多工位点胶系统及其方法与流程
本申请涉及点胶,特别是涉及一种多工位点胶系统及其方法。
背景技术:
1、电子模组在加工过程中,一般要对电子模组进行钢片贴附以增强电子模组的结构强度。在加强片贴附行业中,需要对电子模组背面进行点胶,通过将胶水点到电子模组背面,然后再进行加强片的封装,以实现对电子模组的加强。现有的电子模组封装过程点银胶和黑胶,然后再进行加强片的热固化封装。而随着电子模组和封装尺寸减小,间隙精度和uph(units per hour)要求等的不断提高,需要设置多条料梭配合多站的点胶工位。点胶机是个复杂精密的系统,对银胶和黑胶的混胶有严格的要求,不能混胶,因此传统的点胶机会添加视觉相机电子模组和加强片的边界,对点胶的位置进行测算和调整,精准点出所需要的胶型图案。
2、目前,现阶段采用的是一个点胶机械手配备一个视觉机械手,视觉机械手对点胶的位置进行测算和采集,点胶机械手根据视觉机械手所采集的数据进行点胶作业。然而行业中为了提升uph(units per hour)会增加点胶机械手的数量,相应的也需要增加多个视觉机械手,从而带来多套视觉机械手成本的增加;并且,点胶机械手和视觉机械手在狭小范围内高速运行,多个视觉机械手和多个点胶机械手在运行过程中容易发生碰撞。
技术实现思路
1、基于此,有必要提供一种能够降低成本且点胶机构与视觉机构运行过程中不会发生碰撞的多工位点胶系统及其方法。
2、为解决上述技术问题,本申请第一方面提供如下技术方案:
3、料梭,能够沿着第一方向运动,所述料梭上设有多个点胶工位以及n个料坑,n为正整数且n≥2;
4、视觉机构,能够沿着第二方向运动至所述料梭处,且所述视觉机构能够沿着所述第一方向运动至所述点胶工位处,并随着所述料梭的运动采集每个所述料坑中产品的位置信息;所述第二方向与所述第一方向之间呈夹角设置;
5、点胶机构,其数量与所述点胶工位的数量相对应,多个所述点胶机构沿着第一方向间隔设置且能够沿着所述第二方向运动至对应的所述点胶工位处,多个所述点胶机构能够根据所述位置信息,并随着所述料梭的运动对所述料坑中的产品进行点胶作业;
6、其中,沿所述第一方向,相邻两个所述点胶机构之间的区域形成避让区域,当所述视觉机构采集完成所述料梭上的每一个所述料坑中产品的位置信息后,所述视觉机构运动至所述避让区域,以使所述点胶机构能够沿着所述第二方向运动至完成位置信息采集的料梭上,并根据所述位置信息进行点胶作业。
7、在本申请中,通过视觉机构对应多个点胶机构的设置,从而多个点胶机构根据视觉机构所采集的位置信息进行点胶作业,即视觉机构不需要对应点胶机构的个数,可以根据需求减少了视觉机构的使用个数,降低了系统的成本。并且,在这样的架构下,通过形成避让区域,从而在视觉机构对料梭上所述点胶工位上产品的位置信息进行采集完成后进入该避让区域中,以使多个点胶机构能够进入对应料梭并进行点胶作业。如此,避免视觉机构与点胶机构之间的运动轨迹重合或者交叉发生碰撞。
8、在其中一个实施例中,所述料梭的数量至少为两条,且至少两条所述料梭沿着第二方向间隔且平行设置;
9、所述避让区域包括位于相邻两个所述点胶机构之间的所述料梭上的区域、以及位于相邻两个所述点胶机构之间且相邻两条所述料梭之间的区域。
10、在其中一个实施例中,多个所述点胶机构能够同时对一条料梭上的多个所述料坑中的产品进行点胶作业。在其中一个实施例中,所述视觉机构的数量为1个,且沿所述第一方向布设于相邻两个所述点胶机构之间;
11、多个所述点胶机构分别能够根据所述视觉机构所采集的位置信息对相应的料梭上的产品进行点胶作业。
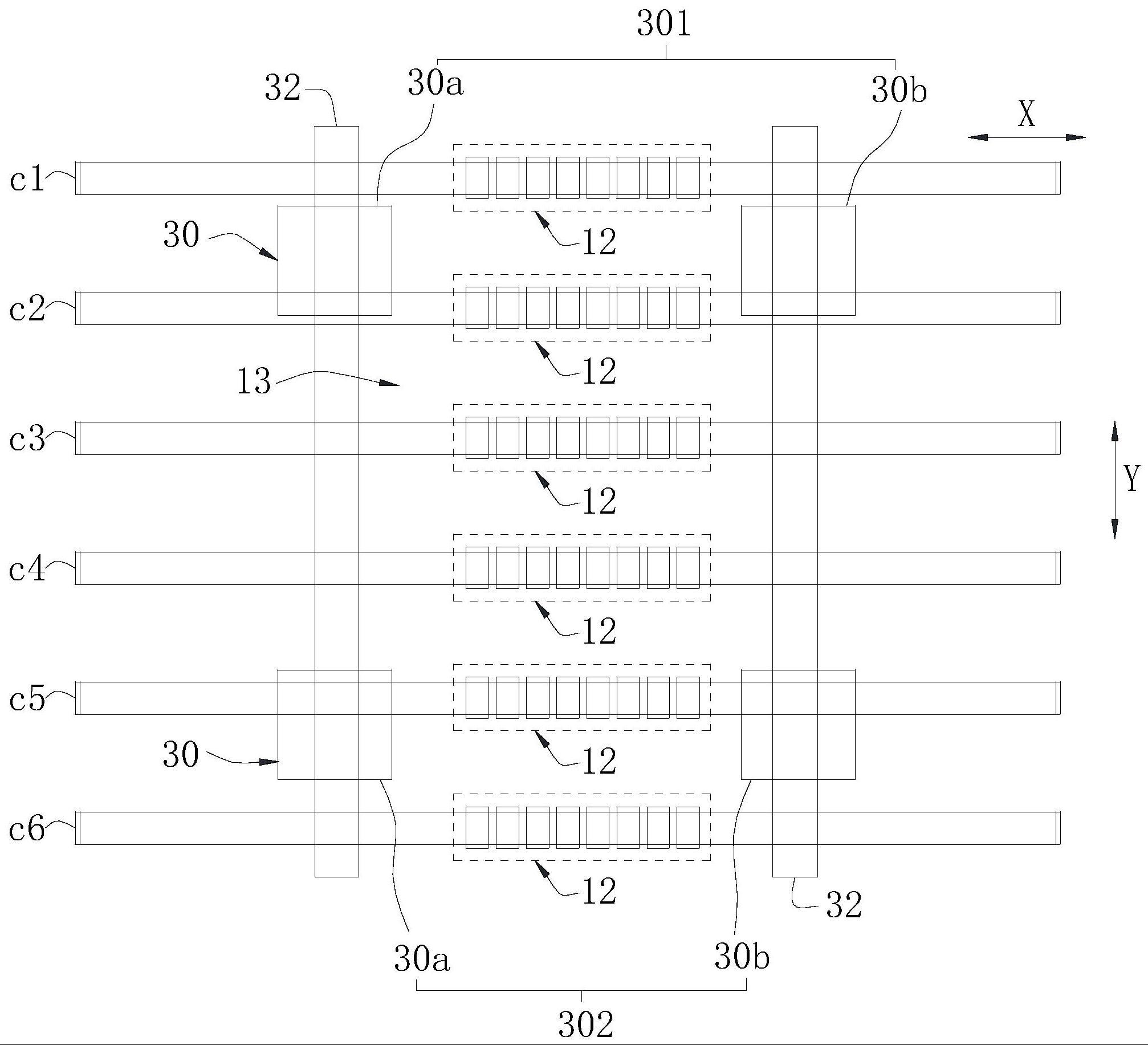
12、在其中一个实施例中,当n≥4且n为偶数时,n个所述料坑被平分成m份,所述点胶机构的数量以及所述点胶工位的数量均与m相等;
13、其中,在一方向上,每一个所述点胶机构对应匹配一份所述料坑,并且随着所述料梭的运动,多个所述点胶机构在对应于的所述点胶工位对多份所述料坑上的产品进行同步点胶作业。
14、在其中一个实施例中,所述视觉机构在所述点胶工位采集一个所述料坑上产品位置信息的时间为t1,所述点胶机构在所述点胶工位完成一个产品的点胶作业时间为t2;
15、其中,t1*m<t2。
16、在其中一个实施例中,沿着所述第一方向相邻两个所述点胶机构之间的距离设置为l1,n/m个所述料坑所占所述料梭的长度为l2;
17、其中,l1=l2。
18、在其中一个实施例中,所述料梭被配置为多份,且相邻的两份料梭之间平行设置;每一份料梭至少包括两条料梭;
19、所述视觉机构能够在多份所述料梭之间穿梭,以对每一份料梭上所述料坑中的产品进行位置信息的采集;
20、所述点胶机构的数量设置为多组,且多组所述点胶机构的数量与多份所述料梭的数量相对应;每一组所述点胶机构负责一份料梭的点胶作业且每一组所述点胶机构中包括多个所述点胶机构;
21、其中,多组所述点胶机构之间互相独立运行。本申请第二方面,还提供如下技术方案:
22、一种多工位点胶方法,所述多工位点胶方法基于所述多工位点胶系统实现,所述方法包括:
23、视觉机构沿着第二方向运动至目标料梭处,且沿着第一方向运动至点胶工位,并随着目标料梭的运动采集目标料梭上料坑中产品的位置信息;
24、在视觉机构完成对目标料梭上产品位置信息的采集后,所述视觉机构移动至避让区域;
25、点胶机构沿着第二方向运动至完成位置信息采集的目标料梭的点胶工位处,并且根据视觉机构所采集的位置信息对目标料梭上料坑中的产品进行点胶作业;
26、视觉机构沿着第一方向以及第二方向从避让区域移动至下一目标料梭上,并对应采集该目标料梭上料坑中的产品的位置信息。在其中一个实施例中,所述方法还包括:
27、获取目标料梭的采集状态;
28、基于采集状态判断目标料梭是否需要进行位置信息的采集;若是,则视觉机构运动至目标料梭的点胶工位处并对目标料梭上料坑中的产品的位置信息进行采集,且将位置信息采集完成的料梭进行存储。
29、与现有技术相比,所述多工位点胶系统通过视觉机构对应多个点胶机构的设置,从而多个点胶机构根据视觉机构所采集的位置信息进行点胶作业,即视觉机构不需要对应点胶机构的个数相应设置,可以根据需求减少了视觉机构的使用个数,降低了系统的成本。并且,在这样的架构下,通过形成避让区域,从而在视觉机构对料梭上所述点胶工位上产品的位置信息进行采集完成后进入该避让区域中,以使多个点胶机构能够进入对应料梭并进行点胶作业。如此,避免视觉机构与点胶机构之间的运动轨迹重合或者交叉发生碰撞。
技术特征:
1.一种多工位点胶系统,其特征在于,所述多工位点胶系统包括:
2.根据权利要求1所述的多工位点胶系统,其特征在于,所述料梭的数量至少为两条,且至少两条所述料梭沿着第二方向间隔且平行设置;
3.根据权利要求1所述的多工位点胶系统,其特征在于,多个所述点胶机构能够同时对一条料梭上的多个所述料坑中的产品进行点胶作业。
4.根据权利要求1所述的多工位点胶系统,其特征在于,所述视觉机构的数量为1个,且沿所述第一方向布设于相邻两个所述点胶机构之间;
5.根据权利要求1-4任一项所述的多工位点胶系统,其特征在于,当n≥4且n为偶数时,n个所述料坑被平分成m份,所述点胶机构的数量以及所述点胶工位的数量均与m相等;
6.根据权利要求5所述的多工位点胶系统,其特征在于,所述视觉机构在所述点胶工位采集一个所述料坑上产品位置信息的时间为t1,所述点胶机构在所述点胶工位完成一个产品的点胶作业时间为t2;
7.根据权利要求5所述的多工位点胶系统,其特征在于,沿着所述第一方向相邻两个所述点胶机构之间的距离设置为l1,n/m个所述料坑所占所述料梭的长度为l2;
8.根据权利要求5所述的多工位点胶系统,其特征在于,所述料梭被配置为多份,且相邻的两份料梭之间平行设置;每一份料梭至少包括两条料梭;
9.一种多工位点胶方法,所述多工位点胶方法基于权利要求1-8任一项所述多工位点胶系统实现,其特征在于,所述方法包括:
10.根据权利要求9所述的多工位点胶方法,其特征在于,所述方法还包括:
技术总结
本申请涉及点胶技术领域,特别是涉及一种多工位点胶系统。其包括:料梭,能够沿着第一方向运动,料梭上设有多个点胶工位以及n个料坑;视觉机构,能够沿着第二方向运动至料梭处,且视觉机构能够沿着第一方向运动至点胶工位处,并随着料梭的运动采集每个料坑中产品的位置信息;点胶机构,其数量与点胶工位的数量相对应,多个点胶机构沿着第一方向间隔设置且能够沿着第二方向运动至对应的点胶工位处,用以进行点胶作业;其中,沿第一方向,相邻两个点胶机构之间的区域形成避让区,当视觉机构采集完成料梭上产品的位置信息后,视觉机构运动至避让区域,以使点胶机构能够沿着第二方向运动至完成位置信息采集的料梭上。本申请产能高且成本低。
技术研发人员:曹明阳,高聪,陈文艺
受保护的技术使用者:杭州长川科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!