粉末喷涂后的自动吹粉装置的制作方法
1.本实用新型涉及粉末喷涂技术领域,具有涉及一种粉末喷涂后的自动吹粉装置。
背景技术:
2.粉末喷涂是用喷粉设备把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤固化;粉末喷涂在机械强度、附着力、耐腐蚀、耐老化等方面效果优异,但是粉末喷涂过程中治具设备及产品不需喷涂的位置上也会附着一定的粉末,需要对其及时进行处理,目前粉末喷涂后的吹粉作业大多采用人工对点吹气,不但浪费人力,且在作业时会有遗漏现象,治具或设备上的粉末若遗漏清理,会造成下批使用该治具或设备的产品报废;另外,粉末未吹干净,治具或设备运转构成中残留的粉沫就会掉到齿轮及链条里,造成喷涂设备不能运转或损坏设备。
技术实现要素:
3.为了克服上述缺陷,本实用新型提供一种结构简单,吹粉质量高,并且吹粉效率高的粉末喷涂后的自动吹粉装置
4.本实用新型为了解决其技术问题所采用的技术方案是:提供一种粉末喷涂后的自动吹粉装置,包括工作台,设于所述工作台上的吹气组件,所述吹气组件包括设于所述工作台上的安装架,以及设于所述安装架上的气管构件;所述气管构件包括多个伸缩气管和至少一组磁吸气管,所述伸缩气管的进气端与第一气体分流器连通,所述磁吸气管的进气端与第二气体分流器连通。
5.作为本实用新型的进一步改进,所述伸缩气管通过定位调节块设于所述安装架上,一组所述磁吸气管通过磁吸底座设于所述安装架上。
6.作为本实用新型的进一步改进,所述安装架包括垂直所述工作台间隔设置的多个支撑柱,以及设于多个所述支撑柱上的固定板。
7.作为本实用新型的进一步改进,多个所述定位调节块分别一一对应设于多个所述支撑柱上,所述磁吸底座设于所述固定板上。
8.作为本实用新型的进一步改进,所述定位调节块上设有一组纵向调节阀和一组横向调节阀,所述纵向调节阀用于调节所述伸缩气管相对于所述支撑柱进行前后移动;所述横向调节阀用于调节所述定位调节块相对于所述支撑柱进行上下移动。
9.作为本实用新型的进一步改进,所述纵向调节阀和所述横向调节阀均使用螺丝调节。
10.作为本实用新型的进一步改进,所述伸缩气管的出气端设有喷嘴。
11.作为本实用新型的进一步改进,第一气体分流器和所述第二气体分流器相互平行设于所述工作台上。
12.作为本实用新型的进一步改进,所述工作台底部设有具有刹车功能的万向轮。
13.本实用新型的有益效果是:采用可调节的伸缩气管对粉末喷涂后的产品进行范围
式吹粉处理,同时利用磁吸气管进行局部定点的吹粉处理,结构简单易于操作,并且提高了吹粉效率,保证吹粉质量。
附图说明
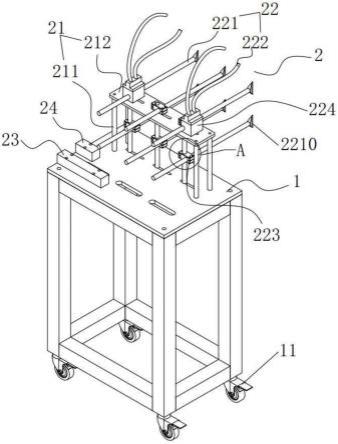
14.图1为本实用新型结构示意图;
15.图2为本实用新型定位调节块的结构示意图。
16.结合附图,作以下说明:
17.1、工作台;11、万向轮;2、吹气组件;21、安装架;211、支撑柱;212、固定板;22、气管构件;221、伸缩气管;2210、喷嘴;222、磁吸气管;223、定位调节块;2231、纵向调节阀;2232、横向调节阀;224、磁吸底座;23、第一气体分流器;24、第二气体分流器。
具体实施方式
18.以下结合附图,对本实用新型的一个较佳实施例作详细说明。
19.参阅图1和图2,本实用新型提供的一种粉末喷涂后的自动吹粉装置,包括工作台1,设于工作台1上的吹气组件2,吹气组件2包括设于工作台1上的安装架21,以及设于安装架21上的气管构件22;气管构件22包括多个伸缩气管221和至少一组磁吸气管222,伸缩气管221的进气端与第一气体分流器23连通,磁吸气管222的进气端与第二气体分流器24连通。
20.其中,伸缩气管221通过定位调节块223设于安装架21上,一组磁吸气管222通过磁吸底座224设于安装架21上。安装架21包括垂直工作台1间隔设置的多个支撑柱211,以及设于多个支撑柱211上的固定板212。在这里,支撑柱211可选用圆柱形或其他多边形柱子,优选的,本实用新型选用圆柱形的支撑柱。
21.多个定位调节块223分别一一对应设于多个支撑柱211上,磁吸底座224设于固定板212上;即每一个伸缩气管221通过一个定位调节块223定位于其中一个支撑柱211上。在本实施例中,磁吸底座224呈块状结构,磁吸气管222为两组分别设置在两个磁吸底座224上并通过磁吸底座224吸附于固定板212上。由于磁吸底座224具有磁性特征,原则上磁吸底座224可吸附于安装架21或工作台1的任何位置,以满足定点吹粉的需求。同时,安装架21或工作台采用设备钢或铸铁材质制成。
22.其中,由于磁吸气管222的磁性特征,磁吸气管222的出气端口可根据需求进行全角度调整,实现对产品的局部或特殊特征处进行定点吹粉;同样的,还可以通过调整磁吸底座222的位置调整磁吸气管222的位置,使磁吸气管222实现全方位的位置变换。
23.进一步的,定位调节块223上设有一组纵向调节阀2231和一组横向调节阀2232,纵向调节阀2231用于调节伸缩气管221相对于支撑柱211进行前后移动;横向调节阀2232用于调节定位调节块223相对于支撑柱211进行上下移动;其中,纵向调节阀2231和横向调节阀2232均使用螺丝调节。
24.具体的调节步骤为,需要将伸缩气管221进行水平的前后移动时,松动纵向调节阀2231上的螺丝然后移动伸缩气管221至需求的位置后锁紧螺丝。需要将伸缩气管221垂直水平方向移动式,松动横向调节阀2232上的螺丝然后移动定位调节块223使伸缩气管221至适宜的高度后锁紧螺丝。
25.再进一步的,伸缩气管221的出气端设有喷嘴2210。本实施例中的喷嘴2210的出气端口为扁平状,能够使吹出气体集中,并且一定程度上提高吹出气体的压力。第一气体分流器23和第二气体分流器24相互平行设于工作台1上。第一气体分流器23用于控制和调节伸缩气管221进气端的气压从而以控制喷嘴2210的气压大小,第二气体分流器24用于控制和调节磁吸气管222进气端的气压从而控制出气端的气压大小。
26.工作台1的底部设有具有刹车功能的万向轮11,万向轮11能够使本实用新型轻松移动至需求的位置,同时设有的刹车功能,使本实用新型在使用过程中保持稳定。
27.具体的,本实用新型的使用过程为:
28.将本实用新型的粉末喷涂后的自动吹粉装置安置于粉末喷涂的后段工序,首先根据产品吹粉位置的需求,调整伸缩气管221的喷嘴2210以及磁吸气管222的出气端至需要吹粉位置,然后调节第一气体分流器23和第二气体分流器24的输出气压至需求气压。将调整好的本实用新型放置于专用的吹粉房内以防止进行吹粉操作时粉尘飞扬难以回收或污染环境。
29.将需粉末喷涂的产品置于安装在自动输送线的专用治具上,通过自动输送线将产品输送至专用的喷粉房进行喷涂,喷涂完成后,输送到专用吹粉房,再利用本实用新型进行自动吹粉,完成吹粉处理后,产品输送至烘烤房进行表面烘烤固化,得到涂层产品。
30.由此可见,本实用新型采用可调节的伸缩气管对粉末喷涂后的产品进行范围式吹粉处理,同时利用磁吸气管进行局部定点的吹粉处理,结构简单易于操作,并且提高了吹粉效率,保证吹粉质量。
31.在以上的描述中阐述了很多具体细节以便于充分理解本实用新型。但是以上描述仅是本实用新型的较佳实施例而已,本实用新型能够以很多不同于在此描述的其它方式来实施,因此本实用新型不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1