一种飞机结构紧固件的封包密封工具和工艺方法与流程
本发明涉及但不限于飞机制造,尤指一种飞机结构紧固件的封包密封工具和工艺方法。
背景技术:
1、目前,航空领域中飞机结构上螺栓等紧固件的封包密封技术分为两类:一类是手工涂胶,另一类是使用预制橡胶密封帽密封。
2、手工涂胶密封方式是应用最广泛的紧固件封包密封施工方式,通过手工借助工具将密封剂涂敷于紧固件表面,并以手工整形达到满意的外形,优点是对于不同规格的紧固件整形方便,缺点使用的工具尺寸不固定,缺少严格的操作规范,严重依赖技术人员的操作经验,一般操作人员使用时,工作效率低并且密封效果较差,密封效果不易控制,并且密封后外观一致性较差;另外,所使用的工具无法控制密封剂的使用量,容易出现密封剂使用量过多,飞机重量加大的问题,或者密封剂使用量不足,密封效果不合格的问题。使用预制橡胶密封帽密封的方式,使用与密封剂相同的材料预先硫化,制成中空的碗状密封帽,使用时将密封剂注入其中,直接安装在紧固件上,形成封包密封;该密封方式的优点是可以控制密封剂用量、封包后外形一致,缺点是封包内部密封剂填充状态无法监测,可能会出现预制密封帽与密封剂结合力不佳的情况。
技术实现思路
1、本发明的目的:为了解决上述技术问题,本发明实施例提供了一种飞机结构紧固件的封包密封工具和工艺方法,以解决飞机结构上螺栓等紧固件的现有封包密封方式,由于依赖手工操作且依赖技术人员的操作经验,从而导致密封外形差异大、密封剂用量不可控、封包密封操作复杂等问题,以及现有密封帽密封后出现针孔、且预制密封帽与密封剂结合力不佳的问题。
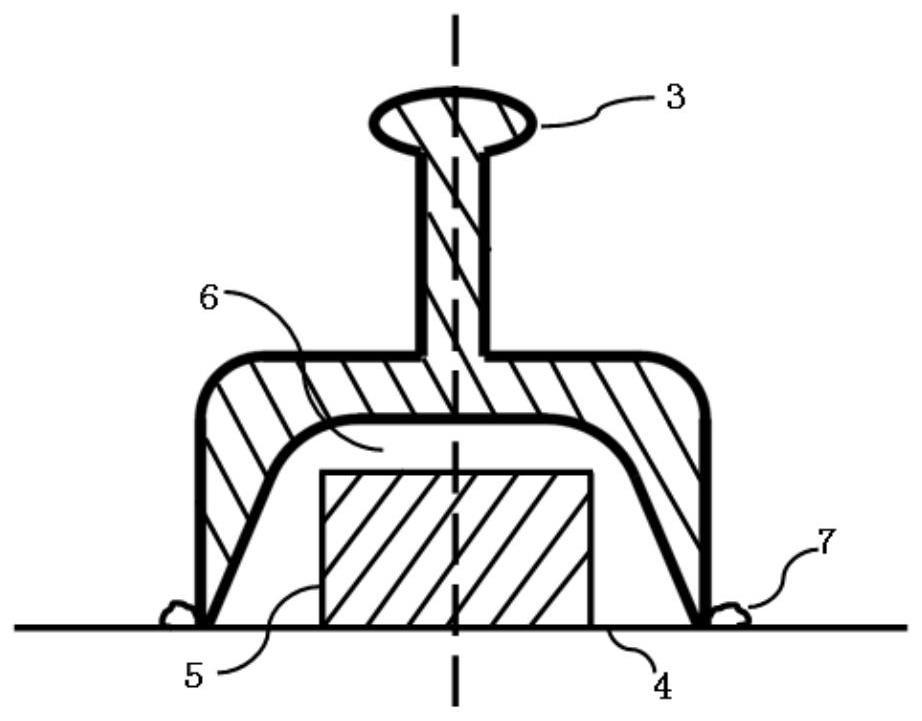
2、本发明的技术方案:本发明实施例提供一种飞机结构紧固件的封包密封工具,包括:碗状结构的封包主体1和工具手柄2;
3、其中,所述封包主体的碗状结构1的内型面为基于待封包紧固件的外形尺寸设置的,且碗状结构的内壁面光滑,用于通过其碗状结构的内壁面实施对紧固件的封包密封;
4、所述工具手柄2垂直固定连接在封包主体1的碗底外端面,作为封包密封工具3的手持部件。
5、可选地,如上所述的飞机结构紧固件的封包密封工具中,
6、所述封包主体1材料为聚四氟乙烯,且所述封包主体1的壁厚为0.2mm~1mm。
7、可选地,如上所述的飞机结构紧固件的封包密封工具中,
8、所述封包主体1中碗状结构的开口内径为紧固件直径的1.3~1.35倍,高度为紧固件高度的1.35~1.4倍。
9、本发明实施例还提供一种飞机结构紧固件的封包密封工艺方法,采用如上述任一项所述的飞机结构紧固件的封包密封工具执行所述封包密封工艺方法,所述方法包括:
10、步骤1,准备密封剂、注胶枪、封包密封工具;
11、步骤2,使用蘸有有机溶剂的棉布清洗紧固件及其周围;
12、步骤3,选择封包密封工具的封包主体规格,使用注胶枪完成封包主体的注胶;
13、步骤4,将封包主体垂直倒置,对准紧固件将封包主体安装在紧固件钉头上,检查封包主体周围有密封剂连续挤出后,进行固化;
14、步骤5,密封剂固化后用手挤压封包主体侧边,通过工具手柄启下封包密封工具,撕去挤出到封包主体外部的密封剂,不要实施溶剂擦拭。
15、可选地,如上所述的飞机结构紧固件的封包密封工艺方法中,所述步骤3中,
16、具体使用注胶枪向封包主体内注胶,且注胶方式使用的注胶枪枪嘴直径为1.5mm~2mm,出胶速率2mm/s~4mm/s。
17、可选地,如上所述的飞机结构紧固件的封包密封工艺方法中,所述步骤3中,
18、注胶时将注胶枪抵住封包主体的碗底最低处,连续挤出密封剂,使密封剂从底部开始填充封包主体,注胶高度为封包主体内腔高度的2/3。
19、可选地,如上所述的飞机结构紧固件的封包密封工艺方法中,所述步骤1之前,还包括:
20、第一次使用飞机结构紧固件的封包密封工具前,在100℃环境下一次性预热1h,以固化封包密封工具自身的产品尺寸。
21、可选地,如上所述的飞机结构紧固件的封包密封工艺方法中,所述步骤4中,在对准紧固件将封包主体安装在紧固件钉头上之后,还包括:
22、封包主体接触机身结构后继续施加压力,并旋转封包密封工具2~3圈。
23、可选地,如上所述的飞机结构紧固件的封包密封工艺方法中,所述步骤5之后,还包括:
24、步骤6,对所有紧固件的钉头完成封包密封后,进行飞机整机喷漆,且喷漆前检查紧固件密封表面针孔情况。
25、本发明的有益效果:本发明实施例提供一种飞机结构紧固件的封包密封工具和工艺方法,封包密封工具和采用其执行的工艺方法已经过系统的试验验证,能够满足飞机结构外表面螺栓钉头封包密封使用,改进效果极好,表现在以下方面:
26、(1)提高紧固件封包效率;手工进行紧固件封包操作,平均每个紧固件涂胶、整形时间约为3分钟,使用密封帽注胶、封包时间少于1分钟,平均密封效率提高65%。
27、(2)提升紧固件封包美观性;手工进行紧固件封包时,密封剂的外形及用量完全依赖手工控制,使用密封帽施工后,通过计算适用的密封帽尺寸,在满足紧固件密封效果的前提下,对密封剂的厚度、用量实现可调、可控。
28、(3)保证紧固件封包外观一致性;手工进行紧固件封包时,密封剂的外形取决于操作者的经验和技术,不同操作者在施工时涂敷的密封剂外观不一致,尤其对于飞机外表面,涂装后尤其明显。使用密封帽进行紧固件钉头封包密封,消除了人工操作经验和技术的差异,完全通过密封帽对紧固件头部封包密封的外形和尺寸进行控制,保证紧固件封包外观一致性。
29、(4)本发明实施例提供的紧固件的封包密封工具的形状简单、使用工艺便捷,可以控制密封剂在飞机上的用量,实现精细密封,能够实现飞机结构紧固件的快速封包密封;且其中的封包主体启模方便,易于操作,固化后的密封剂表面无针孔,可实现飞机工业化批量生产时飞机结构紧固件快速封包密封。
技术特征:
1.一种飞机结构紧固件的封包密封工具,其特征在于,包括:碗状结构的封包主体(1)和工具手柄(2);
2.根据权利要求1所述的飞机结构紧固件的封包密封工具,其特征在于,
3.根据权利要求2所述的飞机结构紧固件的封包密封工具,其特征在于,
4.一种飞机结构紧固件的封包密封工艺方法,其特征在于,采用如权利要求1~3中任一项所述的飞机结构紧固件的封包密封工具执行所述封包密封工艺方法,所述方法包括:
5.根据权利要求4所述的飞机结构紧固件的封包密封工艺方法,其特征在于,所述步骤3中,
6.根据权利要求5所述的飞机结构紧固件的封包密封工艺方法,其特征在于,所述步骤3中,
7.根据权利要求4所述的飞机结构紧固件的封包密封工艺方法,其特征在于,所述步骤1之前,还包括:
8.根据权利要求4~7中任一项所述的飞机结构紧固件的封包密封工艺方法,其特征在于,所述步骤4中,在对准紧固件将封包主体安装在紧固件钉头上之后,还包括:
9.根据权利要求4~7中任一项所述的飞机结构紧固件的封包密封工艺方法,其特征在于,所述步骤5之后,还包括:
技术总结
本发明实施例公开了一种飞机结构紧固件的封包密封工具和工艺方法,方法包括:步骤1,准备密封剂、注胶枪、封包密封工具;步骤2,使用蘸有有机溶剂的棉布清洗紧固件及其周围;步骤3,选择封包密封工具的封包主体规格,使用注胶枪完成封包主体的注胶;步骤4,将封包主体垂直倒置,对准紧固件将封包主体安装在紧固件钉头上,检查封包主体周围有密封剂连续挤出后,进行固化;步骤5,密封剂固化后用手挤压封包主体侧边,通过工具手柄启下封包密封工具,撕去挤出到封包主体外部的密封剂,不要实施溶剂擦拭。本发明实施例提供的技术方案实现了飞机工业化批量生产时飞机结构紧固件快速封包密封。
技术研发人员:陈静,云庆文,崔彧菁,米南,贾紫淇,毛英坤,蔡英楠,洪极穹,薛乃奇
受保护的技术使用者:哈尔滨哈飞航空工业有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!