一种玻璃自动点胶机的制作方法
1.本实用新型涉及玻璃自动点胶机技术领域,具体为一种玻璃自动点胶机。
背景技术:
2.玻璃自动点胶机被誉为自动涂胶机是专门对液体展开支配的机器,玻璃自动点胶机可将液态点点滴滴涂敷,打胶于设备表层或者商品里的智能化设备,压缩空气送入玻璃自动点胶机胶瓶内,将胶液在胶压投入与活塞室相连的进给管中,当活塞处于上层时,活塞室中填满胶,当活塞向下推进滴胶针头时,胶从针嘴压出,滴出的胶量由活塞下冲的距离决定,然而,随着玻璃自动点胶机的使用,人们发现,玻璃自动点胶机对玻璃进行点胶后,玻璃直接放置在托板上,点胶头喷出的胶液温度过高,在热传递的作用下导致托板温度过高,工作人员无法直接拿取点胶后的玻璃板,降低玻璃的点胶效率。
技术实现要素:
3.本实用新型的目的在于提供一种玻璃自动点胶机,以解决上述背景技术中提出的随着玻璃自动点胶机的使用,人们发现,玻璃自动点胶机对玻璃进行点胶后,玻璃直接放置在托板上,点胶头喷出的胶液温度过高,在热传递的作用下导致托板温度过高,工作人员无法直接拿取点胶后的玻璃板,降低玻璃的点胶效率的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种玻璃自动点胶机,包括点胶机本体,所述点胶机本体包括点胶机机壳、承载推车、点胶头装配机构和三轴立体运行机构,所述点胶机机壳包括第一机架钣金壳和第二机架钣金壳,所述第二机架钣金壳的顶端固定安装有第一机架钣金壳,所述第一机架钣金壳的内部安装有三轴立体运行机构,所述第二机架钣金壳内壁的顶端安装有点胶头装配机构,所述第二机架钣金壳的中部设有承载推车,所述承载推车包括推车架、两个把手、若干个隔热泡沫条、调节板、隔热泡沫板、两个镜像泡沫板、下托板和四个脚轮,工作人员将待加工的玻璃分别放置在调节板和下托板上,点胶机本体可以分别对调节板和下托板上的玻璃进行点胶加工。
5.优选的,所述推车架的内部固定安装有下托板,所述推车架与下托板之间固定安装有若干个隔热泡沫条,所述推车架的两侧均固定安装有镜像泡沫板,所述推车架的顶端固定安装有调节板,所述推车架的内侧固定安装有隔热泡沫板,所述推车架底端的四个边角均固定安装有脚轮,所述推车架的表面固定安装有两个把手,隔热泡沫条和隔热泡沫板均具有隔热性能,将点胶后玻璃表面的热量进行阻隔,避免推车架自身温度过高。
6.优选的,所述点胶头装配机构包括安装座、针筒、热风枪、测高传感器、传感器装配件、点胶针头安装座、伸缩气缸、方向座、铜柱和点胶板,所述点胶板一侧的两端分别安装有针筒和热风枪,所述点胶板上固定安装有位于热风枪下方的测高传感器,所述点胶板的中部安装有安装座,所述安装座的内部安装有铜柱,所述铜柱的底端安装有点胶针头安装座,所述点胶板上安装有位于针筒下方的传感器装配件,所述点胶板上安装有位于传感器装配件下方的方向座,所述方向座的内部安装有伸缩气缸,热风枪通电后启动,热风枪利用发热
电阻丝的枪芯吹出的热风来对胶液与玻璃进行焊接,针筒内盛装用于点胶的胶液,测高传感器通电后启动,测高传感器对玻璃与点胶针之间的距离进行实时感应,用来点胶的针头安装在点胶针头安装座上。
7.优选的,所述点胶板的顶端与第二机架钣金壳连接,点胶头装配机构通过点胶板安装在第二机架钣金壳上。
8.优选的,所述三轴立体运行机构包括第一桥式开口拖链、横向大模组、纵向导轨、横向块、第二桥式开口拖链、高度块和装配台,所述纵向导轨的中部滑动连接有高度块,所述高度块的一侧固定安装有横向大模组,所述横向大模组的总部滑动连接有横向块,所述横向大模组的一侧安装有第一桥式开口拖链,所述纵向导轨一侧的顶端安装有第二桥式开口拖链,所述纵向导轨另一侧的顶端安装有装配台,外接驱动设备与高度块连接,外接驱动设备通电后,外接驱动设备从高度块的底部向上推动,使得高度块沿着纵向导轨发生滑动,高度块滑动的过程中带动横向大模组进行同步运动,间接的对点胶机本体上的点胶件等进行纵向位置调节,外接驱动设备安装在横向大模组一侧,外接驱动设备从一侧推动横向块,横向块沿着横向大模组发生滑动,间接的对点胶机本体上的点胶件等进行横向位置调节。
9.优选的,所述第一桥式开口拖链远离横向大模组的一侧与第一机架钣金壳固定连接,所述三轴立体运行机构通过第一桥式开口拖链安装在第一机架钣金壳上。
10.优选的,所述第一机架钣金壳和第二机架钣金壳均由钣金材料制成,钣金具有重量轻、加工工艺简单等优点,点胶机机壳采用第一机架钣金壳和第二机架钣金壳组装的形式,能降低点胶机机壳的生产成本,节省点胶机本体的生产费用。
11.与现有技术相比,本实用新型的有益效果是:通过设置承载推车,待加工的玻璃分别放置在调节板和下托板上,点胶头喷出的胶液对玻璃进行点胶加工,温度过高,隔热泡沫板和隔热泡沫条分别从调节板和下托板的侧面和底部进行热量阻隔,避免推车架自身温度过高,工作人员通过推动把手移动推车架,将点胶后的玻璃板从玻璃点胶机下方取出,提高玻璃的点胶效率。
附图说明
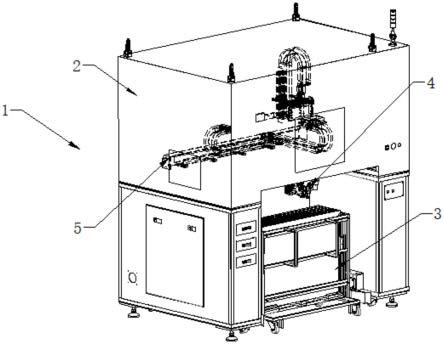
12.图1为本实用新型的侧视图;
13.图2为本实用新型点胶机机壳的侧视图;
14.图3为本实用新型承载推车的侧视图;
15.图4为本实用新型点胶头装配机构的侧视图;
16.图5为本实用新型三轴立体运行机构的侧视图。
17.图中:1、点胶机本体;2、点胶机机壳;21、第一机架钣金壳;22、第二机架钣金壳;3、承载推车;31、推车架;32、把手;33、隔热泡沫条;34、调节板;35、隔热泡沫板;36、脚轮;37、镜像泡沫板;38、下托板;4、点胶头装配机构;401、安装座;402、针筒;403、热风枪;404、测高传感器;405、传感器装配件;406、点胶针头安装座;407、伸缩气缸;408、方向座;409、铜柱;410、点胶板;5、三轴立体运行机构;51、第一桥式开口拖链;52、横向大模组;53、纵向导轨;54、横向块;55、第二桥式开口拖链;56、高度块;57、装配台。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
19.请参阅图1-5,本实用新型提供了一种玻璃自动点胶机,包括点胶机本体1,点胶机本体1包括点胶机机壳2、承载推车3、点胶头装配机构4和三轴立体运行机构5,点胶机机壳2包括第一机架钣金壳21和第二机架钣金壳22,第二机架钣金壳22的顶端固定安装有第一机架钣金壳21,第一机架钣金壳21的内部安装有三轴立体运行机构5,第二机架钣金壳22内壁的顶端安装有点胶头装配机构4,第二机架钣金壳22的中部设有承载推车3,承载推车3包括推车架31、两个把手32、若干个隔热泡沫条33、调节板34、隔热泡沫板35、两个镜像泡沫板37、下托板38和四个脚轮36,工作人员将待加工的玻璃分别放置在调节板34和下托板38上,点胶机本体1可以分别对调节板34和下托板38上的玻璃进行点胶加工。
20.推车架31的内部固定安装有下托板38,推车架31与下托板38之间固定安装有若干个隔热泡沫条33,推车架31的两侧均固定安装有镜像泡沫板37,推车架31的顶端固定安装有调节板34,推车架31的内侧固定安装有隔热泡沫板35,推车架31底端的四个边角均固定安装有脚轮36,推车架31的表面固定安装有两个把手32,隔热泡沫条33和隔热泡沫板35均具有隔热性能,将点胶后玻璃表面的热量进行阻隔,避免推车架31自身温度过高。
21.点胶头装配机构4包括安装座401、针筒402、热风枪403、测高传感器404、传感器装配件405、点胶针头安装座406、伸缩气缸407、方向座408、铜柱409和点胶板410,点胶板410一侧的两端分别安装有针筒402和热风枪403,点胶板410上固定安装有位于热风枪403下方的测高传感器404,点胶板410的中部安装有安装座401,安装座401的内部安装有铜柱409,铜柱409的底端安装有点胶针头安装座406,点胶板410上安装有位于针筒402下方的传感器装配件405,点胶板410上安装有位于传感器装配件405下方的方向座408,方向座408的内部安装有伸缩气缸407,热风枪403通电后启动,热风枪403利用发热电阻丝的枪芯吹出的热风来对胶液与玻璃进行焊接,针筒402内盛装用于点胶的胶液,测高传感器404通电后启动,测高传感器404对玻璃与点胶针之间的距离进行实时感应,用来点胶的针头安装在点胶针头安装座406上。
22.点胶板410的顶端与第二机架钣金壳22连接,点胶头装配机构4通过点胶板410安装在第二机架钣金壳22上。
23.三轴立体运行机构5包括第一桥式开口拖链51、横向大模组52、纵向导轨53、横向块54、第二桥式开口拖链55、高度块56和装配台57,纵向导轨53的中部滑动连接有高度块56,高度块56的一侧固定安装有横向大模组52,横向大模组52的总部滑动连接有横向块54,横向大模组52的一侧安装有第一桥式开口拖链51,纵向导轨53一侧的顶端安装有第二桥式开口拖链55,纵向导轨53另一侧的顶端安装有装配台57,外接驱动设备与高度块56连接,外接驱动设备通电后,外接驱动设备从高度块56的底部向上推动,使得高度块56沿着纵向导轨53发生滑动,高度块56滑动的过程中带动横向大模组52进行同步运动,间接的对点胶机本体1上的点胶件等进行纵向位置调节,外接驱动设备安装在横向大模组52一侧,外接驱动设备从一侧推动横向块54,横向块54沿着横向大模组52发生滑动,间接的对点胶机本体1上的点胶件等进行横向位置调节。
24.第一桥式开口拖链51远离横向大模组52的一侧与第一机架钣金壳21固定连接,三
轴立体运行机构5通过第一桥式开口拖链51安装在第一机架钣金壳21上。
25.第一机架钣金壳21和第二机架钣金壳22均由钣金材料制成,钣金具有重量轻、加工工艺简单等优点,点胶机机壳2采用第一机架钣金壳21和第二机架钣金壳22组装的形式,能降低点胶机机壳2的生产成本,节省点胶机本体1的生产费用。
26.本技术实施例在使用时:工作人员将待加工的玻璃分别放置在调节板34和下托板38上,点胶机本体1可以分别对调节板34和下托板38上的玻璃进行点胶加工,外接驱动设备与高度块56连接,外接驱动设备通电后,外接驱动设备从高度块56的底部向上推动,使得高度块56沿着纵向导轨53发生滑动,高度块56滑动的过程中带动横向大模组52进行同步运动,间接的对点胶机本体1上的点胶件等进行纵向位置调节,外接驱动设备安装在横向大模组52一侧,外接驱动设备从一侧推动横向块54,横向块54沿着横向大模组52发生滑动,间接的对点胶机本体1上的点胶件等进行横向位置调节,调整好点胶机本体1上的点胶件的位置后,热风枪403通电后启动,热风枪403利用发热电阻丝的枪芯吹出的热风来对胶液与玻璃进行焊接,针筒402内盛装用于点胶的胶液,测高传感器404通电后启动,测高传感器404对玻璃与点胶针之间的距离进行实时感应,用来点胶的针头安装在点胶针头安装座406上,点胶头装配机构4对玻璃进行点胶,隔热泡沫条33和隔热泡沫板35均具有隔热性能,将点胶后玻璃表面的热量进行阻隔,避免推车架31自身温度过高,脚轮36与地面接触,工作人员手部推动把手32,脚轮36受到与地面的摩擦力发生转动,便于工作人员转移加工后的玻璃。
27.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1