一种自动涂胶装置的制作方法
1.本实用新型涉及电池加工设备,尤其涉及一种自动涂胶装置。
背景技术:
2.一次碱锰电池使用过程中若电池钢壳扩口部的密封圈没有达到有效密封,会导致电池漏液,故为保证电池密封圈的密封效果,需要在电池钢壳扩口部涂抹密封胶。通常生产线上会使用自动涂胶机进行涂胶作业,但在实验室制作一次锌锰实验电池时,由于实验室条件受限,目前涂胶工序仍采用人工持针逐一对样品电池进行涂胶。该过程不仅耗时长,而且涂抹不均匀,容易出现断胶、滴胶等现象,对后续电池耐漏液、安全等测试的准确性造成很大影响,因此,为提升实验室电池的组装工作效率,亟待研发一种能够快速且稳定均匀涂胶的装置。
技术实现要素:
3.本实用新型的目的之一在于提供一种自动涂胶装置。
4.实现本实用新型目的的技术方案是:一种自动涂胶装置,其包括托台、电池托盘以及涂胶机构;所述电池托盘安装于所述托台上,所述涂胶机构和所述托台相对设置,所述涂胶机构或所述托台通过升降机构可升降地安装于机架上,所述涂胶机构包括至少两根垂直间隔安装于涂胶支架上的涂胶杆,所述涂胶支架上安装有驱动所述涂胶杆旋转的旋转驱动机构,每根所述涂胶杆的底部安装有一涂胶头,所述电池托盘内设置有数个电池固定槽,一个所述涂胶头与一个所述电池固定槽相对,所述升降机构和所述旋转驱动机构分别与控制系统通信连接。
5.进一步地,所述旋转驱动机构包括旋转电机、主动齿轮和套固于所述涂胶杆上的从动齿轮,所述主动齿轮与所述旋转电机的输出轴传动连接,所述主动齿轮与各从动齿轮依次啮合传动。
6.进一步地,所述涂胶杆的底部安装有胶盒,所述胶盒呈筒状,所述胶盒的底端具有开口,所述涂胶头的底端向所述涂胶头的底端的外沿水平延伸出涂胶部,所述涂胶头的头端紧密嵌套于所述胶盒的底端内,所述涂胶部位于所述胶盒的底端外且所述涂胶部的外沿于水平向上突出于所述胶盒的底端的外沿。
7.进一步地,所述胶盒与所述涂胶杆螺纹连接。
8.进一步地,所述胶盒的侧面开设有与所述胶盒连通的注胶孔。
9.进一步地,所述涂胶头的底端的横截面为圆环状或圆形。
10.进一步地,所述胶盒的内壁安装有电热丝。
11.进一步地,所述升降机构为液压升降台,所述液压升降台安装于所述涂胶机构的下方,所述液压升降台的上表面形成所述托台。
12.进一步地,所述托台上安装有纵移机构,所述纵移机构上安装有横移平台,所述横移平台内安装有横移机构,所述电池托盘安装于所述横移机构上,所述横移机构和所述纵
移机构分别与控制系统通信连接。
13.本实用新型实现的涂胶装置利用可相对运动的涂胶机构和托台使涂胶头可以伸入电池托盘内的电池钢壳内,并利用旋转机构带动所述涂胶头旋转,实现均匀涂胶,由此实现了涂胶自动化,提高了涂胶效率,其结构紧凑,尤其适用于实验室使用。
附图说明
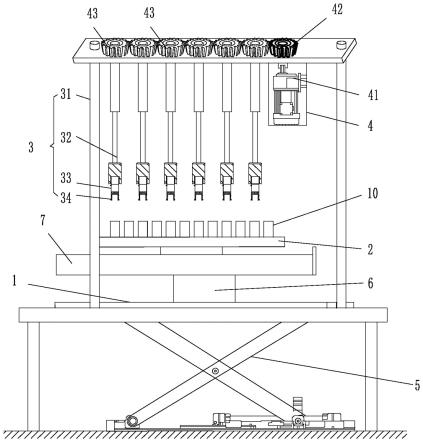
14.图1为本实用新型实施例所述自动涂胶装置的结构示意图;
15.图2为本实用新型实施例所述涂胶机构的结构示意图;
16.图3为本实用新型实施例所述横移机构和所述纵移机构的结构示意图。
具体实施方式
17.以下结合附图对本实用新型的较佳实施例作详细说明:
18.如图1至图3所示,一种自动涂胶装置,其包括托台1、电池托盘2以及涂胶机构3,所述涂胶机构3包括六根横向间隔安装于涂胶支架31上的涂胶杆32,所述涂胶支架31的顶部安装有驱动所述涂胶杆32旋转的旋转驱动机构4;所述涂胶杆32的底部朝向所述托台1,所述涂胶杆32的底部安装有胶盒33,所述胶盒33呈筒状,所述胶盒33的头端331与所述涂胶杆32螺纹连接,所述胶盒33的侧面开设有与所述胶盒33连通的注胶孔332,所述胶盒33的底端333具有开口,所述胶盒33的底端333安装有涂胶头34;所述涂胶头34的底端341向所述涂胶头34的底端341的外沿周向水平延伸出涂胶部342,所述涂胶头34的底端341的横截面为圆环状,所述涂胶头34的头端343紧密嵌套于所述胶盒33的底端333内,所述涂胶部342位于所述胶盒33的底端333外且所述涂胶部342的外沿于水平向上突出于所述胶盒33的底端333的外沿。
19.进一步地,所述托台1安装于升降机构5上,所述托台1上安装有纵移机构6,所述纵移机构6上安装有横移平台7,所述横移平台7内安装有横移机构8,所述电池托盘2安装于所述横移机构8上,所述电池托盘2内设置有12*4个电池固定槽21,每个所述电池固定槽21内放置有一颗待涂胶的电池10,所述升降机构4、所述旋转驱动机构4、所述纵移机构6和所述横移机构8分别与控制系统(未图示)通信连接。
20.进一步地,所述旋转驱动机构4包括旋转电机41、主动齿轮42和套固于所述涂胶杆32上的从动齿轮43,所述主动齿轮42与所述旋转电机41的输出轴传动连接,所述主动齿轮42与各从动齿轮43依次啮合传动。
21.本实施例所述自动涂胶装置的工作原理如下:
22.1)将待涂胶的电池钢壳放入电池固定槽内,并将电池托盘安装于所述纵移机构上;
23.2)将浸泡过密封胶的涂胶头塞入所述胶盒的底端;
24.3)控制系统依次向所述横移机构和所述纵移机构发出指令,所述横移机构带动所述纵移机构移动,所述纵移机构进一步带动所述电池托盘移动至一个所述涂胶头与一个所述电池钢壳相对;
25.3)控制系统向所述升降机构发出指令,所述升降机构带动所述托台上升至所述涂胶头塞入与其对应的所述电池钢壳内;
26.4)控制系统向所述旋转机构发出指令,所述旋转机构启动带动所述涂胶杆及涂胶头旋转,完成涂胶作业;
27.5)所述升降机构带动所述托台下降至所述涂胶头与所述电池钢壳分离,所述横移机构和所述纵移机构带动所述电池托盘移动至一个所述涂胶头与未涂胶的一个所述电池钢壳相对进行新一轮涂胶作业。如此往复,最终实现电池托盘内所有的电池钢壳均被均匀涂胶。
28.本实用新型也可以托台固定,所述涂胶机构可升降,只要所述涂胶机构或者所述托台中任意一个可相对另一个升降即可,所述升降机构可以为液压升降台或丝杆升降等机械领域常规的升降机构;所述涂胶头可以为吸胶能力强的海绵等有弹性的多孔材料;所述涂胶部的横截面可以为圆形,但是圆环状的涂胶部张力更好;所述胶盒的内壁还可以安装电热丝,防止密封胶凝固;所述胶盒与所述涂胶杆的固定方式不限于实施例所示,还可以通过销轴固定或焊接固定,但螺纹连接的方式最为简单,便于拆装;所述注胶孔根据需要设置,当胶盒的头端封闭时,可以预先在胶盒内灌入密封胶,而后将涂胶头塞入胶盒的底端,此时可以不需要注胶孔,此外注胶孔还可以在无需将胶盒从涂胶杆上拆下的情况下注胶;所述涂胶部的尺寸可略大于待上胶的电池钢壳的内径,以保证涂胶部塞入电池钢壳内后可以与电池钢壳的内壁贴合;所述胶盒为圆筒状时,所述涂胶头的底端的外径大于所述胶盒的底端的外径;所述托台上可以选择安装横移机构和/或纵移机构使电池托盘可移动,通过增设横移机构和/或纵移机构可以实现对倍数个所述涂胶头的电池钢壳依次进行涂胶作业;所述旋转机构的结构不限于实施例所示,还可以每个转轴设置一个旋转电机,或者为机械领域其他常规的旋转结构,在此不作赘述。
29.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1