双梯度孔结构的中空纤维复合膜及其制备方法与流程
1.本发明涉及膜分离技术领域,尤其是涉及一种双梯度孔结构的中空纤维复合膜及其制备方法。
背景技术:
2.聚合物分离膜在使用过程中不可避免地会因为污染物在膜表面的吸附而导致水通量下降,因此在应用过程中需要进行曝气、反冲洗等步骤对膜表面进行清洗。但是高速水流或气流会对膜丝产生较大损害,常发生断丝现象,造成处理水质下降,设备使用寿命减短,更换成本增加等问题。复合技术的引入,极大地提升了膜材料的机械强度,尤其是内衬增强型中空纤维膜,几乎不会出现断丝的问题,在全球的mbr工程应用中已占据的绝对的优势。
3.膜孔径大小及分布、孔结构形状等都是影响膜通量及膜污染的重要因素。从多孔模型的传质机理来看,孔径增加会显著提高膜的通量。对于mbr工艺,提高膜通量就意味着降低工程造价和减小占地面积。而实际应用中发现,大孔径的微孔膜比小孔径的微孔膜更容易发生孔闭塞、堵塞等膜污染现象。理想的膜应该具有不对称结构,即起到分离作用的表层膜孔径远远小于支撑层的微孔孔径,污染物被挡在分离层之外,不能进入膜材料内部,从而减轻不可逆污染;支撑层的微孔结构要有高的孔径和孔隙率以降低过滤阻力,同时还要避免指状结构等大孔缺陷,以增强膜材料的机械强度和耐压性。
4.中国专利(cn1099309c)公开了一种干喷-湿纺法制备整体非对称性聚醚砜为空膜的方法,该方法制备的中空纤维聚醚砜膜具有对称性多边形胞腔状结构,胞腔尺寸从一侧表层向另一侧表层逐渐而稳定地变化,简单地说,通过铸膜液的组成及成膜工艺实现可控的孔梯度,达到分离层开孔率高、支撑层不含大孔隙且过滤阻力忽略不计的目的。
5.中国专利(cn201410081610.9)公开了一种超亲水梯度孔中空纤维膜及其制备方法,该方法制备的中空纤维膜具有孔径沿所述中空纤维膜径向截面从外表层到内表层梯度增大的微纳珠状网络结构,进一步消除了内皮层,实现了过滤阻力最小化。
6.上述方法都是在均质膜中调控膜孔结构,消除大孔缺陷。对于内衬增强型中空纤维膜,结构调控的难度则更大。这是由于在均质膜制备过程中,膜管内外分别有内凝固浴和外凝固浴,可以精细调控膜壁各部分的分相速度。而增强型中空纤维膜仅有外凝固浴,其内侧是增强内衬。制膜过程中随着非溶剂的侵入,相分离由外到内逐渐发展,膜壁内侧最后固化定型;同时由于外侧分离层较为致密,溶剂/非溶剂交换速度慢,使得膜壁内侧聚合物稀相不断发展而生成大孔缺陷,因而大多市售中空纤维复合膜都包含着大量的指状孔。在常规工艺条件下,这一问题很难克服。
7.有鉴于此,特提出本发明。
技术实现要素:
8.本发明的第一目的在于提供一种孔径沿中空纤维膜径向截面从外表层到内表层
先缓慢增大再快速增大的、具有优良的水透过性和抗污染性的双梯度孔结构中空纤维复合膜。
9.本发明的第二目的在于提供一种双梯度孔结构的中空纤维复合膜的制备方法,以解决上述问题中的至少一种。
10.第一方面,本发明提供了一种双梯度孔结构的中空纤维复合膜,所述中空纤维复合膜从外到内依次包括低梯度孔结构致密层、高梯度孔结构支撑层和增强内衬;
11.所述低梯度孔结构致密层的孔径梯度δd/δl为0.02~0.05μm/10μm,高梯度孔结构支撑层的孔径梯度δd/δl为0.1~1.0μm/10μm;
12.所述低梯度孔结构致密层的平均孔径为0.02~0.45μm,高梯度孔结构支撑层的平均孔径为1~25μm。
13.作为进一步技术方案,所述低梯度孔结构致密层的厚度为10~50μm;
14.所述高梯度孔结构支撑层的厚度为20~100μm;
15.所述高梯度孔结构支撑层厚度为低梯度孔结构致密层厚度的2~5倍。
16.作为进一步技术方案,所述低梯度孔结构致密层的孔隙率为55~65%;
17.所述高梯度孔结构支撑层的孔隙率为65~80%。
18.作为进一步技术方案,所述增强内衬为编织管或钩织管;
19.所述增强内衬的材料为锦纶、腈纶、丙纶、涤纶、氯纶、维纶、氨纶或芳纶。
20.第二方面,本发明提供了一种中空纤维复合膜的制备方法,包括以下步骤:
21.按照从外到内的顺序,将铸膜液a、铸膜液b和增强内衬从三层喷丝板共挤出,然后依次经过外凝固浴和清洗后,制备得到中空纤维复合膜;
22.所述铸膜液a和铸膜液b主要由聚合物树脂、成孔剂、非溶剂和溶剂组成;
23.所述铸膜液a的三维溶解度参数δ1为21~30mpa
1/2
,所述铸膜液b的三维溶解度参数δ2为25~34mpa
1/2
,所述铸膜液b的三维溶解度参数δ2减去所述铸膜液a的三维溶解度参数δ1的差值大于等于4mpa
1/2
。
24.作为进一步技术方案,所述聚合物树脂包括聚偏氟乙烯、聚砜、聚醚砜、聚丙烯腈或聚氯乙烯;
25.所述成孔剂包括pvp-k17、pvp-k30、pvp-k90、聚乙烯醇、聚乙二醇或醋酸纤维素;
26.所述非溶剂包括水、乙醇、乙二醇、丙三醇、异丙醇、正丁醇、二甘醇、peg200或peg400中的至少一种;
27.所述溶剂包括n-甲基吡咯烷酮、二甲基甲酰胺、二甲基乙酰胺或二甲基亚砜中的至少一种。
28.作为进一步技术方案,所述铸膜液a中,聚合物树脂、成孔剂、非溶剂和溶剂的质量比为(14~22):(1~18):(5~18):(55~70);
29.所述铸膜液b中,聚合物树脂、成孔剂、非溶剂和溶剂的质量比为(12~18):(2~20):(10~20):(50~65)。
30.作为进一步技术方案,所述挤出的压力为0.1~0.3mpa;
31.所述铸膜液a的温度为40~70℃;
32.所述铸膜液b的温度为40~90℃;
33.所述外凝固浴的温度为30~80℃;
34.所述清洗为水清洗。
35.作为进一步技术方案,所述外凝固浴为溶剂与水的混合溶液或者水;
36.所述溶剂包括n-甲基吡咯烷酮、二甲基甲酰胺、二甲基乙酰胺或二甲基亚砜。
37.作为进一步技术方案,所述混合溶液中,溶剂与水的质量比小于等于7:3。
38.与现有技术相比,本发明具有如下有益效果:
39.1、本发明提供的双梯度孔结构中空纤维复合膜,由低梯度孔结构致密层、高梯度孔结构支撑层共同构成。致密层的平均孔径和孔径梯度较小,提高膜材料分离精度;支撑层孔径梯度较大,最大程度地降低水渗透阻力。双梯度孔结构真正解决了膜材料分离精度与水渗透阻力的矛盾。
40.2、本发明提供的双梯度孔结构中空纤维复合膜的制备方法,采用三层喷丝板将两种热力学状态不同的铸膜液a与铸膜液b一同挤出涂敷在增强内衬上,通过组合不同热力学状态的铸膜液,可以方便地制备双梯度孔结构,避免出现大孔缺陷,为膜材料开发人员提供了很宽的调节窗口。
41.3、低梯度孔结构致密层与高梯度孔结构支撑层的聚合物树脂可以为相同聚合物树脂,也可以为不同聚合物树脂,可以方便地将具有不同性能优势(如结构可调控性、机械强度、耐化学性、亲水性等等)聚合物树脂结合在一起制备中空纤维复合膜,而不需要进行两次涂覆。后者不仅工艺繁琐、周期漫长,而且很容易造成产品缺陷。
附图说明
42.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
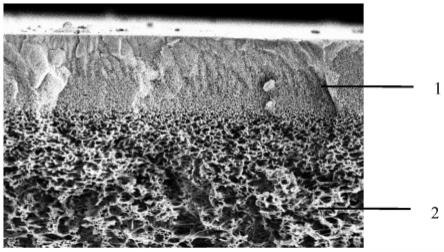
43.图1为双梯度孔结构中空纤维复合膜扫描电镜图;
44.图2为三层喷丝板结构示意图;
45.图3为对比例1提供的中空纤维膜的扫描电镜图。
46.图标:1-低梯度致密层;2-高梯度支撑层;3-增强内衬通道;4-铸膜液b通道;5-铸膜液a通道。
具体实施方式
47.下面将结合实施方式和实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施方式和实施例仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
48.第一方面,本发明提供了一种双梯度孔结构的中空纤维复合膜,所述中空纤维复合膜从外到内依次包括低梯度孔结构致密层、高梯度孔结构支撑层和增强内衬;
49.所述中空纤维膜的孔径沿中空纤维膜径向截面从外表层到内表层先缓慢增大再
快速增大,所述低梯度孔结构致密层的孔径梯度δd/δl例如可以为,但不限于0.02μm/10μm、0.03μm/10μm、0.04μm/10μm或0.05μm/10μm,高梯度孔结构支撑层的孔径梯度δd/δl例如可以为,但不限于0.1μm/10μm、0.2μm/10μm、0.4μm/10μm、0.6μm/10μm、0.8μm/10μm或1.0μm/10μm;高梯度孔结构支撑层厚度为低梯度孔结构致密层孔径梯度的2~50倍。孔径梯度是指单位深度内,膜孔径的增加量。高梯度孔结构支撑层孔径梯度小于低梯度孔结构致密层孔径梯度的2倍,膜材料整体结构近似单梯度孔结构,水渗透阻力较大;高梯度孔结构支撑层孔径梯度大于低梯度孔结构致密层孔径梯度的50倍,支撑层耐压性不足,无法有效起到支撑作用。
50.所述低梯度孔结构致密层的平均孔径例如可以为,但不限于0.02μm、0.05μm、0.1μm、0.2μm、0.3μm、0.4μm或0.45μm,高梯度孔结构支撑层的平均孔径为1μm、5μm、10μm、15μm、20μm或25μm。
51.梯度孔结构是近年来膜材料领域的研究热点。当前的梯度孔结构聚合物分离膜都是单梯度,即孔径沿中空纤维膜径向截面从外表层到内表层按照单一的梯度线性增大。理论上,这一结构可以解决膜材料分离精度与水渗透阻力的矛盾,使得纯水透过率最大化。发明人在研究过程中发现,单梯度的膜孔结构调整存在较大限制,膜材料表面孔径越小过滤精度越高,其孔径梯度也越小,且可调整范围小,很难获得高过滤精度且孔径梯度大的膜材料。也就是说,对于高精度聚合物分离膜而言,单梯度孔结构无法大幅降低水渗透阻力。
52.本发明采用内外两层的双梯度孔结构,外侧致密层的平均孔径和孔径梯度较小,提高膜材料分离精度;中间支撑层孔径梯度较大,最大程度地降低水渗透阻力。双梯度孔结构不仅真正解决了膜材料分离精度与水渗透阻力的矛盾,而且为膜材料开发人员提供了很宽的调节窗口。
53.在一些优选的实施方式中,所述低梯度孔结构致密层的厚度例如可以为,但不限于10μm、20μm、30μm、40μm或50μm;
54.所述高梯度孔结构支撑层的厚度例如可以为,但不限于20μm、40μm、60μm、80μm或100μm。
55.低梯度孔结构致密层厚度小于10μm,难以制备均匀、完整的涂层;厚度大于50μm,水渗透阻力较大。作为优选,高梯度孔结构支撑层厚度为低梯度孔结构致密层厚度的2~5倍。
56.在一些优选的实施方式中,所述低梯度孔结构致密层的孔隙率为55~65%;所述高梯度孔结构支撑层的孔隙率为65~80%。
57.在一些优选的实施方式中,所述增强内衬为编织管或钩织管;
58.所述增强内衬的材料为锦纶、腈纶、丙纶、涤纶、氯纶、维纶、氨纶或芳纶。
59.第二方面,本发明提供了一种中空纤维复合膜的制备方法,包括以下步骤:
60.按照从外到内的顺序,将铸膜液a、铸膜液b和增强内衬从三层喷丝板共挤出,然后依次经过外凝固浴和清洗后,制备得到中空纤维复合膜;
61.所述铸膜液a和铸膜液b主要由聚合物树脂、成孔剂、非溶剂和溶剂组成。
62.所述铸膜液a的三维溶解度参数δ1例如可以为,但不限于21mpa
1/2
、22mpa
1/2
、24mpa
1/2
、26mpa
1/2
、28mpa
1/2
或30mpa
1/2
,所述铸膜液b的三维溶解度参数δ2例如可以为,但不限于25mpa
1/2
、27mpa
1/2
、29mpa
1/2
、31mpa
1/2
、33mpa
1/2
或34mpa
1/2
。所述铸膜液b的三维溶解度
参数δ2减去所述铸膜液a的三维溶解度参数δ1的差值大于等于4mpa
1/2
。
63.内衬增强型中空纤维膜的结构调控比均质膜更为困难,其原因在于内衬增强型中空纤维膜仅有外凝固浴,其内侧是增强内衬,缺少调控铸膜液内侧相分离行为的技术手段。发明人在研究过程中发现,两种不同热力学状态的铸膜液接触后,各自的相分离行为会受到另一种铸膜液的影响,非溶剂会迅速从浓度高的一侧(热力学状态相对不稳定的铸膜液)向浓度低的一侧(热力学状态相对稳定的铸膜液)迁移。其结果是,在界面处,初始热力学状态相对稳定的铸膜液分相加快,膜孔变大,同时由于非溶剂快速流入,聚合物稀相的生长会及时终止,不会生成大孔缺陷;初始热力学状态相对不稳定的铸膜液分相变慢,生成的膜孔比同种铸膜液远离界面处要小得多,从而得到孔径梯度更大的膜孔结构,同时由于其相分离速度绝对值仍然较快,因而也不会生成大孔缺陷。
64.溶度参数(solubility parameter)是表征聚合物-溶剂相互作用的参数。当聚合物的溶度参数与溶剂的溶度参数接近时,两者的相容性好,铸膜液的热力学状态趋于稳定;当聚合物的溶度参数与溶剂的溶度参数相差较大时,两者的相容性差,铸膜液的热力学状态趋于不稳定,更容易发生相分离。调控聚合物、溶剂与非溶剂的配比,可以得到三维溶度参数不同的铸膜液,具有不同的热力学状态;通过组合不同热力学状态的铸膜液,可以方便地制备双梯度孔结构。
65.在一些优选的实施方式中,所述聚合物树脂包括聚偏氟乙烯(pvdf)、聚砜(psf)、聚醚砜(pes)、聚丙烯腈(pan)或聚氯乙烯(pvc);
66.所述成孔剂包括pvp-k17、pvp-k30、pvp-k90、聚乙烯醇(pva)、聚乙二醇(peg)或醋酸纤维素(ca);
67.所述非溶剂包括水、乙醇、乙二醇、丙三醇、异丙醇、正丁醇、二甘醇、peg200或peg400中的至少一种;
68.所述溶剂包括n-甲基吡咯烷酮(nmp)、二甲基甲酰胺(dmf)、二甲基乙酰胺(dmac)或二甲基亚砜(dmso)中的至少一种。
69.在一些优选的实施方式中,所述铸膜液a中,聚合物树脂、成孔剂、非溶剂和溶剂的质量比例如可以为,但不限于14:18:5:70、16:12:10:65、20:6:15:60或22:1:18:55;
70.所述铸膜液b中,聚合物树脂、成孔剂、非溶剂和溶剂的质量比为12:20:10:65、14:14:13:60、16:8:16:55、18:2:20:50。
71.在一些优选的实施方式中,所述挤出的压力为0.1~0.3mpa;
72.所述铸膜液a的温度为40~70℃;
73.所述铸膜液b的温度为40~90℃;
74.所述外凝固浴的温度为30~80℃;
75.所述清洗为水清洗,以去除残留的溶剂。
76.在一些优选的实施方式中,所述外凝固浴为溶剂与水的混合溶液或者水;
77.所述溶剂包括n-甲基吡咯烷酮、二甲基甲酰胺、二甲基乙酰胺或二甲基亚砜。
78.在一些优选的实施方式中,所述混合溶液中,溶剂与水的质量比小于等于7:3。
79.下面通过具体的实施例和对比例进一步说明本发明,但是,应当理解为,这些实施例仅仅是用于更详细地说明之用,而不应理解为用于以任何形式限制本发明。
80.实施例1
81.(1)铸膜液的制备:按照pvdf树脂:pvp-k30:peg200:nmp=15wt%:14wt%:10wt%:61wt%,90℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pvdf树脂:pvp-k30:peg200:nmp=15wt%:20wt%:15wt%:50wt%,90℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
82.(2)湿法纺丝:在0.1mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为90℃的铸膜液b和锦纶编织管从三层喷丝板共挤出(如图2所示,从外到内依次为铸膜液a通道5、铸膜液b通道4和增强内衬通道3),经过50cm空气段浸入外凝固浴(纯水)中,控制凝固浴温度为80℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得双梯度孔结构中空纤维复合膜,如图1所示,中空纤维膜从外到内依次为低梯度致密层1和高梯度支撑层2。
83.对比例1
84.(1)铸膜液的制备:按照pvdf树脂:pvp-k30:peg200:nmp=15wt%:14wt%:10wt%:61wt%,90℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液。
85.(2)湿法纺丝:在0.1mpa压力下,按从外到内的顺序将温度为70℃的铸膜液和锦纶编织管从双层喷丝板共挤出,经过50cm空气段浸入外凝固浴(纯水)中,控制凝固浴温度为80℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得中空纤维复合膜,如图3所示,中空纤维膜截面布满了大孔缺陷。
86.实施例2
87.(1)铸膜液的制备:按照psf树脂:pvp-k30:peg400:dmac=14wt%:18wt%:13wt%:55wt%,70℃下搅拌溶解8h,然后真空脱泡8h,即得铸膜液a;按照psf树脂:pvp-k30:peg400:乙醇:dmac=13wt%:18wt%:13wt%:2wt%:54wt%,70℃下搅拌溶解8h,然后真空脱泡8h,即得铸膜液b。
88.(2)湿法纺丝:在0.2mpa压力下,按从外到内的顺序将温度为50℃的铸膜液a、温度为40℃的铸膜液b和腈纶钩织管从三层喷丝板共挤出,经过30cm空气段浸入外凝固浴(5wt%dmac水溶液)中,控制凝固浴温度为80℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得双梯度孔结构中空纤维复合膜。
89.实施例3
90.(1)铸膜液的制备:按照pes树脂:pva:二甘醇:dmf=15wt%:14wt%:11wt%:60wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pes树脂:pva:二甘醇:水:dmf=12wt%:14wt%:13wt%:1wt%:60wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
91.(2)湿法纺丝:在0.2mpa压力下,按从外到内的顺序将温度为40℃的铸膜液a、温度为50℃的铸膜液b和丙纶编织管从三层喷丝板共挤出,经过20cm空气段浸入外凝固浴(15wt%dmf水溶液)中,控制凝固浴温度为65℃,生成初生纤维,然后将其在纯水中漂洗24h,晾干,即得双梯度孔结构中空纤维复合膜。
92.实施例4
93.(1)铸膜液的制备:按照pan树脂:pva:正丁醇:dmso=16wt%:12wt%:15wt%:57wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pan树脂:pva:正丁醇:dmso=14wt%:16wt%:15wt%:55wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
94.(2)湿法纺丝:在0.2mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为80℃的铸膜液b和涤纶钩织管从三层喷丝板共挤出,经过15cm空气段浸入外凝固浴(25wt%dmso水溶液)中,控制凝固浴温度为60℃,生成初生纤维,然后将其在纯水中漂洗36h,晾干,即得双梯度孔结构中空纤维复合膜。
95.实施例5
96.(1)铸膜液的制备:按照pvc树脂:ca:异丙醇:nmp=17wt%:1wt%:18wt%:64wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pvc树脂:ca:异丙醇:nmp=14wt%:2wt%:20wt%:64wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
97.(2)湿法纺丝:在0.2mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为80℃的铸膜液b和氯纶编织管从三层喷丝板共挤出,经过10cm空气段浸入外凝固浴(40wt%nmp水溶液)中,控制凝固浴温度为55℃,生成初生纤维,然后将其在纯水中漂洗36h,晾干,即得双梯度孔结构中空纤维复合膜。
98.实施例6
99.(1)铸膜液的制备:按照pvdf树脂:ca:丙三醇:dmac=18wt%:1wt%:16wt%:65wt%,80℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pvdf树脂:ca:丙三醇:dmac=16.5wt%:2wt%:16.5wt%:65wt%,80℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
100.(2)湿法纺丝:在0.3mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为80℃的铸膜液b和维纶钩织管从三层喷丝板共挤出,经过10cm空气段浸入外凝固浴(70wt%dmac水溶液)中,控制凝固浴温度为55℃,生成初生纤维,然后将其在纯水中漂洗36h,晾干,即得双梯度孔结构中空纤维复合膜。
101.实施例7
102.(1)铸膜液的制备:按照pvc树脂:peg:乙二醇:dmf=17wt%:10wt%:10wt%:63wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pvc树脂:peg:乙二醇:dmf=15wt%:14wt%:12wt%:59wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
103.(2)湿法纺丝:在0.2mpa压力下,按从外到内的顺序将温度为50℃的铸膜液a、温度为55℃的铸膜液b和芳纶钩织管从三层喷丝板共挤出,经过10cm空气段浸入外凝固浴(15wt%dmf水溶液)中,控制凝固浴温度为50℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得双梯度孔结构中空纤维复合膜。
104.实施例8
105.(1)铸膜液的制备:按照pes树脂:pvp-k17:peg200:dmso=18wt%:12wt%:12wt%:58wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pes树脂:pvp-k17:peg200:dmso=15wt%:10wt%:12wt%:63wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
106.(2)湿法纺丝:在0.25mpa压力下,按从外到内的顺序将温度为50℃的铸膜液a、温度为55℃的铸膜液b和芳纶钩织管从三层喷丝板共挤出,经过10cm空气段浸入外凝固浴(20wt%dmso水溶液)中,控制凝固浴温度为50℃,生成初生纤维,然后将其在纯水中漂洗
48h,晾干,即得双梯度孔结构中空纤维复合膜。
107.实施例9
108.(1)铸膜液的制备:按照pan树脂:pvp-k17:peg400:nmp=20wt%:9wt%:8wt%:63wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液a;按照pan树脂:pvp-k17:peg400:nmp=18wt%:14wt%:10wt%:58wt%,70℃下搅拌溶解12h,然后真空脱泡12h,即得铸膜液b。
109.(2)湿法纺丝:在0.25mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为70℃的铸膜液b和腈纶编织管从三层喷丝板共挤出,经过10cm空气段浸入外凝固浴(纯水)中,控制凝固浴温度为40℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得双梯度孔结构中空纤维复合膜。
110.实施例10
111.(1)铸膜液的制备:按照psf树脂:pvp-k90:二甘醇:dmac=22wt%:3wt%:5wt%:70wt%,70℃下搅拌溶解24h,然后真空脱泡4h,即得铸膜液a;按照psf树脂:pvp-k17:二甘醇:dmac=14wt%:11wt%:10wt%:65wt%,70℃下搅拌溶解24h,然后真空脱泡24h,即得铸膜液b。
112.(2)湿法纺丝:在0.3mpa压力下,按从外到内的顺序将温度为70℃的铸膜液a、温度为90℃的铸膜液b和涤纶钩织管从三层喷丝板共挤出,经过2cm空气段浸入外凝固浴(纯水)中,控制凝固浴温度为30℃,生成初生纤维,然后将其在纯水中漂洗48h,晾干,即得双梯度孔结构中空纤维复合膜。
113.上述各个实施例所得的双梯度孔结构中空纤维复合膜,性能测试结果见表1。
114.表1不同实施例双梯度孔结构中空纤维复合膜性能测试结果
[0115][0116][0117]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依
然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1