一种伞布激光剪裁加工生产线的制作方法
本发明涉及制伞设备,尤其是涉及的是一种伞布激光剪裁加工生产线。
背景技术:
1、伞是一种能够提供阴凉环境或遮蔽雨、雪、阳光等的工具。伞包括伞布和伞骨,伞骨为控制伞体开合、收纳的重要零部件,而伞布则为伞实现遮风挡雨,与外界接触的重要零部件。伞布通常需要经生产线剪裁出相应形状,而现有技术中伞布加工生产线的设备通常为运输线加剪裁机的组合设计,这种生产线只能简单进行剪裁,并不能满足如今对伞布的加工使用需求,因此,发明人对伞布生产线进行研究,于是有了本案。
技术实现思路
1、本发明的其他特征和优点将在随后的说明书中阐述,并且部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及其他说明书附图中所特别指出的结构来实现和获得。
2、本发明的目的在于克服上述不足,提供一种伞布激光剪裁加工生产线。
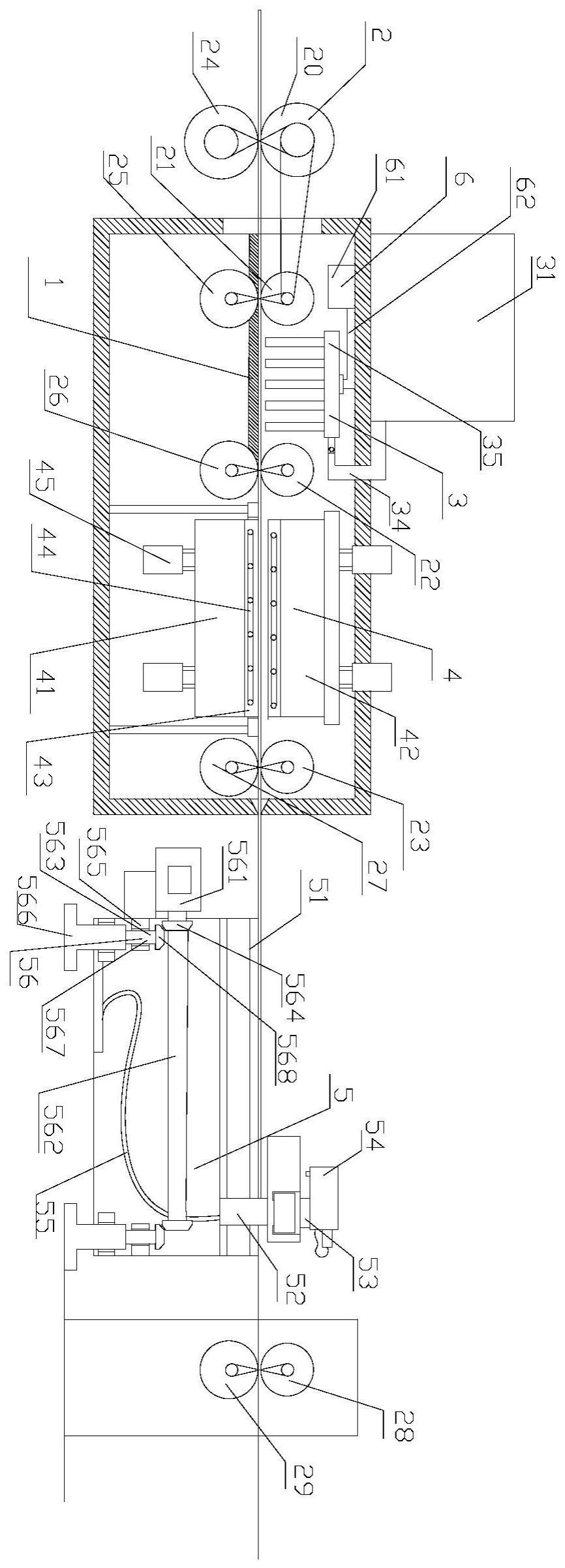
3、为实现上述目的,本发明的技术解决方案是:一种伞布激光剪裁加工生产线,包括基台、牵引机构、喷膜机构、热压机构、剪裁机,基台上排列设置有牵引机构,喷膜机构包括储液箱、电磁阀、单向阀、支管、喷头,储液箱内设置有配料桶,配料桶通过配料管与储液箱相贯通,配料桶内设置有功能涂料,储液箱底端贯通连接有支管,配料管、支管上均设置有电磁阀、单向阀,单向阀避免倒流,电磁阀方便控制配料管下料,支管末端贯通连接有喷头,热压机构包括驱动件、第一热压板、第二热压板、定型板、电热丝,驱动件与第一热压板、第二热压板相连接,第一热压板与第二热压板结构相同,第一热压板上锁固安装有定型板,定型板背面嵌套有电热丝,电热丝盘旋设置,基台内设置喷膜机构、热压机构,热压机构侧端设置剪裁机,剪裁机包括剪裁台、x轴调节机构、y轴调节机构、激光头,剪裁台侧端安装皮带,x轴调节机构沿皮带位移,两个x轴调节机构间锁固安装有y轴调节机构,激光头通过皮带沿y轴调节机构位移,激光头上设置有激光器。整个伞布激光剪裁加工生产线通过牵引机构牵引伞布,具体通过辊组卷取伞布,设置合理间距的多个辊组来满足基本的运输需求。通过喷膜机构在表面形成防水膜、防火膜,在剪裁制作制伞布体的同时,在伞布表面形成功能涂料的膜体。如防水膜,其由防水剂喷洒在伞布表面形成,防水剂可以由以下原料制成:甲基硅油100份、甲基烷氧基硅油20份、氨基硅油6份、聚乙二醇7份、乳化剂0.6份、杀菌剂0.4份、水85份。喷上防水膜能在伞布表面形成防水层,在伞布原结构的基础上,增强雨水与伞面接触后的排水效果。再如防火膜,其由防火剂喷洒在伞布表面形成,防火剂可以由以下原料制成:烷基苯磺酸盐添加至聚合物分散体,凝聚或絮凝现象不再发生,聚合物分散体可以良好地操作并且由此制造的防火涂层组合物永久地均匀地涂覆到各种基础材料上。在遇到火势不大时,可以利用伞面的防火膜起到临时的防火遮挡效果,在捂住口鼻时,可以通过伞体向前推进临时阻隔火海。通过热压机构定型,通过剪裁机进行激光裁布。
4、本发明在伞布激光剪裁加工生产线上设置喷膜机构,提升伞布的功能效果;设置热压机构对膜体定型的同时提升伞布表面温度,在牵引机构同步牵引的同时,拉伸伞布,避免褶皱;经剪裁机剪裁后,通过机械手将剪裁后的伞布转移准备进行打包,通过计数传感器与警报器配合,实现统计伞布,达标后的警报提醒,提高了加工生产线的生产效率。同时喷膜机构在剪裁机切边前,对伞布区域进行上膜,随后进行热压定型,剪裁后的伞布与伞骨组装,赋予伞体功能效果。
5、在一些实施方式中,喷膜机构还包括加压机构,加压机构包括加压泵和加压管,加压泵与加压管相贯通,加压管与喷头相贯通。在储液箱内的液体余量不足的情况下,可能出现喷头喷洒压力不足的情况,通过加压泵可以解决多种情况下压力不足的情况。
6、在一些实施方式中,剪裁台上设置有z轴调节机构,剪裁台通过z轴调节机构调节高度,z轴调节机构包括电机、联轴杆、传动机构、主伞齿轮、保持架、支撑脚,电机上转动安装有联轴杆,联轴上嵌套有主伞齿轮,主伞齿轮通过传动机构与支撑脚传动连接。
7、在一些实施方式中,传动机构为从伞齿轮、螺纹杆,伞齿轮嵌套于螺纹杆顶端,螺纹杆与支撑脚螺纹连接,保持架通过轴承与螺纹杆转动配合。水平方向上的主伞齿轮与传动机构上竖直方向上的从伞齿轮啮合,具体从伞齿轮与螺纹杆同步转动,螺纹杆转动后与支撑脚螺纹递进后,支撑脚相对位置变动,整个剪裁台的高度得到调节。
8、在一些实施方式中,传动机构、支撑脚均设置两个,联轴杆上设置两个主伞齿轮,两个主伞齿轮分别与两个传动机构传动连接。通过联轴杆的两个主伞齿轮同步转动,同步调整剪裁机的两个支撑脚,保证调节高度的一致性。
9、在一些实施方式中,x轴调节机构底端连接有拖链,拖链辅助x轴调节机构的位移。
10、在一些实施方式中,牵引机构包括主牵引辊、从牵引辊,主牵引辊与从牵引辊安装中心线位于同一竖直线上,主牵引辊包括第一主牵引辊、第二主牵引辊、第三主牵引辊、第四主牵引辊,从牵引辊包括第一从牵引辊、第二从牵引辊、第三从牵引辊、第四从牵引辊,伞布激光剪裁加工生产线从左至右依次设置第一主牵引辊、第二主牵引辊、第三主牵引辊、第四主牵引辊,第二主牵引辊与第三主牵引辊之间设置喷头,第三主牵引辊与第四主牵引辊之间设置热压机构。伞布先喷膜,后热压定型,热压定型的温度为70℃-90℃,常用80℃热压定型。热压机构上的定型板为表面平整度高的不锈钢制成,其将电热丝的热量转移至定型板,再通过定型板与伞布接触热压定型。在热压机构热压定型时,通过气缸将定型板靠向伞布,设置间距为0.5-1cm,常设置定型板与伞布的间隔为0.8cm。第一主牵引辊与第二主牵引辊通过皮带传动,第一主牵引辊与第一从牵引辊通过八字形皮带传动连接。
11、在一些实施方式中,配料桶设置两个,两个配料桶内分别设置有防水涂料、防火涂料。
12、在一些实施方式中,驱动件为气缸,第一热压板侧端轴对称设置两个气缸,第二热压板侧端轴对称设置两个气缸。便于控制定型板两端通过气缸同步调节位置,避免定型板一侧高、一侧低。
13、在一些实施方式中,伞布激光剪裁加工生产线还包括机械手臂、运输生产线,机械手臂吸走裁剪后的伞布转移至运输生产线,运输生产线末端设置有堆叠区,堆叠区通过计数传感器计数,计量达标后通过警报器警报。机械手臂由以下几部分组成:(1)运动元件。如油缸、气缸、齿条、凸轮等是驱动手臂运动的部件。(2)导向装置。是保证手臂的正确方向及承受由于工件的重量所产生的弯曲和扭转的力矩。(3)手臂。起着连接和承受外力的作用。手臂上的零部件,如油缸、导向杆、控制件等都安装在手臂上。此外,根据机械手运动和工作的要求,如管路、冷却装置、行程定位装置和自动检测装置等,一般也都装在手臂上。所以手臂的结构、工作范围、承载能力和动作精度都直接影响机械手的工作性能。在机械手臂上设置负压原理的吸盘组,来满足与伞布接触后吸取的动作。运输生产线通常为电机、辊杆、大面积运输带组成,机械手臂将剪裁机这条加工生产线处理好的伞布转移至运输生产线,方便统计打包处理。统计通过计数传感器记取经剪裁机剪裁后通过机械手臂转移至运输生产线的成品伞布数量,当达到预定数量,如100个伞布打包到一起,则当计数传感器算了100个后通过警报器警报。
14、通过采用上述的技术方案,本发明的有益效果是:
15、1、优化设计喷膜机构和热压机构,对伞布进行上膜,选取合适的功能涂料,通过电磁阀、单向阀控制出料,经喷头加压喷洒至伞布表面,在伞布表面形成一个防护膜结构。再通过热压机构热压定型,在伞布表面形成稳定的防护层结构,提升伞布的功能效果,使得普通伞布上膜后具有相应的使用功效,功效性好。
16、2、优化设计机械手臂、运输生产线,通过机械手臂转移经剪裁机剪好的伞布至运输生产线上,运输生产线末端通过计数传感器统计剪好后进入堆叠区的伞布。再利用警报器与计数传感器相连,实现堆叠伞布达到预计数量后警报提醒工人打包,随后将打包好的伞布与组装后的伞骨进行最后组合,即通过线体将伞布缝在伞骨上,进一步提升伞布激光剪裁加工生产线制伞的加工效率。
17、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
18、无疑的,本发明的此类目的与其他目的在下文以多种附图与绘图来描述的较佳实施例细节说明后将变为更加显见。
19、为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举一个或数个较佳实施例,并配合所示附图,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!