滚动刷涂型涂覆机的制作方法
滚动刷涂型涂覆机
【技术领域】
1.本发明涉及涂覆机的技术领域,特别是滚动刷涂型涂覆机的技术领域。
背景技术:
2.电缆是一种用于传输和分配电能的线材,通常包括一根或多根绝缘线芯(各根绝缘线芯之外可能单独包覆有内护皮套)以及同时包覆在各根绝缘线芯之外的外护皮套,可应用城市地下电网、发电站引出线路、工矿企业内部供电及过江海水下输电线等处。
3.电缆主要通过拉制(在外力作用下使金属强行通过模具以使金属的横截面积被压缩至所需大小)、绞制(将2根以上的导体按着规定的方向交织在一起)和包覆(导体之外包上所需材料)三种工艺来作完成。其中,包覆包括挤包、纵包、绕包和浸涂,可辅助电缆实现特殊的性能要求,而浸涂则主要指在电缆之外涂覆绝缘涂料和防火涂料等。
4.现有的电缆的浸涂设备通常选择直接利用导轮将电缆导向装有涂料的液箱之中,而在使电缆完全浸没于涂料之后,再次利用导轮将电缆导出装有涂料的液箱之外,如公告号为cn210896784u的实用新型专利所公开的一种电线电缆绝缘包皮浸涂装置。然而,此种装置可能导致电缆表面的涂料包覆过厚,进而导致涂料浪费。此外,亦有采用滴涂配合刮擦的方式进行涂料涂覆的装置,如公开(公告)号为cn202290455u的实用新型专利所公开的一种电缆沥青加热涂覆装置。但是,一方面从上至下滴涂的方式难以保证电缆的表面的各个点位均可充分接触到涂料,另一方面在高温环境下长时间工作后,设备的顶部内壁容易出现涂料初步凝结的现象,而初步凝结的涂料又可能在重力作用下直接滴落至已浸涂有涂料的电缆的表面并在后续烘干环境中进一步凝结,导致涂料包覆均匀性的进一步下降。
技术实现要素:
5.本发明的目的就是解决现有技术中的问题,提出滚动刷涂型涂覆机,既可有效避免由刷涂过厚而引起的涂料浪费问题,还可保证电缆表面涂料的均匀包裹。
6.为实现上述目的,本发明提出了滚动刷涂型涂覆机,包括滴液器、刷涂器、熔融炉和控制机箱,所述熔融炉相对的两侧炉壁处分别设有进线口和出线口,所述刷涂器包括刷料筒、刷涂电机和刷涂传动组件,所述刷料筒包括丝网筒和海绵筒,所述海绵筒的内部设有刷涂通道,所述刷涂通道的两端分别正对进线口和出线口设置,所述丝网筒同轴固定在海绵筒之外,所述刷涂电机通过刷涂传动组件驱动刷料筒沿着刷涂通道的中轴线自转,所述滴液器不断将位于熔融炉之中的药剂滴落至丝网筒表面之上,所述控制机箱分别与滴液器、刷涂器和熔融炉电连接。
7.作为优选,所述滴液器包括传料轮、传料电机、传料传动组件和刮板,传料轮的底部浸入药剂之中,所述传料电机通过传料传动组件驱动传料轮沿着轮体中转线自转,所述刮板呈倾斜设置且较高的一端与传料轮的轮体外壁相接触而另一端位于丝网筒的上方。
8.作为优选,所述刷涂器还包括弹片,所述丝网筒同轴套设在海绵筒之外,若干片所述弹片分别环绕设置在刷涂通道的两端处并利用弹力压迫海绵筒。
9.作为优选,所述刷涂器还包括内圈和外圈,所述丝网筒的两端分别同轴固定有内圈,两个所述内圈之外分别螺纹连接有外圈,各片所述弹片的一端分别与其中一个外圈相固定而另一端则分别伸入刷涂通道内并与内圈共同夹持海绵筒。
10.作为优选,两个所述外圈远离丝网筒的一端分别设有内翻边,两个所述内圈远离丝网筒的一端可分别与所连接的外圈的内翻边相顶撑。
11.作为优选,两个所述外圈远离丝网筒的一端分别固定在熔融炉的炉壁内侧。
12.作为优选,所述丝网筒为具有柔性的编织网筒。
13.作为优选,两个所述内圈靠近丝网筒的一端分别伸出所连接的外圈之外。
14.作为优选,所述刷涂传动组件包括导杆、主动齿轮和被动齿轮,所述导杆与刷料筒相平行且一端与刷涂电机的输出轴的自由端相固定,至少其中一个所述外圈之外同轴固定有若干个被动齿轮,若干个所述主动齿轮分别同轴固定在导杆之外且与各个被动齿轮一一对应咬合。
15.作为优选,所述熔融炉之中分别设有若干组加热器、搅拌器和温度传感器。
16.本发明的有益效果:
17.1)通过设置丝网筒和海绵筒共同构成刷料筒,利用刷涂电机和刷涂传动组件驱动刷料筒自转,再利用滴液器逐渐将熔融炉内的药剂滴至刷料筒之上,从而使电缆在逐段穿过浸润有药剂且不断自转的海绵筒期间均匀地被刷涂上一层药剂,可有效避免由刷涂过厚而引起的药剂浪费问题,保证电缆表面涂料的均匀包裹;
18.2)通过使丝网筒直接同轴套设在海绵筒之外,在刷涂通道的两端处分别安装内圈,在两个内圈之外分别螺纹连接带有弹片的外圈,可利用弹片弹力压迫海绵筒,从而便于海绵筒的快速拆装和定期更换;
19.3)通过使两个外圈远离丝网筒的一端分别固定在熔融炉的炉壁内侧,同时选用具有柔性的编织网筒作为丝网筒,既可使贯穿熔融炉的电缆的全段均被包围在刷料筒内,从而利用丝网筒和海绵筒进行双重隔离,避免位于熔融炉内壁顶端的初凝的涂料直接滴落在电缆表面,还不影响海绵筒的拆换。
20.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
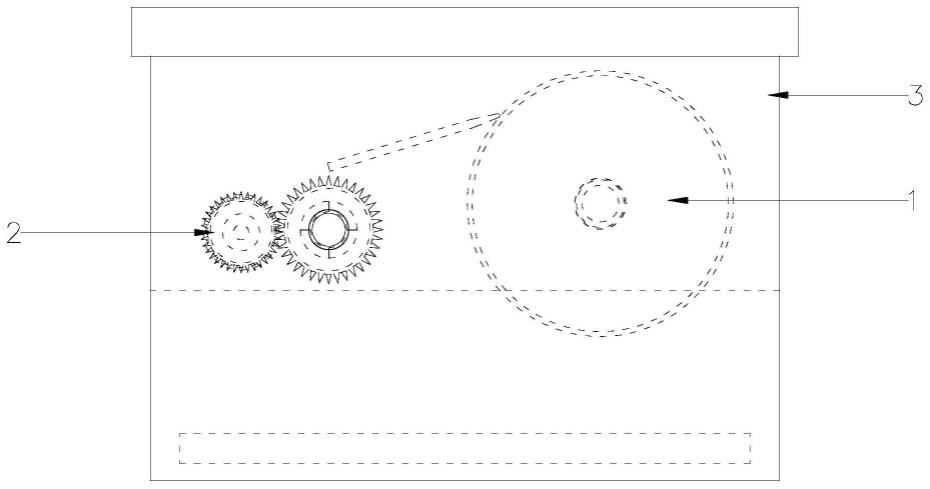
21.图1是本发明滚动刷涂型涂覆机的主视图;
22.图2是本发明滚动刷涂型涂覆机的刷涂器的俯视图;
23.图3是本发明滚动刷涂型涂覆机的滴液器和刷涂器的装配示意图;
24.图4是本发明滚动刷涂型涂覆机的刷料筒的剖视图。
25.图中:1-滴液器、11-传料轮、12-刮板、2-刷涂器、21-刷料筒、211-丝网筒、212-海绵筒、213-内圈、214-外圈、2141-内翻边、215-弹片、22-刷涂电机、23-刷涂传动组件、231-导杆、232-主动齿轮、233-被动齿轮、3-熔融炉、4-电缆。
【具体实施方式】
26.参阅图1至图4,本发明滚动刷涂型涂覆机,包括滴液器1、刷涂器2、熔融炉3和控制机箱,所述熔融炉3相对的两侧炉壁处分别设有进线口和出线口,所述刷涂器2包括刷料筒
21、刷涂电机22和刷涂传动组件23,所述刷料筒21包括丝网筒211和海绵筒212,所述海绵筒212的内部设有刷涂通道,所述刷涂通道的两端分别正对进线口和出线口设置,所述丝网筒211同轴固定在海绵筒212之外,所述刷涂电机22通过刷涂传动组件23驱动刷料筒21沿着刷涂通道的中轴线自转,所述滴液器1不断将位于熔融炉3之中的药剂滴落至丝网筒211表面之上,所述控制机箱分别与滴液器1、刷涂器2和熔融炉3电连接。
27.所述滴液器1包括传料轮11、传料电机、传料传动组件和刮板12,传料轮11的底部浸入药剂之中,所述传料电机通过传料传动组件驱动传料轮11沿着轮体中转线自转,所述刮板12呈倾斜设置且较高的一端与传料轮11的轮体外壁相接触而另一端位于丝网筒211的上方。
28.所述刷涂器2还包括弹片215,所述丝网筒211同轴套设在海绵筒212之外,若干片所述弹片215分别环绕设置在刷涂通道的两端处并利用弹力压迫海绵筒212。
29.所述刷涂器2还包括内圈213和外圈214,所述丝网筒211的两端分别同轴固定有内圈213,两个所述内圈213之外分别螺纹连接有外圈214,各片所述弹片215的一端分别与其中一个外圈214相固定而另一端则分别伸入刷涂通道内并与内圈213共同夹持海绵筒212。
30.两个所述外圈214远离丝网筒211的一端分别设有内翻边2141,两个所述内圈213远离丝网筒211的一端可分别与所连接的外圈214的内翻边2141相顶撑。
31.两个所述外圈214远离丝网筒211的一端分别固定在熔融炉3的炉壁内侧。
32.所述丝网筒211为具有柔性的编织网筒。
33.两个所述内圈213靠近丝网筒211的一端分别伸出所连接的外圈214之外。
34.所述刷涂传动组件23包括导杆231、主动齿轮232和被动齿轮233,所述导杆231与刷料筒21相平行且一端与刷涂电机22的输出轴的自由端相固定,至少其中一个所述外圈214之外同轴固定有若干个被动齿轮233,若干个所述主动齿轮232分别同轴固定在导杆231之外且与各个被动齿轮233一一对应咬合。
35.所述熔融炉3之中分别设有若干组加热器、搅拌器和温度传感器。
36.本发明工作过程:
37.直接将电缆沿着进线口伸入熔融炉3之中,再在贯穿刷涂通道之后,从出线口伸出熔融炉3之外。在工作过程中,传料电机通过传料传动组件驱动传料轮11自转,使传料轮11的轮体外壁不断浸入并蘸取位于熔融炉3内的涂料,而位于传料轮11的轮体外壁处的涂料则可被刮板12逐渐刮下并在沿着刮板12滴至丝网筒211的表面之后,再缓缓渗入海绵筒212内部。与此同时,刷涂电机22不断驱动导杆231及其上所连接的各个主动齿轮232转动,从而通过各个被动齿轮233带动刷料筒21随之转动。因此,当电缆逐段穿过刷料筒21时,可与转动的且浸润有涂料的海绵筒212充分接触,从而完成涂料的均匀刷涂。
38.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1