一种喷涂装置的制作方法
1.本实用新型涉一种喷涂装置,主要用于零件热喷涂领域。
背景技术:
2.热喷涂技术是一种利用热喷涂设备在基体表面形成涂层的加工方法使其达到防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能的特种加工技术。然而在涂层制备的过程中,会产生噪音(>120db)、粉尘颗粒物、热辐射以及电离辐射等对人体较大的危害,所以必须将热喷涂装置及待加工的零件放置在密闭的隔音房内实现热喷涂加工过程。其中热喷涂加工核心过程是在热喷涂设备未开启时需要人员先进入密闭的隔音房内,将零件放置在喷涂工位上,然后人员离开喷涂房才能开始热喷涂设备的开启与操作:喷涂前装夹-开机启动-喷枪点火-送粉-喷涂-喷涂完成喷枪关闭-粉末除尘完毕后人员进入房间更换下一个待喷涂零件,如此循环。以常规大小的零件,使用常规工艺平均每个零件喷涂耗时仅占总流程的1/2-1/3分钟,其他的时间的比例越大。随着国家环保标准逐年提高,高能耗、低效率、高噪音的工艺也逐渐要被淘汰。开发出新的喷涂工艺或设备是目前该领域研究的一个热点。
3.现有专利(申请号:cn201921699576.6 )公布了一种用于机械手加工的喷涂装置,涉及机械手加工技术领域,针对不同规格的机械手臂喷涂时需要不同装置的问题,包括框体,所述框体的内部设有两个固定块,两个所述给固定块上转动连接有第二螺杆。该实用新型通过安装第二螺杆、第二活动环、第一滑槽、第一滑块和第三活动环的组可以将不同规格的机械手臂于装置上,双轴电机与第一轴承的组合使得固定的机械手臂可以在喷涂过程中进行旋转从而达到均匀的效果,第一螺杆与第一活动环的组合带动喷枪进行左右移动对机械手臂进行喷涂,该装置的结构组合使得必填规格的机械手臂可以在同一个装置上进行喷涂加工,不仅节约了成本而且节约了厂房空间,提高收益。通过机械臂进行旋转能到达均匀喷涂的效果,但是能耗和噪音未能降低。
技术实现要素:
4.本实用新型目的是针对现有技术装置存在的不足,提供一种效率高、噪音低的热喷涂装置。
5.具体是这样实施的,一种喷涂装置,包括喷涂房、分度转台、中心转动装置、机械喷涂装置、上料装置、下料装置和抽吸装置,所述喷涂房为长方体内空箱盒状,喷涂房顶板设有一根管道与外部的抽吸装置连通;所述分度转台为圆柱体状,分度转台大部分水平安装在盒装喷涂房内部,小部分露在喷涂房的侧壁外部,外部的分度转台两侧分别安装有上料装置和下料装置;分度转台中心安装有一中心转动装置控制台面水平转动;分度转台的上表面靠近台边缘设有一组排列成圆环状的转运工位,转运工位的台座底部安装有一根穿过台面铁质的工位转轴,分度转台上表面的圆环形转台面以中心向边缘外设有一组垂直的隔板,每块隔板上都开有一个过件窗口;转运工位最靠近喷涂房内侧的一个工位为喷涂工位,
喷涂工位顺时针一侧最邻近的工位为预喷涂工位,喷涂工位边侧安装有一台机械喷涂装置;喷涂工位的底部下方设有一变速转动装置,预喷涂工位的底部下方设有一低速转动装置;变速转动装置和低速转动装置的顶部均设有一根可上下伸缩的磁性伸缩轴。
6.装置启动时,上料装置将喷涂件移放到分度转台的转运工位上,此时中心转动装置开始间歇30秒式顺时针转动,转运工位上的喷涂件转动到预喷涂工位的时候,低速转动装置的磁性伸缩轴启动上升吸附住预喷涂工位底部的工位转轴后开始转动,30秒后磁性伸缩轴缩回,喷涂件转动至预喷涂工位,变速转动装置的磁性伸缩轴上升吸附住喷涂工位的工位转轴,之后变速转动装置开始由低速变快速转动,机械喷涂装置此时开始进行喷涂工件。30秒后喷涂完毕,进入下一工位至喷涂房外,最后被下料装置移除出分度转台。喷涂过程中抽吸装置开启,空气中余留的涂料颗粒通过管道排出喷涂房。
7.进一步地,分度转台的顶面通过一条直的隔音条与喷涂房的内顶壁密封连接,分度转台上与喷涂房内侧壁平行的两块隔板也各通过一条隔音条与临近喷涂房的两块平行侧壁板密封连接,形成隔音密闭的喷涂空间。
8.进一步地,机械喷涂装置上设有可以多角度移动的机械臂。
9.进一步地,喷涂房外部安装有一台电控柜,控制设备的启动。
10.进一步地,管道的进风口设置在喷涂工位逆时针方向下一个运转工位的正上方。
11.进一步地,上料装置设有上料机械臂,下料装置设有下料机械臂,来进行装卸喷涂工件。
12.本实用新型的有益效果是:
13.1.增设预喷涂工位进行提前预加速,再低速转动切换成高速转动,可省去加速等待时间,降低单个工件的喷涂时长。
14.2.设置隔音密闭的空间,使操作人员不需要进入密闭的操作间内就能快速完成待喷涂工件的更换与装夹,同时能降低噪音保障工作安全环境。
附图说明
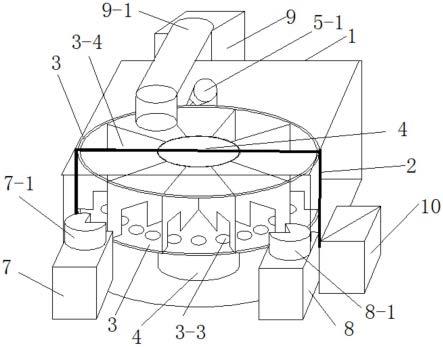
15.图1为实用新型的结构示意图。
16.图2为该实用新型的左视图。
17.图3位分度转台的结构示意图
18.图中:1 喷涂房、2隔音条、3分度转台、3-1预喷涂工位、3-2喷涂工位、3-3转运工位、3-4隔板、3-5工位转轴、3-6磁性伸缩轴、3-7低速转动装置、3-8变速转动装置、4中心转动装置、5机械喷涂装置、5-1机械臂、6过件窗口、7上料装置、7-1上料机械臂、8下料装置、8-1下料机械臂、9抽吸装置、9-1管道、10电控柜。
具体实施方式
19.实施例1:
20.如图1、图2、图3所示,一种喷涂装置,包括喷涂房1、分度转台3、中心转动装置4、机械喷涂装置5、上料装置7、下料装置8和抽吸装置9,所述喷涂房1为长方体内空箱盒状,喷涂房1顶板设有一根管道9-1与外部的抽吸装置9连通;所述分度转台3为圆柱体状,分度转台3大部分水平安装在盒装喷涂房1内部,小部安装在喷涂房1的侧壁外部,外部的分度转台两
侧分别安装有上料装置7和下料装置8,上料装置7设有上料机械臂7-1,下料装置8设有下料机械臂8-1,来进行装卸喷涂工件;分度转台3中心安装有一中心转动装置4控制台面水平转动;分度转台3的上表面靠近边缘部设有一组排列成圆环状的转运工位3-3,转运工位3-3的台座底部安装有一根穿过台面铁质的工位转轴3-5,分度转台3上表面的圆环形转台面以中心向边缘外设有一组垂直的隔板3-4,每块隔板3-4上都开有一个过件窗口6;转运工位3-3最靠近喷涂房1内侧的一个工位为喷涂工位3-2,喷涂工位3-2顺时针一侧最邻近的工位为预喷涂工位3-1,喷涂工位3-2边侧安装有一台机械喷涂装置5,机械喷涂装置5上设有可以多角度移动的机械臂5-1;喷涂工位3-2的底部下方设有一变速转动装置3-8,预喷涂工位3-1的底部下方设有一低速转动装置3-7;变速转动装置3-8和低速转动装置3-7的顶部均设有一根可上下伸缩的磁性伸缩轴3-6;分度转台3的顶面通过一条直的隔音条2与喷涂房1的内顶壁密封连接,分度转台3上与喷涂房内侧壁平行的两块隔板3-4也各通过一条隔音条2与临近喷涂房1的两块平行侧壁板密封连接,形成隔音密闭的喷涂空间;喷涂房1外部安装有一台电控柜10,控制设备的启动。
21.装置启动时,上料装置7将喷涂件移放到分度转台3的转运工位上,此时中心转动装置4开始间歇30秒式顺时针转动,转运工位上3-1的喷涂件转动到预喷涂工位3-2的时候,低速转动装置3-7的磁性伸缩轴3-6启动上升吸附住预喷涂工位3-2底部的工位转轴3-5后开始转动,30秒后磁性伸缩轴3-6缩回,喷涂件转动至预喷涂工位3-2,变速转动装置3-8的磁性伸缩轴3-6上升吸附住喷涂工位3-2的工位转轴3-5,之后变速转动装置3-8开始由低速切换至快速转动,机械喷涂装置5此时开始进行喷涂工件。30秒后喷涂完毕,进入下一工位至喷涂房1外,最后被下料装置8移除出分度转台3。喷涂过程中抽吸装置9开启,空气中余留的涂料颗粒通过管道9-1排出喷涂房1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1