一种异形负压收料机构及应用其的预喷涂装置的制作方法
1.本发明涉及防爆除尘系统的惰性粉尘预喷涂装置,尤其涉及一种异形负压收料机构及应用其的预喷涂装置。
背景技术:
2.目前,锂电池行业发展迅速,而锂电池生产车间对于环境的要求十分严苛,除尘器是必备的装置;此外,锂电池的原料具有较强的活性,如碳粉等,粉尘爆炸风险很高,上述生产环境问题以及生产过程的安全问题制约了动力电池行业的发展。而使用预喷涂装置向除尘器内喷涂惰性粉尘,可以大大降低除尘器内的爆炸风险,因此,预喷涂装置对于锂电池行业的生产制造具有不可替代的重要作用。
3.预喷涂装置,行业内又称惰化装置,主要由搅拌机构、给料输送机构以及负压收料机构组成,惰性粉尘投入搅拌机构中搅拌后,由给料输送机构输送至负压收料机构内并抽吸至除尘器内,惰化粉料在除尘器内弥散并附着在过滤部件(例如布袋或者滤筒等)上,在滤袋或者滤筒上形成粉膜保护,能够将油性、黏性颗粒伙伴液滴甚至火花在滤材表面充分吸收或熄灭,也能够大幅降低爆炸性粉尘的密度,从而起到保护过滤部件,防止除尘器内粉尘爆炸的风险的作用。
4.当前行业内所用的预喷涂装置存在以下问题:1、一线动力电池生产车间对于喷涂精度与喷涂质量要求严格,例如现有客户要求喷涂量精确控制到200g/h
±
20%的偏差量,但是当前的预喷涂装置无法达到此加粉精度要求;2、负压收料机构的收料口结构粗糙,经常发生堵料、漏料等情况,粉料的弥散性差,以至于被抽吸到除尘器中的喷涂效果也受到影响;3、负压收料机构的风机抽吸产生的负压也会给粉料的称重造成附加重量,从而影响称重结果,进一步影响预喷涂的精度。
5.为解决上述问题,本公司对预喷涂装置的收料口结构进行重点改进,使得负压收料机构的粉料静态混合流态化进入管道内,粉料均匀弥散,防止堵料,进而改善喷涂质量;负压收料机构与搅拌机构、给料运输机构共同配合,实现失重闭环稳定性控制,提高喷涂精度。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的缺点,而提出的异形负压收料机构及应用其的预喷涂装置。
7.为实现上述目的,本发明采用了如下技术方案:一种异形负压收料机构,用于在预喷涂装置内接收给料输送机构所输送的粉料;所述异形负压收料机构包括异形收料口以及负压输送系统;所述异形收料口整体为倒锥形结构,所述异形收料口包括上端开口以及下端开口,所述上端开口大于所述下端开口,所述上端开口位于所述给料输送机构的下料口下方且用以承接惰性粉料,所述给料输送机构的下料口伸入所述上端开口内部且与所述上端开口的内壁之间互不接触,所述下端开口连接
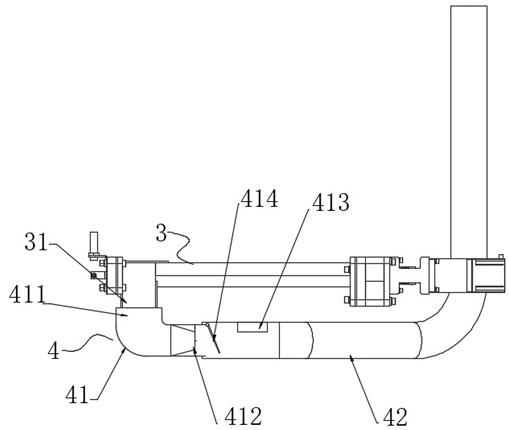
412,压力传感器-413,重力止回阀-414。
具体实施方式
21.为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
22.请结合参照图1-图4,本发明提供了一种异形负压收料机构,用于在预喷涂装置内接收给料输送机构所输送的粉料;异形负压收料机构4包括异形收料口41以及负压输送系统42;异形收料口41整体为倒锥形结构,异形收料口41包括上端开口411以及下端开口412,上端开口411大于下端开口412,上端开口411位于给料输送机构的下料口31下方且用以承接惰性粉料,给料输送机构3的下料口31伸入上端开口411内部且与上端开口411的内壁之间互不接触,下端开口412连接负压输送系统42并将粉料负压抽吸送至除尘器内。
23.一方面,本发明的异形收料口41为倒锥形,上端开口411大于下端开口412,这种锥形结构使得负压输送系统42进行负压抽吸时气流组织能够被有效利用并优化,减少通道涡流,防止粉料在收料口内沉积,锥角结构能够防止沉积现象恶化,使得粉料在流场或者重力场的作用下迅速滑落到管道内并被抽吸至除尘器中。优选地,独立异形收料口41的伞状锥角α≤25
°
,经过大量试验,此角度范围内粉料的下料最为流畅。
24.另一方面,本发明的异形收料口41设计成独立的结构,与上方的给料输送机构在结构上完全分离,给料输送机构的下料口31伸入异形收料口41内,且异形收料口41与下料口31之间保持合适的间距,配合负压输送系统42的负压抽吸,能够实现粉料静态混合流态化送至后方的管道系统内,并且粉料不会溢出收料口之外。此外,由于异形收料口41不与上方的给料输送机构3接触,因此负压输送系统42的风机启动后工作造成的震动并不会影响给料输送机构3以及与给料输送机构3相连的搅拌机构,而搅拌机构的搅拌与下料又直接影响预喷涂装置的喷涂量精确度,因此本发明的异形收料口41能够进一步提高惰性粉料的喷涂量精确度。优选地,上端开口411的周部与给料输送结构的下料口31之间的间距a范围为10mm-20mm,经过大量试验,此间距范围是能够保证粉料被高效、快速、均匀抽吸的情况下,异形收料口41的震动不会触碰影响给料输送机构3的下料口31,也不会造成粉末逸出异形收料口41的情况。
25.预喷涂装置的搅拌机构中为了精确测量每次的下料量,会通过安装重量传感器对每次下料喷涂后的搅拌机构及其相连部件进行称重测量。每次的喷涂量都是严格限定,例如客户要求每次的喷涂量为200g/h
±
20%的偏差量,因此预设的最佳状态下,每分钟的下料量应为定值,前后的偏差需要控制在预设范围内,称重传感器每分钟进行一次称重测量,测量得到的称重数在理想状态下应该也是定值,测得的多组数据在理想状态下应该是一条线性变化的直线,但是目前的预喷涂装置由于粉料在搅拌机构、给料输送机构、异形负压收料机构中板结、搭桥、堵料、下料不均等的限制和不足,且装置运行过程中的晃动与负压导致的附加重力影响,使得传感器称重测量会有偏差,远远达不到精确的预喷涂量。
26.本发明的异形负压收料机构4,使用时先打开负压输送系统42,等待负压稳定后再启动称重传感器,称重传感器测得的数值通过滤波器过滤
±
0.5%的波动;异形负压收料机构4停止负压抽吸后,支撑型称重传感器21立刻停止测量,因此能够在使用时避免负压输送系统42的负压给称重测量带来的附加重力影响,使得每次的重量测量反馈更加精准,因此
控制系统能够更加精准地控制喷涂量。
27.在一实施例中,下端开口412连接的输送管内安装压力传感器413,压力传感器413用以实时检测负压数值并反馈至预喷涂装置的控制系统中,通过在输送管内安装压力传感器413,负压输送系统42的不同负压,不同负压对搅拌机构的称重数值产生的附加重力进行记录并拟合成曲线,实时监测负压数值,依据此数据对表显重量值进行增减还原,从而能够精准排除负压的附加重力影响。
28.在一优选的实施例中,独立异形收料口41的上端开口411为方形截面,下端开口412为圆形截面且与输送管连接,方形截面流速≥9.2m/s,尾部圆形管道截面平均流速≥25m/s,气力输送系统的负压≥900pa,此参数值能够使得惰性粉料在被负压抽吸时能够以流态化均匀弥散的状态,连续快速地被抽吸到异形负压收料口中,避免粉料逸散撒漏,能够起到最佳的抽吸效果。负压输送系统42的负压需要保持在900pa以上,以便于抽吸粉料;小于900pa,粉料收到的抽吸力可能不足以让粉料均匀弥散落入收料口内,易使得粉料下落不均匀或者结团下落。
29.在一实施例中,异形收料口41还包括重力止回阀414,重力止回阀414安装在下端开口412处,可以有效防止异形收料口41内的粉料回流甚至逸散至异形收料口41外部。
30.一种预喷涂装置,包括外壳体1以及如上述任一项的异形负压收料机构4;异形负压收料机构4安装在外壳体1内部且用以将粉料送至除尘器内。
31.在一实施例中,预喷涂装置还包括安装在外壳体1内的卧式搅拌机构2,卧式搅拌机构2的两侧分别对称设置支撑型称重传感器21,且通过两个支撑型称重传感器21悬吊在外壳体1的顶部,支撑型称重传感器21用以测量卧式搅拌机构2及与其相连的相关结构的整体重量并将信号反馈至预喷涂装置的控制系统内。本发明为了对预喷涂量达到更加精准的控制,在搅拌机构中也安装了称重传感器,并且本发明的支撑型称重传感器21是双侧悬吊式称重结构,能够双侧称重,并且将两个支撑型称重传感器21的数值平均值作为最终的称重结果,悬吊的称重方式相较于压力称重方式,也使得称重结果更加精准,而称重数值越精准,对于每次喷涂量的测量也越精准,对于每次喷涂量的控制就越精确。
32.进一步地,异形负压收料机构4对的不同负压对支撑型称重传感器21检测的称重数产生附加重力,不同负压与其相对应的附加重力数值记录形成拟合曲线,对卧式搅拌筒的实际重量值进行增减还原。由于双侧悬吊式称重的结构使得搅拌机构容易晃动,而晃动会使得称重数值的不稳定性增大,再加上异形负压收料机构4的负压抽吸会对称重数值产生附加重力,也会使得称重数值偏大,并且随着不同负压的变化,其给支撑型称重传感器21的称重数值带来的附加重力也随之变化;而本实施例中的校正方法,能够针对不同的负压值,参照拟合曲线对附加重力进行抵消,还原实际的称重值,摒弃干扰,使得控制系统控制搅拌机构、给料输送机构以及负压输送机构之间形成高精确度的负反馈闭环控制,从而达到高精度的喷涂量控制。
33.在一实施例中,预喷涂装置还包括安装在外壳体1内的双螺旋给料输送机构3,双螺旋给料输送结构安装在卧式搅拌机构2与异形负压收料机构4之间,双螺旋给料输送机构3承接卧式搅拌结构的粉料并输送至异形负压收料机构4中。双螺旋给料输送机构3与异形收料机构之间完全分离独立,连接处留有间隙,因此异性收料口处的因负压抽吸和输送粉料产生的抖动并不会带动和影响上方的双螺旋给料输送机构3甚至是卧式搅拌机构2,从一
定程度上降低了搅拌机构以及双螺旋给料输送机构3的下料精确度影响,降低了调节以及精度控制的难度,提高了喷涂量控制精确度。
34.在一实施例中,预喷涂装置的外壳体1的侧壁上设有通风百叶,用于保证预喷涂装置的内外腔体压力平衡,防止因为异形负压收料机构4设置的负压过大导致双侧的支撑型称重传感器21测得的承重数值偏差过大,从而提高预喷涂装置下料的精确度。
35.本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1