氨气回收纯化系统的制作方法
1.本技术涉及氨气处理技术,尤其涉及一种氨气回收纯化系统。
背景技术:
2.氨气,是一种无机化合物,化学式为nh3,是一种无色、有强烈的刺激气味。密度0.7710g/l。相对密度0.5971(空气=1.00)。易被液化成无色的液体。在常温下加压即可使其液化(临界温度132.4℃,临界压力11.2兆帕,即112.2大气压)。沸点-33.5℃。氨是一种重要的化学原料,在合成尿素、炸药、染料等方面具有重要而广泛的应用,现有的制备氨气的方法是利用氮气和氢气在催化剂的作用下合成氨气。但是在一些其他的化学合成反应中也会有氨气产生,如在生产靛蓝的反应中常常使用苯氨基乙腈作为原料水解后制得靛蓝的中间体,在苯氨基乙腈的碱水解反应中,副产物即为氨气。
3.在传统的处理方式中,会将苯氨基乙腈水解过程中产生的氨气作为废弃气体处理,这就导致大量氨气被浪费,造成资源的损失。
技术实现要素:
4.本技术提供一种氨气回收纯化系统,用以解决上述苯氨基乙腈水解过程中产生的氨气直接被废弃处理而未能回收利用,导致氨气资源浪费的问题。
5.本技术提供一种氨气回收纯化系统,包括稀氨水储罐、稀氨水预热器、氨精馏塔和氨液化储罐,还包括氨气吸收塔、液氨汽化器、冷却塔和废水集中池;液氨汽化器用于将液氨汽化以回收使用;
6.沿氨气吸收处理方向,氨气吸收塔的输出口连接稀氨水储罐的输入口,稀氨水储罐的输出口连接稀氨水预热器的管程输入口;稀氨水预热器的管程输出口连接氨精馏塔的液体输入端,氨精馏塔的气体输出端连接氨液化储罐,氨液化储罐还连接有液氨汽化器;
7.氨精馏塔的液体输出端连接稀氨水预热器的壳程输入端,稀氨水预热器的壳程输出端连接冷却塔,冷却塔还连接有废水集中池。
8.可选地,氨气吸收塔的输入口连接有预处理塔;且预处理塔中填充有碱石灰作为预处理介质。
9.可选地,氨气吸收塔包括氨气吸收塔塔体和设置在氨气吸收塔塔体内部的沿气体行进方向的第一填料层、第一喷淋区、第二填料层、第二喷淋区、除雾网和除雾器。
10.可选地,第一喷淋区包括多个第一喷淋头,且喷淋头设置在第二填料层下底面;
11.第二喷淋区包含多个第二喷淋头,且第二喷淋头设置在除雾网的下底面。
12.可选地,除雾网包含沿气体行进方向网孔渐小的多层网体。
13.可选地,除雾器为倒圆锥体,且由波纹状滤网构成。
14.可选地,第一填料层的填料粒径大于第二填料层的填料粒径。
15.可选地,除雾网和除雾器的材质均为不锈钢或有机高分子材料。
16.可选地,第一喷淋头的个数为第二喷淋头个数的1.5~2倍。
17.本技术的系统,在实际使用时,将苯氨基乙腈水解过程中产生的含有氨气的气体,输入氨气吸收塔,利用清水将氨气吸收形成稀氨水,而吸收后的残余气体视其成分或被处理或是直接排放。在一种可能的实现方式中,在待吸收气体进入氨气吸收塔之前先经过预处理装置,将气体中的酸性可溶于水的气体去除。来自氨气吸收塔的稀氨水进入稀氨水储罐中,稀氨水储罐用于将稀氨水集中起来,并兼具均质均量的作用,从稀氨水储罐输出的稀氨水进入稀氨水预热器的管程而被加热介质加热,再输入至氨精馏塔中,进行精馏,在塔顶收集高纯度的氨气,并将收集得到的纯净氨气输送至氨液化储罐中,在氨液化储罐中对氨气降温使其液化,并将其储存起来,在其他生产工段需要氨气时,将氨液化储罐中的液氨输送至液氨汽化器中气化,再输送给其他生产工段,由此完成氨气的吸收和纯化过程。此外从氨精馏塔的塔底流出的釜残液,也即含极少量氨的水,从氨精馏塔的液体输出口流出,进入稀氨水预热器的壳程,充当加热介质,对稀氨水进行预热,从稀氨水预热器的壳程流出的釜残液进入冷却塔冷却,最终排入废水集中池中。在废水集中池中检测废水中氨的含量,若氨含量大于1wt%,则将废水再次排入稀氨水罐中回收利用,若氨含量小于1wt%,则将废水输送至废水处理工段处理。
18.本技术的氨气回收纯化系统在氨气吸收塔中以二级填料分段吸收氨气,能够将氨气吸收彻底,设置稀氨水预热器利用氨精馏塔的余热对稀氨水预热,可减少能量的浪费,并且可节约生产成本,在氨精馏塔中将稀氨水中的氨和水分离,使得氨气的纯度达到99%以上。本技术的系统通过上述各装置的联合使用,将苯氨基乙腈水解过程中产生的氨气回收并且提纯,减少了氨气的浪费,有利于节约氨资源,降低生产成本。
附图说明
19.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
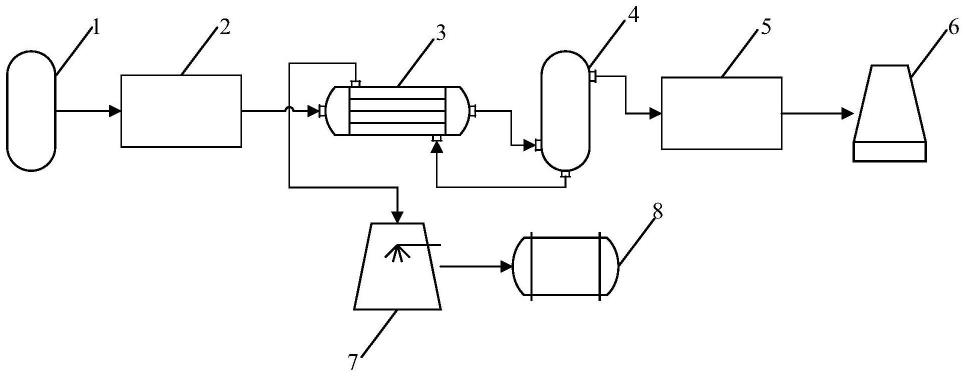
20.图1为本技术一实施例提供的氨气回收纯化系统的示意图;
21.图2为本技术另一实施例提供的氨气回收纯化系统的示意图;
22.图3为本技术一实施例提供的氨气吸收塔的结构示意图;
23.图4为本技术一实施例提供的除雾网的结构示意图;
24.图5为本技术一实施例提供的除雾器的结构示意图。
25.附图标记说明:
26.1、氨气吸收塔;
27.101、氨气吸收塔塔体;
28.102、第一填料层;
29.103、第一喷淋区;
30.1031、第一喷淋头;
31.104、第二填料层;
32.105、第二喷淋区;
33.1051、第二喷淋头;
34.106、除雾网;
35.107、除雾器;
36.2、稀氨水储罐;
37.3、稀氨水预热器;
38.4、氨精馏塔;
39.5、氨液化储罐;
40.6、液氨汽化器;
41.7、冷却塔;
42.8、废水集中池。
具体实施方式
43.为使本技术实施例的目的、技术方案和优点更加清楚,下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,也属于本技术保护的范围。
44.如图1所示,本技术提供一种氨气回收纯化系统,包括稀氨水储罐2、稀氨水预热器3、氨精馏塔4和氨液化储罐5,还包括氨气吸收塔1、液氨汽化器6、冷却塔7和废水集中池8;液氨汽化器6用于将液氨汽化以回收使用。
45.沿氨气吸收处理方向,氨气吸收塔1的输出口连接稀氨水储罐2的输入口,稀氨水储罐2的输出口连接稀氨水预热器3的管程输入口;稀氨水预热器3的管程输出口连接氨精馏塔4的液体输入端,氨精馏塔4的气体输出端连接氨液化储罐5,氨液化储罐5还连接有液氨汽化器6。
46.氨精馏塔4的液体输出端连接稀氨水预热器3的壳程输入端,稀氨水预热器3的壳程输出端连接冷却塔7,冷却塔7还连接有废水集中池8。
47.本技术中,氨气吸收塔1是吸收氨气的最主要场所,在氨气吸收塔1中吸收氨气的介质为水,氨气吸收塔1中装填有填料,水从塔顶向下喷淋,含有氨气的气体从塔底自下而上行进,在塔中填料的作用下,氨气和水的行进路径变得曲折且细小,因此含有氨气的气体与水的接触面积增大,从而能够更加充分地将气体中的氨气吸收,因而设置氨气吸收塔1能够回收氨气,减小氨气的浪费,降低企业的生产成本。在实际生产中,为保证氨气吸收塔1的平稳运行,吸收操作在一个大气压下进行,且塔底温度为40~50℃,塔顶温度为25~35℃。并且本技术中的氨气吸收塔可以串联多个使用,这样能够更彻底地吸收氨气。
48.本技术中,设置稀氨水储罐2,用于将来自氨气吸收塔1吸收了氨气而形成的稀氨水集中起来。另外,稀氨水储罐2中还设置有搅拌装置,稀氨水储罐2中还能将来自氨气吸收塔1中,不同批次的稀氨水通过搅拌进行均质和均量处理,使得进入下一处理装置的氨水质量均一,避免因稀氨水的浓度差异导致后续处理装置受到损害。稀氨水储罐2将稀氨水集中起来统一处理,还具有缓冲的作用。
49.本技术中,稀氨水预热器3的管程中流动的是来自稀氨水储罐2的稀氨水,壳程流动的是来自氨精馏塔4塔底的高温釜残液。稀氨水预热器3用于将稀氨水储罐2输出的稀氨水进行加热,作为对稀氨水精馏的预加热器,能够减少精馏装置对稀氨水加热时的热量损
耗,并且稀氨水预热器3中的加热介质为氨精馏塔4塔底的高温釜残液(温度为150~160℃),利用釜残液作为稀氨水预热器3的加热介质,能够充分利用釜残液的余热,减少能量的损失,降低企业生产成本。
50.本技术中,氨精馏塔4是提纯氨的主要装置,被稀氨水预热器3预热的稀氨水,进入氨精馏塔4后继续被加热至153~158℃,用以将氨精馏、分离出来,塔底为水,塔顶收集氨气,塔顶的操作温度为50~55℃,操作压力为600kpa,塔底温度为153~158℃,操作压力为603~608kpa,从塔顶收集得到的氨气的纯度>99%。
51.本技术中,氨液化储罐5对来自氨精馏塔4的精制氨气进行降温,使得氨气液化,并将液化后的氨气存储起来,氨液化储罐5兼具液化氨气和存储液氨的作用,将氨气液化能够减小氨气的体积,使其便于储存和搬运。
52.本技术中,液氨汽化器6是用于将氨液化储罐5中的液氨输送至其他生产工段前进行汽化的预处理装置。液氨汽化器6的本质是一个可加热的耐压储罐,液氨在进入液氨汽化器6后被加热汽化成氨气,再经过液氨汽化器6的稳流装置输出,供给工厂的其他生产工段。
53.本技术中设置冷却塔7,用于将来自稀氨水预热器3的加热介质冷却,在冷却塔7中采用喷淋的方式对其进行冷却,冷却塔7底部设置风口,顶部为敞开状态,来自稀氨水预热器3的热水自顶部向下喷淋,由于风口的存在,气流向上运动,冷的气流在向上的运动的过程中,与喷淋的热介质发生热交换,带走热量,将热介质的温度降下来。在另一种更优化的实现方式中,在冷却塔7顶部设置风扇,由风扇向上排气,从而加速底部冷空气向上的运动,提高对热介质的冷却作用,将热介质冷却后即可将其排放至废水集中池8中。
54.废水集中池8,用于将冷却塔7冷却的热介质集中起来,因为被冷却的热介质来自于精馏塔4的釜残,因而其中会含有少量氨,检测其中氨的含量,若氨的含量大于1wt%,则将其转入稀氨水罐2中再次经过精馏提纯氨气,若氨的含量小于1wt%,则将其转入废水处理工段集中处理。因而设置废水集中池8不仅可集中废水(此处的废水即为冷却塔7冷却的热介质),而且还具有缓冲的作用,将废水检测后分别处理,可提高对氨的回收率,降低生产成本。
55.本技术的氨气回收纯化系统在氨气吸收塔1中吸收氨气,能够将氨气吸收彻底,设置稀氨水预热器3利用氨精馏塔4的余热对稀氨水预热,可减少能量的浪费,并且可节约生产成本,在氨精馏塔4中将稀氨水中的氨和水分离,使得氨气的纯度达到99%以上。本技术的系统通过上述装置的联合使用,将苯氨基乙腈水解过程中产生的氨气回收并且提纯,减少了氨气的浪费,有利于节约氨资源,降低生产成本。
56.如图2所示,可选地,氨气吸收塔1的输入口连接有预处理塔9;且预处理塔9中填充有碱石灰作为预处理介质。
57.本技术中,所要回收的氨气是工厂内其他工段反应所产生的含有氨气的气体,其中可能会含有少量溶于水且呈酸性的气体,如二氧化硫或者硫化氢等,因此需要在气体进入氨气吸收塔1之前将这些气体除掉,以免其影响最终回收氨气的纯度,或者对氨气吸收设备造成腐蚀,因而在预处理塔9中填充有碱石灰或者其他碱性物质,将气体中的酸性气体除掉,以保证氨气的纯度和氨气吸收设备的安全。
58.如图3所示,可选地,氨气吸收塔1包括氨气吸收塔塔体101和设置在氨气吸收塔塔体101内部的沿气体行进方向的第一填料层102、第一喷淋区103、第二填料层104、第二喷淋
区105、除雾网106和除雾器107。
59.可选地,第一填料层102的填料粒径大于第二填料层104的填料粒径。
60.本技术中,氨气吸收塔1内,沿气体行进方向依次设置第一填料层102、第一喷淋区103、第二填料层104、第二喷淋区105、除雾网106和除雾器107,其中第一填料层102的填料粒径大于第二填料层104的填料粒径,第一填料层102填料粒径较大,较大粒径的填料堆积则会形成较疏松的孔道,能避免由于孔径较小导致气体行进不畅的现象发生,第二填料层104的填料粒径较小,则填料堆积形成的孔道就小,气体与水的接触面积增大,能更彻底地将气体中的氨气吸收,提高对氨气的吸收率而减小损失。
61.在沿气体行进的方向上,每一层填料上方设置喷淋区,喷淋区设置有喷头喷淋清水将氨气吸收,这种层级式的喷淋方式,每级喷淋的都是清水,能够更彻底地吸收气体中的氨气,能避免单级喷淋清水时,在清水吸收氨气之后形成的氨水浓度增大,导致难以彻底将气体中的氨气吸收的问题。
62.除雾网106和除雾器107的设置,能够将喷淋区域所产生的水雾除掉,避免水雾随着气体进入后续气体处理设备造成设备的腐蚀及损坏,因而除雾网106和除雾器107的设置能够保护后续气体处理设备;并且被除雾网106和除雾器107所捕获的水雾会凝结,最终又滴落至氨气吸收塔1内,这些水雾中含有被吸收的氨气,因而这也具有节约资源、提高氨气回收率的作用。
63.可选地,第一喷淋区103包括多个第一喷淋头1031,且喷淋头设置在第二填料层104下底面;
64.第二喷淋区105包含多个第二喷淋头1051,且第二喷淋头1051设置在除雾网106的下底面。
65.可选地,第一喷淋头1031的个数为第二喷淋头1051个数的1.5~2倍。
66.本技术中,第一喷淋头1031的个数比第二喷淋头1051个数多,因为进入第一填料层102和第一喷淋区103的气体中氨气浓度较高,因而需要增加喷头数量来增加水的喷淋量,当气体进入第二喷淋区105时,气体中的氨气含量有所降低,因而减少喷淋头的数量,降低水的使用,有利于节约水资源。这种分级设立喷头数量的方式,能够将氨气分级吸收,提高吸收塔对氨气的吸收效率,并且能够减少水资源的浪费,有利于节约生产成本。
67.如图4所示,可选地,除雾网106包含沿气体行进方向网孔渐小的多层网体。
68.本技术中除雾网106为沿气体行进方向网孔渐小的多层网体叠加而成,这种分级的网孔,能够分级将不同粒径大小的水雾有效阻拦并捕获,能够提升除雾网106的除雾能力,减小稀氨水的流失。
69.如图5所示,可选地,除雾器107为倒圆锥体,且由波纹状滤网构成。
70.本技术中除雾器107设置为倒圆锥体,有利于除雾器107在将水雾捕获水雾凝结后滴落,因为捕获的水雾为吸收了氨气的清水即为稀氨水,因此能减少稀氨水的浪费;除雾器107由波纹状滤网构成能够增大水雾与除雾器107的接触面积,增加除雾器107的除雾能力。
71.可选地,除雾网106和除雾器107的材质均为不锈钢或有机高分子材料。
72.本技术中,除雾网106和除雾器107的材质选用不锈钢或有机高分子材料,可以避免在长期潮湿的工作环境中,因这些部件的锈蚀而造成设备运转不畅的问题的发生,使用不锈钢或有机高分子材料能够延长除雾网106和除雾器107的使用寿命,减少对其的更换和
维护,能够节约生产成本。
73.本技术的系统,在实际使用时,将苯氨基乙腈水解过程中产生的含有氨气的气体,输入氨气吸收塔1利用清水将氨气吸收形成稀氨水,而吸收后的残余气体视其成分或被处理或是直接排放。在一种可能的实现方式中,在待吸收气体进入氨气吸收塔1之前先经过预处理装置,将气体中的酸性可溶于水的气体去除。来自氨气吸收塔1的稀氨水进入稀氨水储罐2中,稀氨水储罐2用于将稀氨水集中起来,并兼具均质均量的作用,从稀氨水储罐2输出的稀氨水进入稀氨水预热器3的管程而被加热介质加热,再输入至氨精馏塔4中,进行精馏,在塔顶收集高纯度的氨气,并将收集得到的纯净氨气输送至氨液化储罐5中,在氨液化储罐5中对氨气降温使其液化,并将其储存起来,在其他生产工段需要氨气时,将氨液化储罐5中的液氨输送至液氨汽化器6中气化,再输送给其他生产工段,由此完成氨气的吸收和纯化过程。此外从氨精馏塔4的塔底流出的釜残液,也即含极少量氨的水,从氨精馏塔4的液体输出口流出,进入稀氨水预热器3的壳程,充当加热介质,对稀氨水进行预热,从稀氨水预热器3的壳程流出的釜残液进入冷却塔7冷却,最终排入废水集中池8中。在废水集中池8中检测废水中氨的含量,若氨含量大于1wt%,则将废水再次排入稀氨水罐中回收利用,若氨含量小于1wt%,则将废水输送至废水处理工段处理。
74.本技术的氨气回收纯化系统在氨气吸收塔1中以二级填料分段吸收氨气,能够将氨气吸收彻底,设置稀氨水预热器3利用氨精馏塔4的余热对稀氨水预热,可减少能量的浪费,并且可节约生产成本,在氨精馏塔4中将稀氨水中的氨和水分离,使得氨气的纯度达到99%以上。本技术的系统通过上述各装置的联合使用,将苯氨基乙腈水解过程中产生的氨气回收并且提纯,减少了氨气的浪费,有利于节约氨资源,降低生产成本。
75.最后应说明的是,以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1