侧面旋融焊接结构及滤芯的制作方法
本技术涉及过滤器,尤其涉及一种侧面旋融焊接结构及滤芯。
背景技术:
1、滤筒主要分为滤盖和滤瓶两个部件,滤盖和滤瓶通常通过旋融焊接进而固定在一起,现有技术的旋融焊接通过滤盖的下端面与滤瓶的上端面进行端面焊接,在旋焊机高速旋转之间,滤盖与滤瓶之间未产生摩擦,导致壳体的温度低,焊接位置的接触面积大,焊接深度无法短时间快速融合,导致焊接部位容易形成虚焊或分层的现象,无法确保焊接强度。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型提出一种侧面旋融焊接结构及滤芯。
2、第一方面,本实用新型实施例提供了一种侧面旋融焊接结构,所述侧面旋融焊接结构包括:
3、滤盖,所述滤盖开口朝下,所述滤盖下端面设有向下凸起的第一环形凸部和向上凹陷的第一环形凹槽,所述第一环形凹槽的槽宽自下而上逐渐减少;
4、滤瓶,所述滤瓶开口朝上,所述滤瓶上端面设有向上凸起的第二环形凸部和向下凹陷的第二环形凹槽,所述第二环形凹槽的槽宽自上而下逐渐减少;
5、所述第一环形凸部插入所述第二环形凹槽以过盈配合,所述第二环形凸部插入所述第一环形凹槽以过盈配合;
6、所述滤瓶与所述滤盖通过旋融焊接连接。
7、根据本实用新型实施例的侧面旋融焊接结构,至少具有如下技术效果:滤瓶与滤盖在旋融焊接时,滤瓶与滤盖相互靠近,由于第一环形凸部与第二环形凹槽过盈配合,第一环形凸部无法直接进入至第二环形凹槽内,第一环形凸部的外周壁与第二环形凹槽部分抵接,此时第一环形凸部与第二环形凹槽的接触面积小,焊接发热快,同时第二环形凹槽具有导向作用以引导第一环形凸部逐渐向下移动进入第二环形凹槽的槽底,加深了焊接的深度;同理,由于第二环形凸部与第一环形凹槽过盈配合,第二环形凸部无法直接进入第一环形凹槽内,第二环形凸部的外周壁与第一环形凹槽部分抵接,此时第二环形凸部与第一环形凹槽的接触面积小,焊接发热快,同时第一环形凹槽具有导向作用以引导第二环形凸部逐渐向上移动进入第一环形凹槽的槽底,加深了焊接的深度;最终使得滤盖与滤瓶的实际焊接面积增大,不易产生分层现象,提高焊接强度。
8、根据本实用新型的一些实施例,所述第一环形凸部位于所述第一环形凹槽靠近于所述滤盖轴线的一侧,所述第二环形凸部位于所述第二环形凹槽远离于所述滤瓶轴线的一侧。
9、根据本实用新型的一些实施例,所述第一环形凹槽靠近于所述滤盖轴线的槽壁为所述第一环形凸部远离于所述滤盖轴线的侧壁。
10、根据本实用新型的一些实施例,所述第二环形凹槽远离于所述滤瓶轴线的槽壁为所述第二环形凸部靠近于所述滤瓶轴线的侧壁。
11、根据本实用新型的一些实施例,所述滤盖设有第三环形凹槽,所述第三环形凹槽位于所述第一环形凸部靠近于所述滤盖轴线的一侧,所述滤瓶设有第三环形凸部,所述第三环形凸部位于所述第二环形凹槽靠近于所述滤瓶轴线的一侧。
12、根据本实用新型的一些实施例,所述第三环形凹槽远离于所述滤盖轴线的槽壁为所述第一环形凸部的侧壁。
13、根据本实用新型的一些实施例,所述第三环形凸部远离于所述滤瓶轴线的侧壁为所述第二环形凹槽的槽壁。
14、根据本实用新型的一些实施例,所述第三环形凹槽的槽底低于所述第一环形凹槽的槽底,且所述第三环形凹槽的槽深小于所述第一环形凹槽的槽深。
15、根据本实用新型的一些实施例,所述第三环形凸部的顶部低于所述第二环形凸部的顶部,且所述第三环形凸部的高度小于所述第二环形凸部。
16、第二方面,本实用新型实施例还提供了一种滤芯,包括根据本实用新型上述第一方面实施例的侧面旋融焊接结构。
17、根据本实用新型实施例的滤芯,至少具有如下技术效果:滤芯采用该侧面旋融焊接结构,滤瓶与滤盖在旋融焊接时,滤瓶与滤盖相互靠近,由于第一环形凸部与第二环形凹槽过盈配合,第一环形凸部无法直接进入至第二环形凹槽内,第一环形凸部的外周壁与第二环形凹槽部分抵接,此时第一环形凸部与第二环形凹槽的接触面积小,焊接发热快,同时第二环形凹槽具有导向作用以引导第一环形凸部逐渐向下移动进入第二环形凹槽的槽底,加深了焊接的深度;同理,由于第二环形凸部与第一环形凹槽过盈配合,第二环形凸部无法直接进入第一环形凹槽内,第二环形凸部的外周壁与第一环形凹槽部分抵接,此时第二环形凸部与第一环形凹槽的接触面积小,焊接发热快,同时第一环形凹槽具有导向作用以引导第二环形凸部逐渐向上移动进入第一环形凹槽的槽底,加深了焊接的深度;最终使得滤盖与滤瓶的实际焊接面积增大,不易产生分层现象,提高焊接强度。
18、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种侧面旋融焊接结构,应用于滤芯,其特征在于,包括:
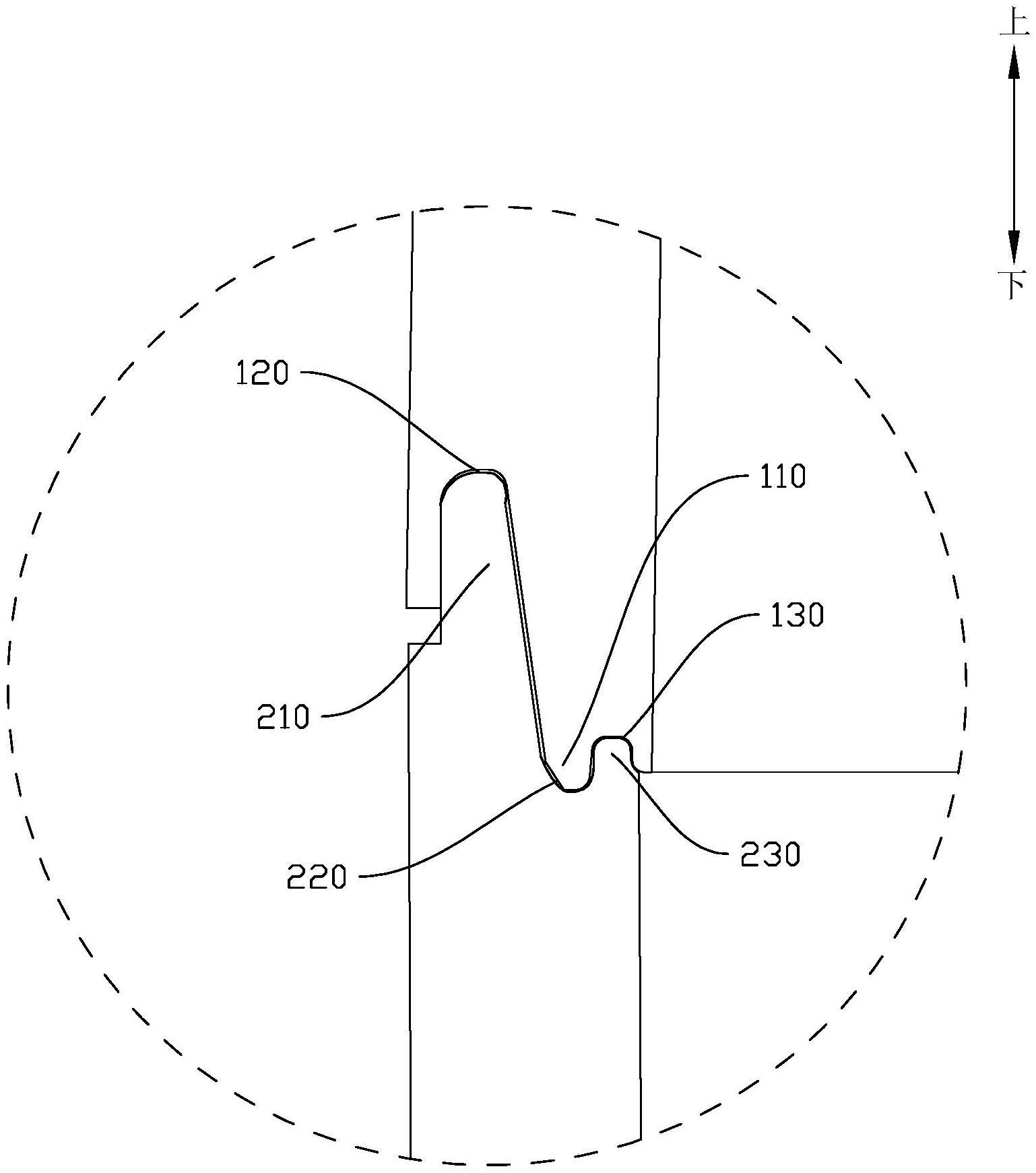
2.根据权利要求1所述的侧面旋融焊接结构,其特征在于,所述第一环形凸部(110)位于所述第一环形凹槽(120)靠近于所述滤盖(100)轴线的一侧,所述第二环形凸部(210)位于所述第二环形凹槽(220)远离于所述滤瓶(200)轴线的一侧。
3.根据权利要求2所述的侧面旋融焊接结构,其特征在于,所述第一环形凹槽(120)靠近于所述滤盖(100)轴线的槽壁为所述第一环形凸部(110)远离于所述滤盖(100)轴线的侧壁。
4.根据权利要求2所述的侧面旋融焊接结构,其特征在于,所述第二环形凹槽(220)远离于所述滤瓶(200)轴线的槽壁为所述第二环形凸部(210)靠近于所述滤瓶(200)轴线的侧壁。
5.根据权利要求2所述的侧面旋融焊接结构,其特征在于,所述滤盖(100)设有第三环形凹槽(130),所述第三环形凹槽(130)位于所述第一环形凸部(110)靠近于所述滤盖(100)轴线的一侧,所述滤瓶(200)设有第三环形凸部(230),所述第三环形凸部(230)位于所述第二环形凹槽(220)靠近于所述滤瓶(200)轴线的一侧。
6.根据权利要求5所述的侧面旋融焊接结构,其特征在于,所述第三环形凹槽(130)远离于所述滤盖(100)轴线的槽壁为所述第一环形凸部(110)的侧壁。
7.根据权利要求5所述的侧面旋融焊接结构,其特征在于,所述第三环形凸部(230)远离于所述滤瓶(200)轴线的侧壁为所述第二环形凹槽(220)的槽壁。
8.根据权利要求5所述的侧面旋融焊接结构,其特征在于,所述第三环形凹槽(130)的槽底低于所述第一环形凹槽(120)的槽底,且所述第三环形凹槽(130)的槽深小于所述第一环形凹槽(120)的槽深。
9.根据权利要求5所述的侧面旋融焊接结构,其特征在于,所述第三环形凸部(230)的顶部低于所述第二环形凸部(210)的顶部,且所述第三环形凸部(230)的高度小于所述第二环形凸部(210)。
10.一种滤芯,其特征在于,包括有如权利要求1至9任意一项所述的侧面旋融焊接结构。
技术总结
本技术公开了一种侧面旋融焊接结构及滤芯,所述侧面旋融焊接结构包括:滤盖,所述滤盖开口朝下,所述滤盖下端面设有向下凸起的第一环形凸部和向上凹陷的第一环形凹槽,所述第一环形凹槽的槽宽自下而上逐渐减少;滤瓶,所述滤瓶开口朝上,所述滤瓶上端面设有向上凸起的第二环形凸部和向下凹陷的第二环形凹槽,所述第二环形凹槽的槽宽自上而下逐渐减少;所述第一环形凸部插入所述第二环形凹槽以过盈配合,所述第二环形凸部插入所述第一环形凹槽以过盈配合;所述滤瓶与所述滤盖通过旋融焊接连接;该侧面旋融焊接结构能够使滤盖与滤瓶的实际焊接面积增大,不易产生分层现象,提高焊接强度。
技术研发人员:陶林兵,玄珍雨,杨玖林
受保护的技术使用者:佛山市麦克罗美的滤芯设备制造有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!