一种阻燃复合板的制造设备的制作方法
1.本实用新型涉及防火板材制造技术领域,具体涉及一种阻燃复合板的制造设备。
背景技术:
2.阻燃复合板的主体结构包括喷有阻燃胶的巢孔板,其两面覆盖两个耐高温的难燃表板,其生产过程是将两个表板的其中一面均涂胶,然后将两个表板的胶面与巢孔板两面贴合,之后进行裁剪和封边制备而成,具体可参考申请号为cn94223270.4的实用新型专利。
3.在现有技术中,涂胶装置一般为一传送带,表板经过传送带输送,其上方悬设一排胶枪持续打胶,在表板输送至传送带末端后通过人工或者机械手臂将其翻转,再与巢孔板的两面贴合,或结构复杂投入成本高,或人工操作较为麻烦。
技术实现要素:
4.为解决上述技术中存在的问题,本实用新型提供一种阻燃复合板的制造设备,包括用于输送上表板的上输送机构,所述上输送机构由水平排列的多个上辊构成,所述上辊由轴杆和设置于所述轴杆两端的辊盘构成;用于输送下表板的下输送机构,所述下输送机构位于所述上输送机构下方,两个所述输送机构输送方向相同;胶枪,所述胶枪的出胶口与所述上表板底面相邻;上刮板,所述上刮板位于所述胶枪沿输送方向的下游,所述上刮板与所述上表板底面相邻;下刮板,所述下刮板位于所述上刮板沿输送方向的下游,所述下刮板与所述下表板顶面相邻;两个所述刮板与所述输送方向垂直。
5.其中,所述上刮板和所述下刮板均为v形板或弧形板,两个所述刮板的开口方向与所述输送方向相反。
6.其中,所述上输送机构的末端设置两个导向杆,两个所述导向杆沿所述输送方向向下倾斜设置。
7.其中,所述下输送机构的末端设置导向板,所述导向板沿所述输送方向向下倾斜设置。
8.其中,所述制造设备还包括外送料机构和外出料机构,所述外送料机构和所述外出料机构均为输送带,所述外出料机构位于所述导向板末端下方,所述外送料机构位于所述外出料机构上游端,所述外送料机构的高度位于所述导向板末端高度与所述导向杆末端高度之间。
9.其中,所述外送料机构的上方架设压辊。
10.本实用新型的有益效果为:本实用新型能够在矩形壳体内通过单排胶枪完成对两个上下表板的同时涂胶,两个表板从输送机构送出后其在对应的上、下表面已经涂覆胶水,不再需要将两个表板进行翻转。
附图说明
11.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
12.图1是本实用新型的外视图;
13.图2是本实用新型的内部结构示意图;
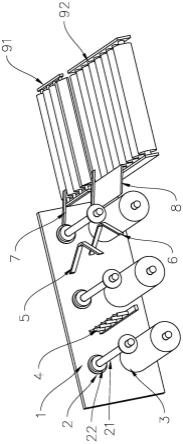
14.图3是本实用新型使用状态示意图。
15.附图标记说明
16.1、壳体,11、上表板,12、下表板,2、上辊,21、轴杆,22、辊盘,3、下输送机构,4、胶枪,5、上刮板,6、下刮板,7、导向杆,8、导向板,91、外送料机构,92、外出料机构,93、压辊。
具体实施方式
17.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施例的限制。
18.如图1、图2和图3所示,为实施例提供的一种阻燃复合板的制造设备,包括设置于长方体壳体1内的上输送机构、下输送机构3、上下两个刮板,多个胶枪4,具体为
19.用于输送上表板11的上输送机构,上输送机构由水平间隔排列的多个上辊2构成,上辊2由轴杆21和设置于轴杆21两端的辊盘22构成;
20.用于输送下表板12的下输送机构3,其由多个传送辊构成或者由输送带等输送机构完成输送,下输送机构3位于上输送机构的下方,两个输送机构输送方向相同,在本实施例中为水平向右侧输送;
21.胶枪4,胶枪4的出胶口与上表板11底面相邻,在本实施例中胶枪4为多个成排设置,沿轴杆21的轴线排列并设置与其中两个上辊2之间的间隙内,胶枪4的涂抹范围不大于两个辊盘22的相邻面之间的具体;
22.上刮板5,上刮板5位于胶枪4沿输送方向的下游,上刮板5与上表板底11面相邻,可具有交窄缝隙;
23.下刮板6,下刮板6位于上刮板5沿输送方向的下游,下刮板6与下表板12顶面相邻,同样可具有间隙;
24.两个刮板与都与输送方向垂直,其目的是用于将胶水刮匀并阻挡多余的胶水。
25.上刮板5和下刮板6均为v形板或弧形板,两个表板的开口方向与输送方向相反,其目的是将多余的胶水向刮板中部集中,防止胶水流至刮板两端之外地面,使后期对下输送机构3下方的底面清洁更加省力。
26.如图2所示,上输送机构的末端设置两个导向杆7,两个导向杆7沿输送方向向下倾斜设置,具体的两个导向杆7与两个辊盘22对其;同时下输送机构3的末端设置导向板8,导向板8沿输送方向向下倾斜设置。
27.制造设备还包括外送料机构91和外出料机构92,外送料机构91和外出料机构92可均为输送带,
28.外出料机构91位于导向板末8端下方,外送料机构91位于外出料机构92上游端,外送料机构91的高度位于导向板8末端高度与导向杆7末端高度之间。
29.本实用新型的工作原理为,可参照图2和图3,在上输送机构和下输送机构3运输上
表板11和下表板12的过程中,胶枪4对上表板11底部喷胶,由于上辊2由辊盘22输送,因此胶水不会黏附在辊盘22上,之后上刮板5对其进行刮抹均匀,多余的胶水被刮板5阻拦后下落至下表板12上,之后下刮板6对下表板12上表面的胶水进行刮抹,在此过程中,应使胶枪4喷胶过量,使部分胶水在接触上刮板5前从上表板11掉落在下表板12上,如此下表板12的上表面也会获得足量的胶水,再经下刮板6涂抹。
30.下表板12先经过导向板8滑落至外出料机构92上,再通过外送料机构91将巢孔板输送至下表板12上方,之后上表板11经过导向杆7滑落至巢孔板上方,完成两个表板和巢孔板的组合,之后启动外出料机构92将组合后的复合板送出后裁切封边。
31.此过程中由于两个输送机构在连续出料,胶水还未开始凝固,并且巢孔板本身与两个表板的接触面积较小,因此各个板材可按其预定的轨迹滑落。
32.此外,可如图3所示,外送料机构92运输末端的位置上方架设压辊93,将组合后的复合板压紧。
33.显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种阻燃复合板的制造设备,其特征在于,包括用于输送上表板的上输送机构,所述上输送机构由水平排列的多个上辊构成,所述上辊由轴杆和设置于所述轴杆两端的辊盘构成;用于输送下表板的下输送机构,所述下输送机构位于所述上输送机构下方,两个所述输送机构输送方向相同;胶枪,所述胶枪的出胶口与所述上表板底面相邻;上刮板,所述上刮板位于所述胶枪沿输送方向的下游,所述上刮板与所述上表板底面相邻;下刮板,所述下刮板位于所述上刮板沿输送方向的下游,所述下刮板与所述下表板顶面相邻;两个所述刮板与所述输送方向垂直。2.根据权利要求1所述的一种阻燃复合板的制造设备,其特征在于,所述上刮板和所述下刮板均为v形板或弧形板,两个所述刮板的开口方向与所述输送方向相反。3.根据权利要求1所述的一种阻燃复合板的制造设备,其特征在于,所述上输送机构的末端设置两个导向杆,两个所述导向杆沿所述输送方向向下倾斜设置。4.根据权利要求3所述的一种阻燃复合板的制造设备,其特征在于,所述下输送机构的末端设置导向板,所述导向板沿所述输送方向向下倾斜设置。5.根据权利要求4所述的一种阻燃复合板的制造设备,其特征在于,所述制造设备还包括外送料机构和外出料机构,所述外送料机构和所述外出料机构均为输送带,所述外出料机构位于所述导向板末端下方,所述外送料机构位于所述外出料机构上游端,所述外送料机构的高度位于所述导向板末端高度与所述导向杆末端高度之间。6.根据权利要求5所述的一种阻燃复合板的制造设备,其特征在于,所述外送料机构的上方架设压辊。
技术总结
本实用新型涉及一种阻燃复合板的制造设备,包括用于输送上表板的上输送机构,上输送机构由水平排列的多个上辊构成,上辊由轴杆和设置于轴杆两端的辊盘构成;用于输送下表板的下输送机构,下输送机构位于上输送机构下方,两个输送机构输送方向相同;胶枪,胶枪的出胶口与上表板底面相邻;上刮板,上刮板位于胶枪沿输送方向的下游,上刮板与上表板底面相邻;下刮板,下刮板位于上刮板沿输送方向的下游,下刮板与下表板顶面相邻;两个刮板与输送方向垂直。本实用新型能够在矩形壳体内通过单排胶枪完成对两个上下表板的同时涂胶,两个表板从输送机构送出后其在对应的上、下表面已经涂覆胶水,不再需要将两个表板进行翻转。不再需要将两个表板进行翻转。不再需要将两个表板进行翻转。
技术研发人员:李书生
受保护的技术使用者:河北卓森工业技术有限公司
技术研发日:2022.11.09
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1