一种棱镜镀膜工装的制作方法
1.本技术涉及棱镜镀膜加工技术的领域,尤其是涉及一种棱镜镀膜工装。
背景技术:
2.棱镜在光学设备中被大量使用,我满足光学仪器的需求,减少光的反射,常需要在棱镜上度不同的膜,同时对棱镜镀膜也会对棱镜本身起到一定的保护作用,增加棱镜的使用寿命。
3.相关技术中,为提高对棱镜镀膜的效率,常采用多组棱镜镀膜的方式,即先将多组棱镜固定,然后将固定好的棱镜放置在镀膜机的操作台上,调节镀膜机,镀膜机的喷头对操作台上的棱镜进行镀膜处理。
4.针对上述中的相关技术,发明人认为在对棱镜进行镀膜处理时,而在实际加工过程中常需要对棱镜进行选择性镀膜时,无法将多个棱镜一同进行加工,需要对棱镜进行逐个加工,进而导致对棱镜镀膜的效率降低。
技术实现要素:
5.为了便于对异形棱镜产品的加工,本技术提供一种棱镜镀膜工装。
6.本技术提供的一种棱镜镀膜工装,采用如下的技术方案:
7.一种棱镜镀膜工装,包括承载板以及遮挡件;所述承载板上设有三组以上供棱镜放置的安装孔;所述遮挡件包括遮挡板;当需要区别加工时,所述遮挡板置于中间一组所述安装孔上,且所述遮挡板能够将中间所述安装孔覆盖。
8.通过采用上述技术方案,当需要对棱镜选择性进行镀膜处理时,将棱镜安装在承载板上,使用遮挡板对承载板上中间的安装孔进行封盖,将工装安装在镀膜机的操作平台上,调节镀膜机,对棱镜进行选择性镀膜;通过遮挡板将承载板上选择性镀膜的棱镜进行遮挡,实现对多个棱镜的选择性镀膜,改变在相关技术中无法快速对多个棱镜进行选择性镀膜的问题,有效地提高了棱镜镀膜的效率。
9.可选的,每组所述安装孔沿所述承载板的边长均匀设置;沿所述承载板长边方向的安装孔数量为四个;沿所述承载板短边方向的安装孔数量为三个。
10.通过采用上述技术方案,将棱镜安装在承载板上,承载板上开设有12个安装孔可以同时对12个棱镜进行加工,既能适应镀膜机的规格,同时实现对多个棱镜的镀膜加工,提高了对棱镜镀膜作业加工的效率。
11.可选的,所述遮挡板沿其长度方向相互对称的两侧为倾斜设置。
12.通过采用上述技术方案,将遮挡板两侧设置为倾斜,有效减少遮挡板与承载板之间连接的根部曲度,使得遮挡板与承载板之间的连接紧实,有效防止镀膜作业时膜料与不需要镀膜的棱镜接触。
13.可选的,还包括用于将所述遮挡板固定所述承载板上的固定组件;所述固定组件包括粘接层,所述粘接层设于所述遮挡板以及所述承载板之间。
14.通过采用上述技术方案,在承载板中间安装孔的位置上,安装粘接层,将遮挡板与粘接层间连接,实现遮挡板与承载板之间的固定,防止在镀膜作业中遮挡板偏移,导致膜料与不需要镀膜的棱镜接触。
15.可选的,所述粘接层上设有与所述安装孔对应的避让孔。
16.通过采用上述技术方案,在粘接层上开设有避让孔,防止粘接层从安装孔内与承载板连接,导致造成工装的损坏,影响下一次对棱镜的镀膜作业。
17.可选的,所述承载板的材质为亚克力板。
18.通过采用上述技术方案,将承载板的材质设置为亚克力板,亚克力板在工业生产中较为常见,价格较低,有效的减少工装制作的成本,同时亚克力板便于加工,有效的节约工装的制作时间。
19.可选的,所述固定组件包括固定块;所述承载板上设有可供所述固定块伸入的固定槽,所述固定块伸入所述固定槽内,且使得所述遮挡板与所述承载板间贴实。
20.通过采用上述技术方案,将固定块伸入到固定槽内,遮挡板与承载板间贴实,实现遮挡板与承载板间固定的目的,同时固定块与承载板间的配合便于安装拆卸,有效地提高对遮挡板的固定效率。
21.可选的,所述固定组件还包括用于使得所述固定块以及所述承载板间连接紧密的加紧套,所述加紧套设于所述固定块上。
22.通过采用上述技术方案,加紧套伸入固定槽内,加紧套与固定槽的槽壁配合,有效的提高固定块与承载板之间的固定效果。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术通过遮挡板将承载板上选择性镀膜的棱镜进行遮挡,实现对多个棱镜的选择性镀膜,改变在相关技术中无法快速对多个棱镜进行选择性镀膜的问题,有效地提高了棱镜镀膜的效率;
25.2.本技术通过将遮挡板两侧设置为倾斜,有效减少遮挡板与承载板之间连接的根部曲度,使得遮挡板与承载板之间的连接紧实,有效防止镀膜作业时膜料与不需要镀膜的棱镜接触;
26.3.本技术通过将固定块伸入到固定槽内,遮挡板与承载板间贴实,实现遮挡板与承载板间固定的目的,同时固定块与承载板间的配合便于安装拆卸,有效地提高对遮挡板的固定效率。
附图说明
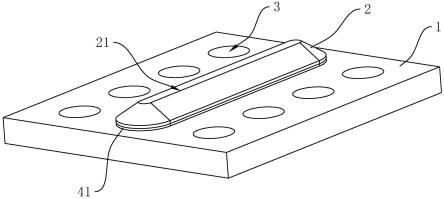
27.图1是本技术实施例一的一种棱镜镀膜工装的整体结构示意图;
28.图2是本技术实施例一的一种棱镜镀膜工装的剖视图;
29.图3是图2的a部放大图;
30.图4是本技术实施例二的一种棱镜镀膜工装的整体结构示意图;
31.图5是本技术本技术实施例二的一种棱镜镀膜工装的剖视图;
32.图6是图5的b部放大图。
33.附图标记:1、承载板;11、固定槽;2、遮挡板;21、倾斜;3、安装孔;4、固定组件;41、粘接层;411、避让孔;42、固定块;43、加紧套。
具体实施方式
34.以下结合附图1-6对本技术作进一步详细说明。
35.本技术实施例公开一种棱镜镀膜工装。
36.实施例一:
37.参照图1、图2以及图3,一种棱镜镀膜工装包括承载板1、遮挡件以及固定组件4;承载板1上开设有至少三组供棱镜放置的安装孔3,本技术中的每组安装孔3沿承载板1的边长均匀设置,沿承载板1长边方向的安装孔3数量为四个;沿承载板1短边方向的安装孔3数量为三个,需要声明的是,本技术中对安装孔3的数量不做限制;遮挡件包括遮挡板2;当需要区别加工时,遮挡板2通过固定组件4安装在中间的一组安装孔3上,遮挡板2能够将中间一组的安装孔3覆盖;为减小遮挡板2与承载板1之间连接根部的曲度,将遮挡板2沿其长度方向相互对称的两侧设置为倾斜21;固定件用于将遮挡板2与承载板1之间连接,固定组件4包括粘接层41,粘接层41设置在遮挡板2以及承载板1之间,本技术中粘接层41为双面胶;粘接层41上开设有与安装孔3对应的避让孔411;承载板1的材质为亚克力板。
38.本技术实施例一种棱镜镀膜工装的实施原理为:当对棱镜进行选择性镀膜时,在承载板1中间一组安装孔3的上方设置一侧粘接层41,遮挡板2安装在粘接层41的上方,将装有棱镜的工装移动至镀膜机的操作平台上,对棱镜进行镀膜作业。
39.实施例二:
40.参照图4、图5以及图6,固定组件4包括固定块42以及加紧套43;承载板1上开设有可供固定块42伸入的固定槽11,固定槽11沿承载板1的长边方向设置,固定槽11位于中间一组安装孔3沿承载板1长度方向的两侧,固定块42伸入固定槽11内,且使得遮挡板2与承载板1间贴实;为提高固定块42与承载板1之间的固定强度,将加紧套43套设在固定块42上,加紧套43为橡胶材质,使得固定块42与承载板1间配合紧密。
41.本技术实施例一种棱镜镀膜工装的实施原理为:当对棱镜进行选择性镀膜时,将固定块42伸入固定槽11内,加紧套43伸入固定槽11内,加紧套43与固定槽11的槽壁紧密配合,将工装移动至镀膜机的操作台,对棱镜进行镀膜作业。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1