔212,推片机构22包括推板221、复位机构223和多个顶出杆222,顶出杆222垂直安装在推板221上,顶出杆222与顶出孔212相匹配,复位机构223用以对推板221产生远离中转台21底面的驱动力;
52.定位框3,其内框壁与中转台21的上表面外轮廓侧壁以及逆变器散热器93上表面外轮廓侧壁相匹配;
53.位置保持器4,其包括上板体41和多个顶杆42,顶杆42从上板体41下表面垂直向下延伸设置,顶杆42的数量至少等于逆变器上陶瓷片92的数量,每个陶瓷片的正上方至少有一个顶杆相对应,顶杆42的下半部成锥形,锥形尖端朝下。
54.采用上述技术方案的有益效果是:能同步对逆变器所有陶瓷片进行涂胶作业,作业效率高;透过网格板镂空孔的点状胶体之间具有小的间隔间隙,能确保升温后胶体具有膨胀空间;导热胶在陶瓷片表面分布均匀,能确保所有陶瓷片高效传热,及时散发功率元器件热量,进而提升逆变器产品的可靠性。
55.如图5所示,在本发明的另一些实施方式中,涂胶网格板装置1还包括底座12、支撑架13和夹持机构14,支撑架13固定安装在底座12上,夹持机构14安装在支撑架13上,夹持机构14包括夹板141和夹持螺杆142,夹持螺杆142经螺纹连接于夹板141上,网格板11边部夹持于夹板141和夹持螺杆142之间。采用上述技术方案的有益效果是:方便网格板的装卸。
56.在本发明的另一些实施方式中,夹持机构14绕转轴可上下摇摆地安装于支撑架13上。采用上述技术方案的有益效果是:方便网格板的操作使用。
57.如图5所示,在本发明的另一些实施方式中,涂胶网格板装置1还包括xy向位置调节机构15和上放置平台16,xy向位置调节机构15安装在底座上,上放置平台16安装在xy向位置调节机构15的移动块上。xy向位置调节机构的具体结构形式不作限定,可从现有技术中选择,如采用x向和y向设置的2组丝杠机构。采用上述技术方案的有益效果是:方便对涂胶位置进行调节。
58.如图5所示,在本发明的另一些实施方式中,上放置平台16上设置有x向定位靠板161和y向定位靠板162。采用上述技术方案的有益效果是:方便涂胶前快速放准中转台装置或散热器。
59.在本发明的另一些实施方式中,网格板11的镂空网格区111的镂空孔面积占镂空网格区面积的比例在80%以上。采用上述技术方案的有益效果是:确保导热胶涂胶面积。
60.在本发明的另一些实施方式中,中转台21的高度与逆变器散热器93的高度相同。采用上述技术方案的有益效果是:在陶瓷片两面的两次涂胶时,共用网格板高度位置,无需对网格板高度位置进行调节。
61.如图7所示,在本发明的另一些实施方式中,复位机构223为套设于所述顶出杆外周的复位弹簧,所述复位弹簧两端分别抵靠于中转台21和推板221。采用上述技术方案的有益效果是:结构简单,性能可靠,制造成本低。
62.一种逆变器陶瓷片涂胶方法,包括以下步骤:
63.步骤1,陶瓷片放片,在中转台的陶瓷片规制槽内放置陶瓷片;
64.步骤2,第一面涂胶,将中转台装置移至网格板下方,在网格板上表面导入导热胶,用刮刀将导热胶沿网格板上表面刮移,采用位置保持器从网格板上方透过镂空孔压住陶瓷片,再抬升网格板,完成陶瓷片的第一面涂胶;
65.步骤3,陶瓷片转移,将定位框套于中转台顶部外围,将散热器反向放置到中转台上方通过定位框与中转台对接,将散热器和中转台装置一起上下对调翻转,按压推片机构的推板,将陶瓷片推入到散热器表面的槽体内,取下中转台装置;
66.步骤4,第二面涂胶,将包含陶瓷片的散热器移至网格板下方,在网格板上表面导入导热胶,用刮刀将导热胶沿网格板上表面刮移,采用位置保持器从网格板上方透过镂空孔压住陶瓷片,再抬升网格板,完成陶瓷片的第二面涂胶;
67.步骤5,逆变器总成安装,将带有涂胶陶瓷片的散热器与逆变器功率元器件贴合安装。
68.采用上述涂胶方法,能同步对逆变器所有陶瓷片进行均匀涂胶作业,作业效率高。
69.如图12、13所示,在本发明的另一些实施方式中,为了提高涂胶作业自动化水平,还提供涂胶作业和翻转作业两个工位,在两工位之间设置移动平台51,移动平台51由第一平移驱动机构52带动在两工位之间往复移动,移动平台51用于放置中转台装置2或者散热器93,在移动平台51上还可设置定位结构用以稳定中转台装置或者散热器。在涂胶作业工位设置有第一结构架61,在第一结构架61上设置第一升降驱动机构62和第二升降驱动机构63,第一升降驱动机构62的升降板上安装涂胶网格板装置1,涂胶网格板装置1包括网格板11以及设置在网格板11上的第一刮刀64和第二刮刀65,第一刮刀64和第二刮刀65均沿网格板11的上表面移动,第一刮刀64和第二刮刀65之间形成用于存放导热胶的空间,网格板上还设置驱动第一刮刀和第二刮刀同步移动的驱动机构,还包括导热胶补给机构,导热胶补给机构包括导热胶存储箱、蠕动泵和导胶管,蠕动泵将导热胶经导胶管打到第一刮刀和第二刮刀之间的空间;第二升降驱动机构63的升降板上安装位置保持器4。在翻转作业工位设置有第二结构架71,在第二结构架71上设置有第三升降驱动机构72和第四升降驱动机构76,在第三升降驱动机构72的升降板上可转动地安装定位框3,定位框3由第一旋转驱动机构73带动翻转,在定位框3上还设置有用于将中转台装置2临时锁紧在定位框上的第一锁位机构74以及用于将散热器93临时锁紧在定位框上的第二锁位机构75;在第四升降驱动机构76的升降板上安装有用于按压中转台装置推板的下压推杆77。
70.在本发明中,平移驱动机构、升降驱动机构、旋转驱动机构、锁位机构的具体结构形式不作限定,可从现有技术中选择。如平移驱动机构可采用水平设置的丝杠机构加水平设置的平移导轨结构;升降驱动机构可采用竖直设置的丝杠机构加竖直设置的升降导轨结构;旋转驱动机构可采用电机加减速机的结构;锁位机构可采用电动伸缩的斜面锁舌结构。
71.一种逆变器陶瓷片涂胶方法,包括以下步骤:
72.步骤1,陶瓷片放片,在中转台的陶瓷片规制槽内放置陶瓷片,将中转台装置放置到移动平台上;
73.步骤2,第一面涂胶,第一平移驱动机构带动移动平台移动,将中转台装置移至涂胶作业工位的网格板下方;第一升降驱动机构下降网格板下表面靠于中转台的陶瓷片上表面;导热胶补给机构在网格板上表面导入导热胶,第一刮刀和第二刮刀同步移动,将导热胶沿网格板上表面刮移;第二升降驱动机构带动位置保持器下降,位置保持器从网格板上方透过镂空孔压住陶瓷片,第一升降驱动机构上升抬起网格板,第二升降驱动机构再带动位置保持器上升,完成陶瓷片的第一面涂胶;
74.步骤3,陶瓷片转移,第一平移驱动机构带动移动平台移动,将中转台装置移至翻
转作业工位的定位框下方;第三升降驱动机构下移,将定位框套于中转台顶部外围,并通过第一锁位机构锁紧中转台装置;将散热器反向放置到定位框上与中转台对接,并通过第二锁位机构锁紧散热器;第一旋转驱动机构将散热器和中转台装置一起上下对调翻转;第四升降驱动机构带动下压推杆下降按压推片机构的推板,将陶瓷片推入到散热器表面的槽体内;第四升降驱动机构上升,第一锁位机构解锁,取下中转台装置;
75.步骤4,第二面涂胶,第三升降驱动机构下降,散热器落到移动平台上,第二锁位机构解锁,第三升降驱动机构再带动定位框抬升;第一平移驱动机构将包含陶瓷片的散热器移至网格板下方,第一升降驱动机构下降网格板下表面靠于散热器的陶瓷片上表面;第一旋转驱动机构带动定位框上下翻转复位;导热胶补给机构在网格板上表面导入导热胶,第一刮刀和第二刮刀同步移动,将导热胶沿网格板上表面刮移;第二升降驱动机构带动位置保持器下降,位置保持器从网格板上方透过镂空孔压住陶瓷片,第一升降驱动机构上升抬起网格板,第二升降驱动机构再带动位置保持器上升,完成陶瓷片的第二面涂胶;
76.步骤5,逆变器总成安装,第一平移驱动机构带动移动平台移动,将散热器移至翻转作业工位,取走散热器,将带有涂胶陶瓷片的散热器与逆变器功率元器件贴合安装。
77.上述实施例只为说明本发明的技术构思及特点,其目的在于让本领域普通技术人员能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1