一种工业反渗透膜元件全自动化卷制制备工艺的制作方法
本发明涉及反渗透膜,具体涉及一种工业反渗透膜元件全自动化卷制制备工艺。
背景技术:
1、随着技术的进步与发展,膜法水处理技术由于其具有的能耗低,效率高,占地面积小的特点,已经成为一种非常重要的水处理技术。
2、现有的技术中,通常采用浓水流道布裁切工艺、膜片裁切工艺、纯水流道布裁切预组装工艺、卷膜工艺均单独运行的方式,分段的方式加工,然后再将裁切好的浓水流道布、膜片进行人工预组装成膜布组,再通过人工将预组装的膜布组和焊接好的纯水流道布组通过卷膜工艺将其绕卷于中心管上,随后在绕卷后的滤芯缠绕白色防水胶带形成膜卷。如此,在加工过程中均需人工辅助进行,且多个工艺依次分步进行加工,进料过程、预组装、卷膜过程无法连续运行,在膜片和浓水流道布预组装、纯水流道布预组装、卷膜过程中,存在加工不便、相互配合不紧密、自动化程度较低、费时费力费人工的问题。因此,如何提高反渗透膜元件卷制工艺的效率,提高自动化程度,是目前亟需解决的问题。
技术实现思路
1、本发明旨在提供一种工业反渗透膜元件全自动化卷制制备工艺,用于解决以上问题。
2、本发明的技术方案是:
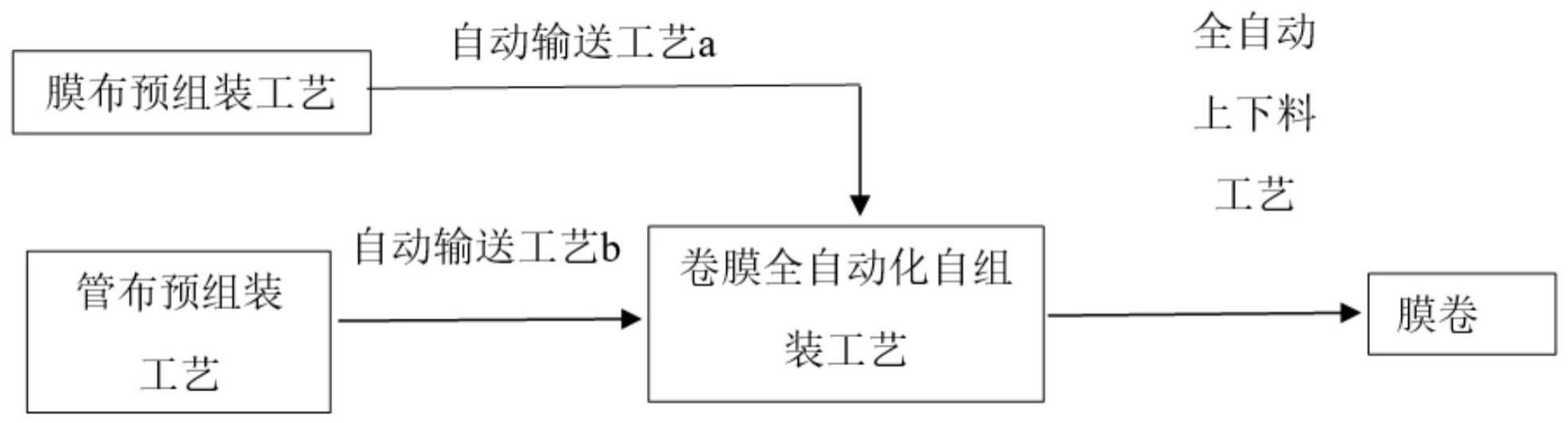
3、一种工业反渗透膜元件全自动化卷制制备工艺,包括:膜布预组装工艺、管布预组装工艺、自动输送工艺、卷膜全自动化自组装工艺、全自动上下料工艺;其中,
4、通过膜布预组装工艺裁切浓水流道布和膜片并预组装成膜布组;
5、通过管布预组装工艺将中心管和纯水流道布形成管布组;
6、在膜布预组装工艺和卷膜全自动化自组装工艺之间,在管布预组装工艺和卷膜全自动化自组装工艺之间都设置自动输送工艺,通过自动输送工艺将膜布组和管布组输送到全自动化自组装工艺段,形成膜带卷;
7、在全自动化自组装工艺后设置全自动上下料工艺,通过全自动上下料工艺将膜带卷运输至指定位置,得到膜卷。
8、优选地,膜布预组装工艺具体包括:浓水流道布裁切工序、膜片裁切工序、浓水流道布和膜片预组装工序;其中,通过浓水流道布裁切工序进行浓水流道布裁切,通过膜片裁切工序进行膜片裁切,通过浓水流道布和膜片预组装工艺将膜片和浓水流道布组成膜布组。
9、优选地,浓水流道布裁切工序具体包括:浓水流道布检测工序、问题浓水流道布剔除工序、浓水流道布裁切工序;其中,通过浓水流道布检测工序进行浓水流道布判定,通过问题浓水流道布剔除工序去除异常浓水流道布,再通过浓水流道布裁切工序将原始浓水流道布进行裁切成型。
10、优选地,膜片裁切工序具体包括:膜片检测工序、问题膜片剔除工序、膜片裁切工序;其中,通过膜片检测工序进行膜片判定,通过问题膜片剔除工序去除异常膜片,再通过膜片裁切工艺将原始膜片进行裁切成型;
11、其中,膜片检测工艺具体包括:在膜片检测工艺设置标准样品导入、漏点识别判定、透光率测定,通过标准样品导入将标准样录入系统,并通过露点识别判定和透光率测定设置膜片判定标准。
12、优选地,浓水流道布和膜片预组装工序具体包括:透明胶带粘贴工序、膜片折叠工序、折痕热压工序;其中,通过透明胶带粘贴工序将膜片进行胶带粘贴,通过膜片折叠工序将膜片和浓水流道布折叠成膜布组,通过折痕热压工序将膜布组折痕进行热压。
13、优选地,管布预组装工艺具体包括:纯水流道布裁切工序、纯水流道布输送工序、定位工序、纯水流道布焊接工序、管布焊接工序、下料工序;其中,通过纯水流道布裁切工序将原始纯水流道布裁切成型,通过纯水流道布输送工序和定位工序将纯水流道布输送到相应位置进行定位,通过纯水流道布焊接工序将纯水流道布焊接成纯水流道布组,通过管布焊接工序将纯水流道布组和中心管焊接成管布组,通过下料工序将管布组输送到指定位置。
14、优选地,纯水流道布裁切工序具体包括:纯水流道布检测工序、问题纯水流道布剔除工序、纯水流道布裁切工序;其中,通过纯水流道布检测工序进行纯水流道布判定,通过问题纯水流道布剔除工序去除异常纯水流道布,再通过纯水流道布裁切工艺将原始纯水流道布进行裁切成型。
15、优选地,自动输送工艺具体包括:在膜布预组装工艺与全自动自组装工艺之间设有输送工序(a),通过输送工序将膜布组输送到指定位置;在管布预组装工艺与全自动化自组装工艺之间设有输送工艺(b),通过输送工序将管布组输送到指定位置。
16、优选地,卷膜全自动化自组装工艺具体包括:管布上料工序、纯水流道布组翻转工序、膜布组入料工序、打胶工序、卷绕工序、直径检测工序、缠胶带工序、直径检测工序,具体步骤包括:
17、b1.通过管布上料工序将管布组放入到指定位置;
18、b2.通过纯水流道布翻转工序将纯水流道布组按流程翻转到指定位置;
19、b3.通过膜布组入料工序将膜布组插入到纯水流道布组相应位置;
20、b4.通过纯水流道布翻转工序将纯水流道布组按流程翻转到指定位置;
21、b5.通过打胶工序在纯水流道布上进行打胶;
22、b6.重复b3-b6步骤,得到打胶好的膜管布组;
23、b7.通过卷绕工序将膜管布组进行卷绕得到膜组,通过直径检测工序进行直径检测,通过缠胶带工序将膜组缠绕固定成膜带卷。
24、优选地,b5中,在打胶工序设置一种或多种打胶工艺,包括胶线定位工序、胶量控制工序,通过胶线定位工序和胶量控制工序实现胶线位置和胶量的固定和调节;b7中,缠胶带工序具体为:在缠胶带工序设置胶带缠绕工艺、胶卷直径监测工艺,通过胶带缠绕工序进行胶带自动缠绕,通过膜卷直径检测工艺进行胶带直径检测,从而确定是否合格;b7中,直径检测工序具体为:直径检测工序设置缠胶带前检测工序、缠胶带后检测工序、直径判定工序,通过直径判定工序确定膜带卷直径是否符合要求,并进行筛选区分。
25、优选地,全自动上下料工艺具体为:膜卷运输工序、不合格品周转工序,通过运输工序将膜带卷运输至指定位置,得到膜卷,通过不合品周转工序将不合品周转出来进行返修。
26、本发明的有益效果在于:
27、本发明提供一种工业反渗透膜元件全自动化卷制制备工艺,可实现以下效果:
28、通过工业反渗透膜元件全自动化工艺制备,打破现有技术的模式,对各工序重新组合形成膜布预组装、管布预组装、卷膜自动化自组装工艺,将膜布预组装工艺一个或若干、管布预组装工艺一个或若干和卷膜自动化自组装工艺一个或若干进行组合。实现各个工艺紧密配合、高度自动化、省时省力省人工以在一定程度上解决传统工艺中存在的问题。
技术特征:
1.一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,包括:膜布预组装工艺、管布预组装工艺、自动输送工艺、卷膜全自动化自组装工艺、全自动上下料工艺;其中,
2.根据权利要求1的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,膜布预组装工艺具体包括:浓水流道布裁切工序、膜片裁切工序、浓水流道布和膜片预组装工序;其中,通过浓水流道布裁切工序进行浓水流道布裁切,通过膜片裁切工序进行膜片裁切,通过浓水流道布和膜片预组装工艺将膜片和浓水流道布组成膜布组。
3.根据权利要求2的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,浓水流道布裁切工序具体包括:浓水流道布检测工序、问题浓水流道布剔除工序、浓水流道布裁切工序;其中,通过浓水流道布检测工序进行浓水流道布判定,通过问题浓水流道布剔除工序去除异常浓水流道布,再通过浓水流道布裁切工序将原始浓水流道布进行裁切成型。
4.根据权利要求2的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,膜片裁切工序具体包括:膜片检测工序、问题膜片剔除工序、膜片裁切工序;其中,通过膜片检测工序进行膜片判定,通过问题膜片剔除工序去除异常膜片,再通过膜片裁切工艺将原始膜片进行裁切成型;
5.根据权利要求2的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,浓水流道布和膜片预组装工序具体包括:透明胶带粘贴工序、膜片折叠工序、折痕热压工序;其中,通过透明胶带粘贴工序将膜片进行胶带粘贴,通过膜片折叠工序将膜片和浓水流道布折叠成膜布组,通过折痕热压工序将膜布组折痕进行热压。
6.根据权利要求1的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,管布预组装工艺具体包括:纯水流道布裁切工序、纯水流道布输送工序、定位工序、纯水流道布焊接工序、管布焊接工序、下料工序;其中,通过纯水流道布裁切工序将原始纯水流道布裁切成型,通过纯水流道布输送工序和定位工序将纯水流道布输送到相应位置进行定位,通过纯水流道布焊接工序将纯水流道布焊接成纯水流道布组,通过管布焊接工序将纯水流道布组和中心管焊接成管布组,通过下料工序将管布组输送到指定位置。
7.根据权利要求6的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,纯水流道布裁切工序具体包括:纯水流道布检测工序、问题纯水流道布剔除工序、纯水流道布裁切工序;其中,通过纯水流道布检测工序进行纯水流道布判定,通过问题纯水流道布剔除工序去除异常纯水流道布,再通过纯水流道布裁切工艺将原始纯水流道布进行裁切成型。
8.根据权利要求1的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,自动输送工艺具体包括:在膜布预组装工艺与全自动自组装工艺之间设有输送工序(a),通过输送工序将膜布组输送到指定位置;在管布预组装工艺与全自动化自组装工艺之间设有输送工艺(b),通过输送工序将管布组输送到指定位置。
9.根据权利要求1的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,卷膜全自动化自组装工艺具体包括:管布上料工序、纯水流道布组翻转工序、膜布组入料工序、打胶工序、卷绕工序、直径检测工序、缠胶带工序、直径检测工序,具体步骤包括:
10.根据权利要求9的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,b5中,在打胶工序设置一种或多种打胶工艺,包括胶线定位工序、胶量控制工序,通过胶线定位工序和胶量控制工序实现胶线位置和胶量的固定和调节;b7中,缠胶带工序具体为:在缠胶带工序设置胶带缠绕工艺、胶卷直径监测工艺,通过胶带缠绕工序进行胶带自动缠绕,通过膜卷直径检测工艺进行胶带直径检测,从而确定是否合格;b7中,直径检测工序具体为:直径检测工序设置缠胶带前检测工序、缠胶带后检测工序、直径判定工序,通过直径判定工序确定膜带卷直径是否符合要求,并进行筛选区分。
11.根据权利要求1的一种工业反渗透膜元件全自动化卷制制备工艺,其特征在于,全自动上下料工艺具体为:膜卷运输工序、不合格品周转工序,通过运输工序将膜带卷运输至指定位置,得到膜卷,通过不合品周转工序将不合品周转出来进行返修。
技术总结
本发明提供了一种工业反渗透膜元件全自动化卷制制备工艺,包括:膜布预组装工艺、管布预组装工艺、自动输送工艺、卷膜全自动化自组装工艺、全自动上下料工艺。通过工业反渗透膜元件全自动化卷制制备工艺,打破现有技术的模式,对各工序重新组合形成膜布预组装、管布预组装、卷膜自动化自组装工艺,将膜布预组装工艺一个或若干、管布预组装工艺一个或若干和卷膜自动化自组装工艺一个或若干进行组合。实现各个工艺紧密配合、高度自动化、省时省力省人工。
技术研发人员:卢彦斌,王学武,陈亦力,李锁定,裴志强,唐东利,冯宏宇,任凤伟,易肖卫,杜文林
受保护的技术使用者:北京碧水源分离膜科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!