一种抗菌抗病毒不锈钢静电粉末喷涂工艺的制作方法
本发明涉及不锈钢表面处理,尤其涉及一种抗菌抗病毒不锈钢静电粉末喷涂工艺。
背景技术:
1、不锈钢(stainless steel)根据gb/t20878-2007中定义是以不锈、耐蚀性为主要特性,且铬含量至少为10.5%,碳含量最大不超过1.2%的钢。为了提升不锈钢管的性能和达到某种效果需要对不锈钢管表面处理,常见的不锈钢管表面处理工艺有镜面处理、喷砂处理、化学处理、着色处理、喷涂处理和表面拉丝处理等,每种处理工艺都能提升不锈钢板的优良性能。
2、为同时满足不锈钢抗菌抗病毒的实用性能、装饰性能及耐腐蚀性能,本发明提供一种抗菌抗病毒不锈钢静电粉末喷涂工艺。
技术实现思路
1、基于现有的不锈钢无法同时满足抗菌抗病毒的实用性能、装饰性能及耐腐蚀性能技术问题,本发明提出了一种抗菌抗病毒不锈钢静电粉末喷涂工艺。
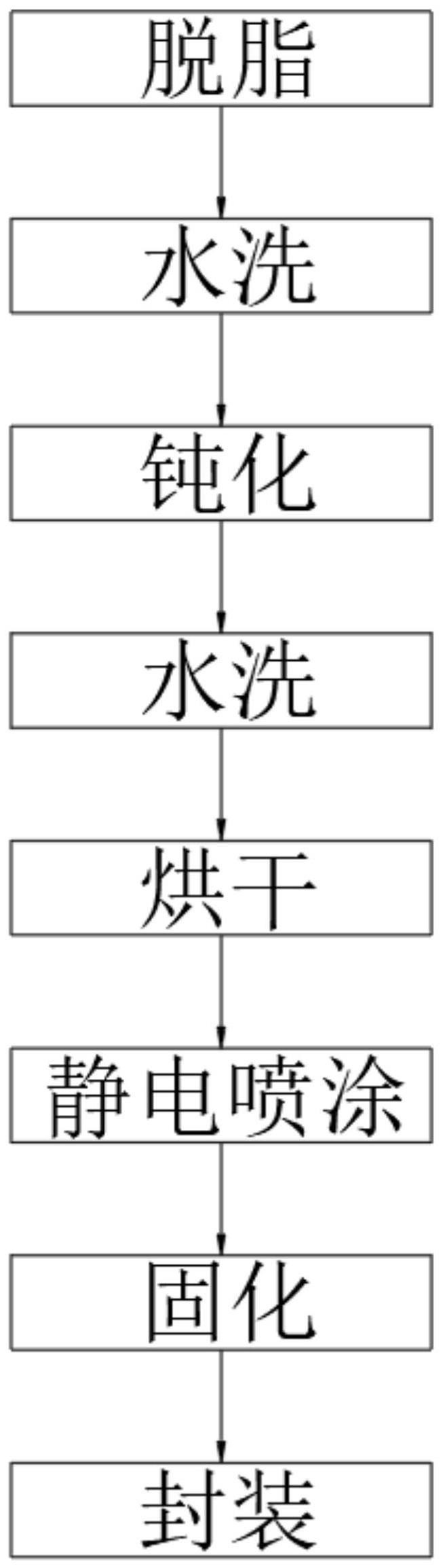
2、本发明提出的一种抗菌抗病毒不锈钢静电粉末喷涂工艺,包括以下步骤:
3、s1:对不锈钢进行脱脂处理,并用水清洗干净;
4、s2:将不锈钢放入钝化液中进行处理,并用水清洗干净;
5、s3:将钝化处理过后的不锈钢表面烘干;
6、s4:对不锈钢进行真空静电粉末喷涂,工艺参数为:静电喷枪的喷涂电压为125~150kv,静电喷涂电流为50~75μa,喷粉气压为0.25~0.30mpa,喷枪喷涂温度为20~30℃,静电喷涂距离维持在20~30cm之间;采用红外检测器监测静电粉末喷涂涂层的厚度并将厚度控制在60~80μm之间;
7、s5:将静电粉末喷涂完毕的不锈钢进行固化处理,固化温度控制为100~180℃,维持20~40min,使抗菌抗病毒涂层固化;
8、s6:检验,封装。
9、优选地,所述钝化液包括如下原料:氢氟酸2~4%、甲酸3~10%、钨酸钾5~15%、氟锆酸钾5~10%、有机缓蚀剂3~6%和水55~82%。
10、优选地,所述静电粉末包括如下原料:水性环氧树脂漆40~60份,无机抗菌剂2~5份,抗病毒成分1~2份。
11、优选地,所述无机抗菌剂包括银锌系无机抗菌剂、金属离子负载的沸石抗菌剂、纳米氧化锌抗菌剂、硅胶抗菌剂、磷酸复盐抗菌剂、膨润土抗菌剂、可溶性玻璃抗菌剂、二氧化钛、钨酸铋中的一种或多种。
12、优选地,所述抗病毒成分包括聚丙烯酸或聚丙烯酸碱金属盐、抗生素、黄芪多糖、板青颗粒、双黄连颗粒中的一种或多种。
13、与现有技术相比,本发明提供了一种抗菌抗病毒不锈钢静电粉末喷涂工艺,具备以下有益效果:
14、本发明的技术方案,通过真空静电粉末喷涂,采用较高的静电电压可以提高喷涂粉末的上粉率,相对于传统的喷涂工艺,其喷涂效率更高,涂料使用量较少,降低了购买涂料的成本,避免了传统工艺涂料的大量浪费,降低了过量浪费的涂料造成的环境污染,从而起到环保节能的有益效果;采用静电喷枪进行低温固化粉末涂料的喷涂,其与不锈钢底材具有很好的附着力,固化后的涂膜耐腐蚀性和耐化学药品性能优异,涂膜收缩小、硬度高、耐磨性好,抗腐蚀性能、电气绝缘性能优异;本发明采用真空静电喷涂工艺,不仅具有能耗低、环保的优点,而且雾化效果更强,涂层更加光滑均匀,不产生水斑和气斑;在静电喷涂步骤之前增加的静电消除步骤,消除掉外饰件本身所带的静电,这样在静电喷涂步骤中,静电发生器会使每一块外饰件带同样电阻的静电,如此便可保证每一块外饰板的涂层质量;静电粉末喷涂过程中抗菌抗病毒剂的掺入,改善了不锈钢材料的抗菌抗病毒效果,该抗菌抗病毒静电粉末喷涂铝合金的抗菌抗病毒效果对金黄色葡萄球菌的抑菌率可达到99%以上,对大肠杆菌的抑菌率达到99%以上;对h1n1和h3n2的抗病毒活性率均在99%以上,防霉等级0级。
技术特征:
1.一种抗菌抗病毒不锈钢静电粉末喷涂工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种抗菌抗病毒不锈钢静电粉末喷涂工艺,其特征在于,所述钝化液包括如下原料:氢氟酸2~4%、甲酸3~10%、钨酸钾5~15%、氟锆酸钾5~10%、有机缓蚀剂3~6%和水55~82%。
3.根据权利要求1所述的一种抗菌抗病毒不锈钢静电粉末喷涂工艺,其特征在于,所述静电粉末包括如下原料:水性环氧树脂漆40~60份,无机抗菌剂2~5份,抗病毒成分1~2份。
4.根据权利要求3所述的一种抗菌抗病毒不锈钢静电粉末喷涂工艺,其特征在于,所述无机抗菌剂包括银锌系无机抗菌剂、金属离子负载的沸石抗菌剂、纳米氧化锌抗菌剂、硅胶抗菌剂、磷酸复盐抗菌剂、膨润土抗菌剂、可溶性玻璃抗菌剂、二氧化钛、钨酸铋中的一种或多种。
5.根据权利要求3所述的一种抗菌抗病毒不锈钢静电粉末喷涂工艺,其特征在于,所述抗病毒成分包括聚丙烯酸或聚丙烯酸碱金属盐、抗生素、黄芪多糖、板青颗粒、双黄连颗粒中的一种或多种。
技术总结
本发明属于不锈钢表面处理技术领域,尤其是一种抗菌抗病毒不锈钢静电粉末喷涂工艺,包括以下步骤:先对不锈钢进行脱脂处理,并用水清洗干净;然后将不锈钢放入钝化液中进行处理,并用水清洗干净;接着将钝化处理过后的不锈钢表面烘干;随后对不锈钢进行真空静电粉末喷涂,然后将静电粉末喷涂完毕的不锈钢进行固化处理,最后进行检验,封装。本发明通过该工艺可以获得一种具有抗菌抗病毒效果的表面涂层杂质少、无缩孔、上粉率高、薄厚均匀、厚度适中、无色差、附着力强的不锈钢材料,另外,由于静态粉末喷涂是无溶剂喷涂,彻底清除了环境污染现象,且静电喷涂的综合成本也更低。
技术研发人员:陈广川,于红光,王斐,刘晓婷
受保护的技术使用者:安徽同曦高科新材料股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!