一种高粘度涂料涂布边缝用涂刷装置的制作方法
1.本实用新型属于高粘度涂料喷涂技术领域,尤其涉及一种高粘度涂料涂布边缝用涂刷装置。
背景技术:
2.涂料,在中国传统名称为油漆。所谓涂料是涂覆在被保护或被装饰的物体表面,并能与被涂物形成牢固附着的连续薄膜,通常是以树脂、或油、或乳液为主,添加或不添加颜料、填料,添加相应助剂,用有机溶剂或水配制而成的粘稠液体。
3.现有涂料的涂装方法主要包含六种,分别是刷涂,刮涂,辊涂,浸涂,喷涂以及淋涂。其中,喷涂又包括空气喷涂,无气喷涂和静电喷涂三种涂装方法。
4.对于高粘度涂料的涂装,现有通常采用空气喷涂的方式,空气喷涂是利用压缩空气或其他方式作为动力,将涂料从喷枪的喷涂嘴中喷出,成雾状分散沉积形成均匀涂膜的一种涂装方式,该涂装方法的优点是施工设备简单、便宜,施工效率高、可对复杂形状物件进行涂装,缺点是除了涂料利用率低、消耗大,主要还包含涂层表面易产生不均匀的凹凸面,这些凹凸面的存在不仅使得涂装体表面与涂料之间留有空气间隙,进而致使涂装体的表面与涂料之间粘附力降低,而且还会影响涂层的平整度和美观度,也即影响涂层质量,尤其在对滚筒上的边缝进行喷涂时,由于滚筒上的边缝通常采用焊接方式形成,而边缝的平整度相较其他位置较差,因此采用喷涂方式对该滚筒的边缝进行喷涂时,边缝位置的涂层表面更易出现不均匀的凹凸面。
5.基于上述问题,本技术设计了一种使用方便且涂层质量高的高粘度涂料涂布边缝用涂刷装置,该涂刷装置将刷涂方式和喷涂方式结合使用,并利用加热流平机构对涂装体边缝上经毛刷刷涂后的涂料进行加热使其进行自然平流,提高了涂层与边缝表面之间的粘附力以及提高了边缝位置涂料固化后表面的光泽度与平整度。
技术实现要素:
6.本实用新型提供一种使用方便且涂层质量高的高粘度涂料涂布边缝用涂刷装置,该涂刷装置将刷涂方式和喷涂方式结合使用,并利用加热流平机构对涂装体边缝上经毛刷刷涂后的涂料进行加热使其进行自然平流,提高了涂层与边缝表面之间的粘附力以及提高了边缝位置涂料固化后表面的光泽度与平整度,解决了现有对涂装体的边缝位置采用空气喷涂方式进行涂装时涂层表面易产生不均匀的凹凸面进而降低涂层与边缝表面的粘附力以及涂层表面平整度的问题。
7.本技术提供了一种高粘度涂料涂布边缝用涂刷装置,包含喷涂机构(2)和加热流平机构(3),所述喷涂机构(2)包含喷涂罐(21),所述喷涂罐(21)的出料端设有喷涂嘴 (211),所述喷涂嘴(211)的一侧安装有毛刷(212),该毛刷(212)位于所述喷涂嘴 (211)的后端,且该毛刷(212)至少可与涂装体(4)上的边缝表面接触;所述加热流平机构(3)设置在所述毛刷(212)的后方,该加热流平机构(3)包含散热单元,该散热单元正对涂装体(4)的涂
刷面,利用该散热单元至少可对涂装体(4)上的边缝表面的涂料进行加热使其自然平流。
8.作为本技术的优选方案,所述散热单元包含一端开口的绝缘隔热腔(31),该绝缘隔热腔(31)的内部设有电加热元件(32),且在该绝缘隔热腔(31)的开口处安装有散热板(33),该散热板(33)与所述涂装体(4)相对设置。
9.作为本技术的优选方案,所述电加热元件(32)包含电热丝发热体、陶瓷发热体、石英管发热体、卤素管发热体以及导热油发热体中的至少一种。
10.作为本技术的优选方案,所述喷涂嘴(211)上安装有毛刷(212),该毛刷(212)包含基座和刷毛(2123),所述基座包含刷毛固定座(2121)和喷涂嘴套管(2122),所述刷毛固定座(2121)上沿其轴向设有多个等距排列并与喷涂嘴(211)管贯通的孔柱(2124),所述刷毛(2123)的一端固定在刷毛固定座(2121)上,另一端至少可与所述涂装体(4) 上的边缝表面接触,所述喷涂嘴套管(2122)可与喷涂嘴(211)紧密连接,所述涂料经喷涂嘴套管(2122)和刷毛固定座(2121)上的孔柱(2124)可挤压至刷毛(2123)并通过刷毛(2123)将涂料涂刷在涂装体(4)上的边缝位置。
11.作为本技术的优选方案,所述刷毛(2123)在所述刷毛固定座(2121)上呈扇形状布设。
12.作为本技术的优选方案,所述喷涂机构(2)包含水浴加热组件,所述水浴加热组件包含加热保温壳(22)和输液管线(23),该加热保温壳(22)设置在喷涂罐(21)的外周套,该加热保温壳(22)的内壁与喷涂罐(21)的外壁之间存在加热腔,所述输液管线(23) 包含进液管路和出液管路,所述进液管路和出液管理分别与所述加热腔贯通。
13.作为本技术的优选方案,所述进液管路输送的液体为加热后的恒温液体。
14.与现有技术相比,本技术中该高粘度涂料涂布边缝用涂刷装置的优势在于:将刷涂方式和喷涂方式结合使用,利用涂刷装置能够使得涂料与涂装体4上的边缝表面均匀接触,提高了涂料在边缝表面的粘附力,同时,利用加热流平机构3上的散热单元可对边缝表面经毛刷212刷涂后的涂料进行加热使其融化并自然平流,提高了边缝位置涂料固化后表面的光泽度与平整度;也即,本技术中的该涂刷装置结构简单,使用方便,采用该涂刷装置能够提高涂层质量以及涂刷效率。
附图说明
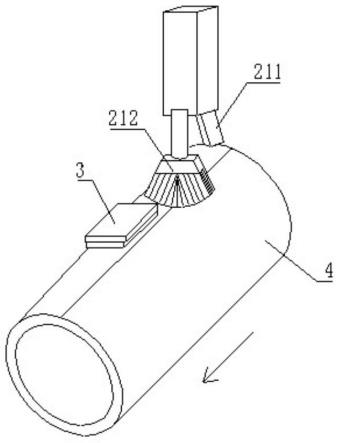
15.图1为本实用新型实施例一提供的喷涂机构、加热流平机构和涂装体三者之间的位置关系结构示意图。
16.图2为本实用新型实施例一提供的涂刷装置的整体结构示意图。
17.图3为本实用新型实施例一提供的涂刷装置的俯视结构示意图。
18.图4为本实用新型实施例一提供的加热流平机构的局部剖视结构示意图。
19.图5为本实用新型实施例二提供的喷涂机构、加热流平机构和涂装体三者之间的位置关系结构示意图。
20.图6为本实用新型实施例二提供的毛刷的剖视结构示意图。
21.图7为本实用新型实施例三提供的喷涂罐外周套设有加热保温壳的局部剖视结构示意图。
22.附图标记
23.架体1,喷涂机构2,喷涂罐21,喷涂嘴211,毛刷212,刷毛固定座2121,喷涂嘴套管2122,刷毛2123,孔柱2124,加热保温壳22,输液管线23,加压管线24,加料管线 25,加热流平机构3,绝缘隔热腔31,电加热元件32,散热板33,涂装体4,输送机构41,控制器5。
具体实施方式
24.下面结合具体实施方式并对照附图对本实用新型作进一步详细说明,应该强调的是,下述说明仅仅是示例性的,而非用作限定本实用新型的范围和及其应用。
25.在本实用新型的描述中,需要理解的是,术语“上端”、“底部”、“上”、“下”、“外侧”“内侧”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或机构必须有特定的方位、以特定的方位构造或操作,因此不能理解为对本实用新型的限制;同时,在本实用新型的描述中,“至少”的含义包含一个、两个和两个以上。
26.在本实用新型中,除非另有明确的规定和限定外,术语“固定”、“连接”、“安装”等应做广义理解,例如,可以是固定连接,也可以是可拆卸式连接,还可相对转动连接,或,可以是一体连接,也可以是直接连接,还可以是通过中间媒介间接连接;对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
27.实施例1:本实施例提供了一种高粘度涂料涂布边缝用涂刷装置,该涂刷装置包含喷涂机构2和加热流平机构3,参见图1(箭头方向为涂装体4的移动方向),本实施例中,喷涂机构2包含喷涂罐21,在喷涂罐21的出料端设有喷涂嘴211,该喷涂嘴211的一侧安装有毛刷212,该毛刷212位于喷涂嘴211的后端,且该毛刷212至少可与涂装体4上的边缝表面接触,用毛刷212上的刷毛2123可将涂层表面出现的不均匀凹凸面进行抹平(刷平),使得刷涂后的涂料可与边缝位置均匀接触,提高了涂料在边缝表面的粘附力以及均匀性,本实施例中,优选毛刷212固定在喷涂罐21的出料端,且该毛刷212与喷涂嘴211 之间的距离小于2cm;加热流平机构3设置在毛刷212的后方,且该加热流平机构3靠近毛刷212,本实施以不影响毛刷212正常使用为准,如此可增加在涂装体4上轴向的加热区域,该加热流平机构3包含散热单元,该散热单元正对涂装体4的涂刷面,利用该散热单元至少可对涂装体4上的边缝表面的涂料进行加热使其自然平流,如此可提高边缝位置涂层表面的平整度和光泽度。
28.本实施例中,毛刷在涂装体4上的涂刷区域以及散热单元在涂装体4上的加热区域根据需要设置,本实施例优选仅对涂装体4上的边缝表面进行处理;本实施例中,由于散热单元与喷涂嘴211之间存在特定距离,因此在正常使用时散热单元无法对涂装体4起始位置的进行加热,但由于该距离较小,因此对整个边缝表面涂层质量的影响可忽略不计。
29.本实施例中,散热单元包含一端开口的绝缘隔热腔31,该绝缘隔热腔31的内部设有电加热元件32,且在该绝缘隔热腔31的开口处安装有散热板33,该散热板33与涂装体4 相对设置,参见图4。
30.本实施例中,电加热元件32包含现有电热丝发热体、陶瓷发热体、石英管发热体、卤素管发热体以及导热油发热体中的至少一种。
31.本实施例中,上述电加热元件32也可为现有的红外或紫外电烤灯或电烤炉等设备。
32.本实施例中,毛刷212优选为现有扇面毛刷212。
33.本实施例中,所述涂装体4优选为对边缝进行涂装的滚筒。
34.本实施例中,散热单元距离涂装体4表面的高度为5-10cm。
35.本实施例中,优选喷涂机构2和加热流平机构3均固定在架体1上,参见图2-3,所述架体1优选呈龙门结构,如此便于涂装体4从龙门架的底部通过,本实施例中,加热流平机构3根据需要可设置在架体1上方,也可设置在架体1下方,本实施例优选该加热流平机构3和喷涂机构2的喷涂嘴211均设置在架体1的下方。
36.本实施例在使用前,先将涂刷装置布设在用于运送涂装体4的输送机构41的正上方,使用时,启动喷涂机构2、加热流平机构3以及输送机构41,当涂装体4移动至喷涂机构 2的下方时,喷涂罐21内的涂料在高压作用下经喷涂嘴211喷涂在涂装体4表面的边缝位置,与此同时,位于喷涂嘴211后方的毛刷212对喷涂在边缝表面的涂料进行抹平操作,该操作可将涂料表面产生的凹凸面抹平,如此,不仅能够使得涂料与边缝表面充分接触,而且可使得涂料均匀涂刷在边缝表面,同时,利用散热单元产生的热能对边缝表面的涂料进行加热使其融化并自然平流,提高了边缝位置涂层表面的平整度和光泽度。
37.可见,本实施例中该涂刷装置将现有刷涂方式和喷涂方式结合使用,相比现有仅使用喷涂方式,利用本实施例中的该涂刷装置可使得刷涂后的涂料与涂装体4上的边缝表面均匀接触,提高了涂料在边缝表面的粘附力,同时,利用散热单元可对边缝表面的涂料进行加热使其融化自然平流,提高了边缝位置涂料固化后表面的光泽度与平整度;也即,本实施例中的该涂刷装置结构简单,使用方便,采用该涂刷装置能够提高涂层质量以及涂刷效率。
38.实施例2:本实施例提供了一种高粘度涂料涂布边缝用涂刷装置,该涂刷装置包含喷涂机构2和加热流平机构3,参见图5((箭头方向为涂装体4的移动方向)),其中,喷涂机构2包含喷涂罐21,在喷涂罐21的出料端设有喷涂嘴211,所述喷涂嘴211上可拆卸的安装有毛刷212,该毛刷212包含基座和刷毛2123,所述基座包含刷毛固定座2121和喷涂嘴套管2122,所述刷毛固定座2121上沿其轴向设有多个等距排列等尺寸并与喷涂嘴211 管贯通的孔柱2124,参见图6,刷毛2123的一端固定在刷毛固定座2121上,另一端至少可与涂装体4上的边缝表面接触,喷涂嘴套管2122可与喷涂嘴211紧密套接;涂料经喷涂嘴套管2122和刷毛固定座2121上的孔柱2124可挤压至刷毛2123并通过刷毛2123将涂料涂刷在涂装体4上的边缝表面,本实施例中,由于涂料采用高压经喷涂嘴211和孔柱2124 挤压到刷毛2123上,因此刷毛2123上的涂料分布均匀,利用该毛刷212可实现涂料在边缝表面的均匀涂刷,且利用刷毛2123涂刷的涂层不易在表面产生凹凸面的现象,刷涂后的涂料可与边缝表面完全接触,提高了涂料在边缝表面的粘附力以及均匀性;加热流平机构 3设置在毛刷212的后方,该加热流平机构3包含散热单元,该散热单元正对涂装体4的涂刷面,利用该散热单元可对涂装体4上经毛刷212刷涂的边缝表面的涂料进行加热使其自然平流,如此可提高边缝位置涂层表面的平整度和光泽度。
39.本实施例中,优选所述刷毛2123在所述刷毛固定座2121上呈扇形状分布。
40.本实施例中,毛刷在涂装体4上的涂刷区域以及散热单元在涂装体4上的加热区域根据需要设置,本实施例优选仅对涂装体4上的边缝表面进行处理;本实施例中,由于散热单元与喷涂嘴211之间存在特定距离,因此在正常使用时散热单元无法对涂装体4起始位置的进行加热,但由于该距离较小,因此对整个边缝表面涂层质量的影响可忽略不计。
41.本实施例中,散热单元的结构和安装位置与实施例1相同,本实施例再次不做赘述。
42.本实施例在使用前,如实施例1中对涂刷装置进行安装和布设。
43.使用时,启动喷涂机构2、加热流平机构3以及输送机构41,当涂装体4移动至喷涂机构2的下方时,喷涂罐21内的涂料在高压作用下经喷涂嘴211和孔柱2124挤压至毛刷 212上,利用毛刷212将其上的涂料涂刷在涂装体4上的边缝表面,该利用刷毛2123涂刷的涂层表面不易产生凹凸面,如此,不仅能够使得涂料与边缝表面充分接触,而且可使得涂料均匀涂刷在边缝表面,同时,利用散热单元产生的热气对边缝表面的涂料进行加热使其融化并自然平流,提高边缝位置涂层表面的平整度和光泽度。
44.可见,本实施例中该涂刷装置将现有刷涂方式和喷涂方式结合使用,与实施例1不同在于,本实施例利用喷涂方式将涂料挤压至刷毛2123使得毛刷212上涂料分布均匀,利用该毛刷212进一步实现涂料在边缝表面的均匀涂刷,相比现有,利用本实施例中的该涂刷装置可使得刷涂后的涂料与边缝表面均匀接触,提高了涂料在边缝表面的粘附力,同时,利用散热单元可对边缝表面的涂料进行加热使其融化自然平流,提高了涂料固化后表面的光泽度与平整度;也即,本实施例中的该涂刷装置结构简单,使用方便,采用该涂刷装置能够提高涂层质量以及涂刷效率。
45.实施例3:与实施例1和2相比,本实施例的区别在于,喷涂机构2包含水浴加热组件,所述水浴加热组件包含加热保温壳22和输液管线23,该加热保温壳22设置在喷涂罐 21的外周套,参见图7,该加热保温壳22的内壁与喷涂罐21的外壁之间存在加热腔,所述输液管线23包含进液管路和出液管路,所述进液管路和出液管理分别与所述加热腔贯通。
46.本实施例中,所述进液管路输送的液体为加热后的恒温液体,出液管路可将加热腔内的液体排出。
47.本实施例利用该水浴加热组件可对喷涂罐21内的高粘度涂料进行加热,增加其流动性,本实施例中,喷涂罐21内设有搅拌组件,该设置为现有已经的结构,本实施例不做详细说明。
48.本实施例中,为了便于对涂刷装置自动控制,优选包含控制器5,该控制器5与加热机构和输液管线23上的开关阀连接,利用该控制器5可对加热机构的工作状态以及加热温度进行控制,同时,利用该控制器5可控制输液管线23上开关阀的启闭。
49.本实施例中,喷涂罐21上设有加压管线24和加料管线25,该加压管线24、加料管线 25以及喷涂罐21的出料端上均分别设有控制阀,控制阀与控制器5连接,利用控制器5 可对各控制阀的工作状态进行控制。
50.本实施例中,所述控制阀和开关阀包含流量阀、电磁阀和压力调节阀,具体根据实际需要选择。
51.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未做过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型的前提下,还可以做出若干改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1