一种智能型机制砂自动化干法生产系统的制作方法
1.本实用新型涉及制砂设备技术领域,特别是一种智能型机制砂自动化干法生产系统。
背景技术:
2.为了保护生态平衡,国家严禁开采天然砂。但建筑市场的需求巨大,因而,机制砂已逐渐取代天然砂。但传统的机制砂生产线,普遍存在电耗高、生产效率低、劳动强度大等问题,一条机制砂生产线,每个班需要 5-6人开机,在制砂机、筛分机、进料皮带处和配电房等岗位派人值守,人工现场控制,造成了人力的巨大浪费。
3.中国专利(专利申请号为201620115562.5)公开的“一种机制砂自动化高效生产系统”,包括喂料机、破碎机构、过筛机构、制砂机和洗砂机,破碎机构包括颚式破碎机和反击式破碎机,过筛机构包括圆振动筛和直线振动筛,喂料机的出料口通过导管与颚式破碎机的入料口固定相连,颚式破碎机的出料口通过输送机与反击式破碎机的入料口固定相连,反击式破碎机的出料口通过连接管与圆振动筛的入料口固定相连。
4.另一中国专利(专利申请号为201310550941.8)公开的“干法/水洗法复合制砂系统,包括原干法制砂生产系统和水洗砂系统,所述原干法制砂生产系统包括分别与plc电气控制系统连接的进料系统、制砂整形系统、除尘器、筛分系统、石粉分离机,所述进料系统、所述制砂整形系统、所述除尘器、所述筛分系统、所述石粉分离机和所述水洗砂系统依次连接,所述筛分系统连接所述制砂整形系统,所述进料系统包括进料斗,所述水洗砂系统包括相互连接的洗砂机、拌湿洗砂机及水泵和水管。
技术实现要素:
5.针对现有技术所存在的不足,本实用新型所要解决的技术问题是提供一种操作简单、自动化程度高、操作人员少的机制砂干法生产系统。
6.为解决上述技术问题,本实用新型所采用的技术方案是设计一种智能型机制砂自动化干法生产系统:包括堆料场料仓2、制砂机组、振动筛9、成品砂库11和原料输送机1、布料运输机3、进料输送机5、粗砂输送机8、成品砂输送机10以及中控系统12;所述原料输送机1的低端接堆料场,其高端置于设置在堆料场料仓2上部的布料运输机3的上部;所述进料输送机5的低端置于堆料场料仓2下部的放料阀门4的下部,其高端置于制砂机组的入料口上部;所述粗砂输送机8的低端置于制砂机组的出料口下部,其高端置于振动筛9的入料口上部;所述成品砂输送机10的低端置于振动筛9的出料端下部,其高端置于成品砂库11的入料口上部;所述中控系统12的控制线分别连接放料阀门4、制砂机组、振动筛9和原料输送机1、布料运输机3、进料输送机5、粗砂输送机8、成品砂输送机10。
7.在所述布料运输机3与振动筛9之间还设置有筛分回料输送机6;所述筛分回料输送机6的高端置于布料运输机3的上部,其低端置于振动筛9的回料输出端下部;所述中控系统12的控制线连接筛分回料输送机 6。
8.所述制砂机组包括制砂机7以及依次设置在其上部的下料溜槽14和大料斗13,在所述下料溜槽14上还设置有料量检测组件;所述料量检测组件包括进料翻板18、进料翻板转轴17、一对进料翻板转轴轴承座16、轴承座安装板15、霍尔传感器19和霍尔传感器安装板20;所述轴承座安装板15设置在下料溜槽14两侧板的外侧,其上安装进料翻板转轴轴承座16;所述进料翻板转轴17穿装于两个进料翻板转轴轴承座16中,其处于下料溜槽14的内腔段上安装进料翻板18;所述霍尔传感器安装板 20安装在下料溜槽14的一外侧,其下部与进料翻板转轴17的伸出端安装霍尔传感器19,所述霍尔传感器19的信号线连接中控系统12。
9.所述中控系统12包括中控室、dcs集散控制系统操作界面屏和plc 控制器以及视频监控系统,所述dcs集散控制系统操作界面屏和plc 控制器设置在中控室内;所述plc控制器的控制线分别连接dcs集散控制系统操作界面屏、放料阀门4、制砂机7、振动筛9、原料输送机1、布料运输机3、进料输送机5、筛分回料输送机6、粗砂输送机8、成品砂输送机10和霍尔传感器19;所述dcs集散控制系统操作界面屏上设置有一键启动按钮、一键停机按钮、紧急停机按钮和手动模式按钮;所述视频监控系统包括监控显示屏、硬盘录像机和交换机以及多个监控摄像头,所述监控显示屏、硬盘录像机和交换机相互连接、并设置在中控室内,所述多个监控摄像头分别设置在各设备上,其信号线连接交换机。
10.在所述振动筛9的侧边还设置有收尘器22,且在所述振动筛9的上部还设置有振动筛密封罩21,所述收尘器22的进风口连通振动筛密封罩 21;所述plc控制器连接收尘器22。
11.本实用新型的智能型机制砂自动化干法生产系统,采用中控系统集中控制,并在关键设备的关键节点设置了采用霍尔原理的非接触式测量方式,因而,可在恶劣工作环境中使用,其抗振、抗冲击,能最大程度保证测量的精准,为设备的自动化生产提供控制依据;加之在dcs集散控制系统操作界面屏上能显示各设备的电流、电压和运行情况,且在单个设备出现故障时能够及时报警,并设置有一键启动按钮、一键停机按钮、紧急停机按钮和手动模式按钮,因而,其操作较为简单,且可以大大减少操作人员的数量;同时,在各设备上设置监控摄像头,通过中控系统内的监控显示屏可进一步监控各设备的运行情况,对于出现的报警,可第一时间查看故障设备的视频,及时作出下一步操作决定,并在第一时间关闭堆料场料仓下部的放料阀门,停止送料,避免因人工失误及反应不及时所造成的设备故障损坏或出现故障造成堆料、堵料,进而因需要人工清理而增加工作量和因设备损坏而增加维修难度。因此,本实用新型的智能型机制砂自动化干法生产系统的自动化程度要高于现有同类设备。
附图说明
12.图1是本实用新型的原理示意图;
13.图2是本实用新型的下料溜槽的主剖视放大示意图;
14.图3是本实用新型的k局部放大示意图。
15.图中:
16.1是原料输送机,2是堆料场料仓,3是布料运输机,4是放料阀门, 5是进料输送机,6是筛分回料输送机,7是制砂机,8是粗砂输送机, 9是振动筛,10是成品砂输送机,11是成品砂库,12是中控室集成电控柜,13是大料斗,14是下料溜槽,15是轴承座安装板,16是进料翻板转轴轴承座,17是进料翻板转轴,18是进料翻板,19是霍尔传感器,20霍尔传感器安装
板,21是振动筛密封罩,22是收尘器。
具体实施方式
17.以下结合附图和实施例,对本实用新型作进一步的说明。下面的说明是采用例举的方式,但本实用新型的保护范围不应局限于此。
18.本实施例的智能型机制砂自动化干法生产系统是由堆料场料仓2、放料阀门4、制砂机组、振动筛9、收尘器22、成品砂库11和原料输送机 1、布料运输机3、进料输送机5、筛分回料输送机6、粗砂输送机8、成品砂输送机10和中控系统12构成,其各类输送机(包括布料运输机3) 均采用皮带运输机。
19.堆料场(即:中间堆料场)是作为本实用新型应用的场地,其用于堆放采用大块的各种非金属矿石、矿山尾矿、工业废渣等符合制砂要求的原料经过鄂式破碎机和圆锥式破碎机破碎筛分后,筛出4.75-50mm的粗碎物料(即:制砂原料)。
20.堆料场料仓2安装在堆料场上,其通常是由多个料仓组成,在堆料场料仓2的下部(即:每个料仓的下部)设置有电动推杆式(也可采用其它形式的,如:液压闸阀或液压推杆式)的放料阀门4;布料运输机3 安装在堆料场料仓2的上部,用于将物料均匀卸载到堆料场料仓2的各个料仓里;倾斜安装的原料输送机1的低端设置在堆料场(或设置在前置设备的粗碎生产线的振动筛分机出料端的下部)上,其高端设置在堆料场料仓2上部的布料运输机3的上部,用于将堆料场上(或前置设备的粗碎生产线的振动筛分机出来的)的粗碎物料(即:制砂原料,需要说明的是,此处上料工位,即:将粗碎物料置于原料输送机1的低端这一工位不属于本实施例的智能型机制砂自动化干法生产系统,属于其前置设备,通常是承接粗碎生产线的鄂式破碎机和圆锥式破碎机破碎筛分后物料,即:原料输送机1的低端接粗碎生产线的振动筛分机,设置中间堆料场,只是为了提高其生产效率,如果无中间堆料场,假设本实施例的智能型机制砂自动化干法生产系统直接与鄂式破碎机等粗碎生产线连接起来,一旦本实施例的智能型机制砂自动化干法生产系统或鄂式破碎机等粗碎生产线的某一个环节出现设备故障或者检修,整条生产线都无法开工,而设置有中间堆料场,制砂和原材料破碎可分开工作,互不影响)输送到堆料场料仓2里。
21.制砂机组包括制砂机7、下料溜槽14和大料斗13,下料溜槽14安装在制砂机7的上部,其上安装大料斗13(该大料斗13的上端即为制砂机组的入料口);制砂机组安装在堆料场料仓2的一侧,进料输送机5 的低端设置在堆料场料仓2下部的放料阀门4的下部,其高端设置在制砂机7上部的大料斗13的上部,用于将堆料场料仓2内由放料阀门4放出的物料输送到制砂机7内进行制砂处理。在下料溜槽14上还设置有料量检测组件,该料量检测组件是由进料翻板18、进料翻板转轴17、一对进料翻板转轴轴承座16、轴承座安装板15、霍尔传感器19和霍尔传感器安装板20构成,其中:轴承座安装板15安装在下料溜槽14两侧板的外侧,在该轴承座安装板15上分别安装进料翻板转轴轴承座16,进料翻板转轴17穿装于两个进料翻板转轴轴承座16中,在该进料翻板转轴17 处于下料溜槽14的内腔段上安装进料翻板18;呈
“┓”
状的霍尔传感器安装板20安装在下料溜槽14的一外侧,在该
“┓”
状的霍尔传感器安装板20 的下部内侧与进料翻板转轴18的伸出端安装霍尔传感器19。
22.振动筛9安装在制砂机7的一侧,粗砂输送机8的低端设置在制砂机7的出料口下部,其高端设置在振动筛9的入料口的上部;振动筛9 的出料口连接成品砂输送机10的低
端,成品砂输送机10的高端设置在成品砂库11的入料口上部。筛分回料输送机6设置在布料运输机3与振动筛9之间,筛分回料输送机6的低端设置在振动筛9的回料输出端(用于泄出粒径大于4.75mm的粗大物料)的下部,其高端设置在布料运输机3的上部(用于将返回的粗大物料重新均匀卸载到堆料场料仓2的各个料仓里,便于再次制砂处理)。
23.收尘器22设置在振动筛9的一侧,在振动筛9的上部还设置有振动筛密封罩21,用于收集振动筛9工作时产生的粉尘;收尘器22的进风口连通振动筛密封罩21,用于收集振动筛密封罩21内的粉尘并进行粉尘和空气分离。
24.成品砂输送机10的低端设置在振动筛9的出料端下部,其高端设置在成品砂库11的入料口上部。
25.中控系统12是由中控室、dcs集散控制系统操作界面屏和plc控制器以及视频监控系统构成(附图中均未画出),中控室是一个设置有门窗的房屋,其设置在本生产系统(即:本实施例的智能型机制砂自动化干法生产系统,下同)的一侧,dcs集散控制系统操作界面屏和plc控制器设置在该中控室内(在该中控室内还包括各设备配套所用的空气开关、中间继电器、交流接触器、热过载保护器和其他低压配电开关等)。plc 控制器的控制线分别连接dcs集散控制系统操作界面屏、放料阀门4、制砂机7、振动筛9、原料输送机1、布料运输机3、进料输送机5、筛分回料输送机6、粗砂输送机8、成品砂输送机10和霍尔传感器19(该霍尔传感器19与plc控制器的连接为信号线);在dcs集散控制系统操作界面屏上,设置有一键启动按钮、一键停机按钮、紧急停机按钮和手动模式按钮。视频监控系统是由监控显示屏、硬盘录像机和交换机以及多个监控摄像头构成,监控显示屏、硬盘录像机和交换机相互连接,均设置在中控室内;多个监控摄像头分别设置在各设备(与上相同,该各设备包括堆料场料仓2、制砂机7、振动筛9、收尘器22、成品砂库11和原料输送机1、布料运输机3、放料阀门4、进料输送机5、筛分回料输送机6、粗砂输送机8、成品砂输送机10)上,其各自的信号线均连接至交换机,且各自的视频图像在监控显示屏上显示,并保存在硬盘录像机中。
26.使用时,在中控系统12的中控室内的dcs集散控制系统操作界面屏上,开机时点击一键启动按钮,系统根据plc控制器的设定,依次自动启动成品砂输送机10、振动筛9、收尘器22、布料运输机3、粗砂输送机8和筛分回料输送机6,待这些设备运行正常后,自动启动制砂机7 的运行程序,根据plc控制器的程序设定,最先是制砂机7的减速机稀油站和制砂机液压系统液压站油泵启动,待油泵正常运行,制砂机7的主电机自动启动,带动减速机及与减速机通过联轴器连接的固定辊作旋转运动,运转正常后,液压油缸根据plc控制器的程序设定开始自动启动加压,推动制砂机7的弹簧推板及与弹簧推板连接在一起的活动辊,一起向固定辊运动,当两辊皮轻微接触时,自动加压到设定的初始压力 (0.1-1.2mpa)使固定辊能刚好带动活动辊作相对运动,制砂机两辊在初始压力下运行正常后,plc控制器给出信号,自动启动原料输送机1 和放料阀门4,启动送料至制砂机7的大料斗13里,大料斗13中的物料通过下料溜槽14推动进料翻板18转动,带动进料翻板转轴17偏转,安装在进料翻板转轴17端部的霍尔传感器19通过进料翻板转轴17的偏转角度,感应出大料斗13通过下料溜槽14进料的多少,当进入的物料量达到设定的阈值时,霍尔传感器19会输出阈值信号,plc控制器给出控制信号,让制砂机7自动转换为制砂工作模式,进行自动化生产。
27.当物料供应不足、进入的物料量减少时,进料翻板轴18的偏转角度减小,下降到另一个设定的阈值时,霍尔传感器19会输出另一个阈值信号,plc控制器给出控制信号,使得
制砂机7自动转换为低压力制砂工作模式,从而可解决因压力过大造成成品含粉率过高的难题,进一步保障了机制砂的细度模数,避免了制砂机因物料少时承受过大的冲击载荷。
28.停机时,点击dcs集散控制系统操作界面屏上的一键停机按钮,中控系统12中的plc控制器会根据开机顺序反向操作,依次自动停机。
29.在中控室内,本生产系统的各设备(包括堆料场料仓2、放料阀门4、制砂机7、振动筛9、收尘器22、成品砂库11和原料输送机1、布料运输机3、进料输送机5、筛分回料输送机6、粗砂输送机8、成品砂输送机10等)的实时视频图像都通过各自的监控摄像头汇总并显示在监控显示屏上,其运行情况也会显示在dcs集散控制系统操作界面屏上,因而,本生产系统只需一个工作人员操作。当本生产系统的某个环节出现问题时,或单个设备出现故障报警时,dcs集散控制系统操作界面屏上会弹出“紧急停机”或“一键停机”二选一界面,工作人员可根据视频监控情况进行选择操作。同时,在中控系统12中还设计有“手动模式”,当自动化系统出现故障后,可切换到“手动模式”进行控制。
30.使用过程中,堆料场上的物料(即:制砂原料,是经过了鄂式破碎机和圆锥式破碎机破碎筛分后,筛出的4.75-50mm原料)经过原料输送机 1至布料运输机3上,由布料运输机3均匀卸载到堆料场料仓2的各个料仓里,再由放料阀门4放出物料,经由进料输送机5输送至制砂机7中进行制砂处理,成为粗砂,再由粗砂输送机8将其输送到振动筛9中进行粗细分选,粒径小于4.75mm的物料经由成品砂输送机10上,从而输送到成品砂库11内。
31.在振动筛9里被分选出来的粒径大于4.75mm的物料,经由筛分回料输送机6返回输送至布料运输机3上,由布料运输机3均匀卸载到堆料场料仓2的各个料仓里。在振动筛9里,物料分选过程中产生的粉尘被振动筛密封罩21收集、并被收尘器22抽入进行粉尘和空气分离。
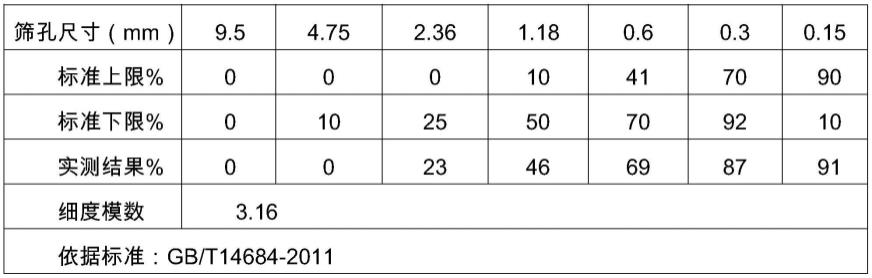
32.本实施例的振动筛9中选用4.75mm筛网,机制砂细度模数在3.5 左右,级配合理,符合国家粗砂标准;若选用3.5mm筛网,机制砂细度模楼在3.0左右,级配合理,符合国家中砂标准。
33.下表是选用不同筛孔尺寸所生产的机制砂的检验报告数据:
[0034][0035]
本实用新型的智能型机制砂自动化干法生产系统,适合应用在水资源不足、不能水洗的地方,或者是生产只能干法制备的砂子,或者是使用含泥量少或含其他杂质小的原料。
[0036]
本实用新型的智能型机制砂自动化干法生产系统,可用于利用各种非金属矿石、矿山尾矿、工业废渣等符合制砂要求的原料干法制备建筑用的砂子。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1