电池喷胶装置的制作方法
本技术涉及汽车电池生产领域,特别是涉及电池喷胶装置。
背景技术:
1、汽车用片状电池在生产过程中,有一个工序是需要在电池两端喷胶。该工序需要用到喷胶装置。传统的装置包括一个对电池夹紧的夹具,电池两端分别设置有喷胶头,通过两个喷胶头分别对电池进行喷胶。这种设置方式由于设置有多个喷胶头,每个喷胶头需要配置一套多维移动机构,整体结构不够紧凑,占地空间大。而且,由于只设置有一个工位,电池喷胶完成后,需要将电池卸下,然后装上新的电池再喷胶,这种设置方式,生产效率较低。
技术实现思路
1、基于此,提供一种电池喷胶装置。该装置结构紧凑,占地空间小,生产效率较高。
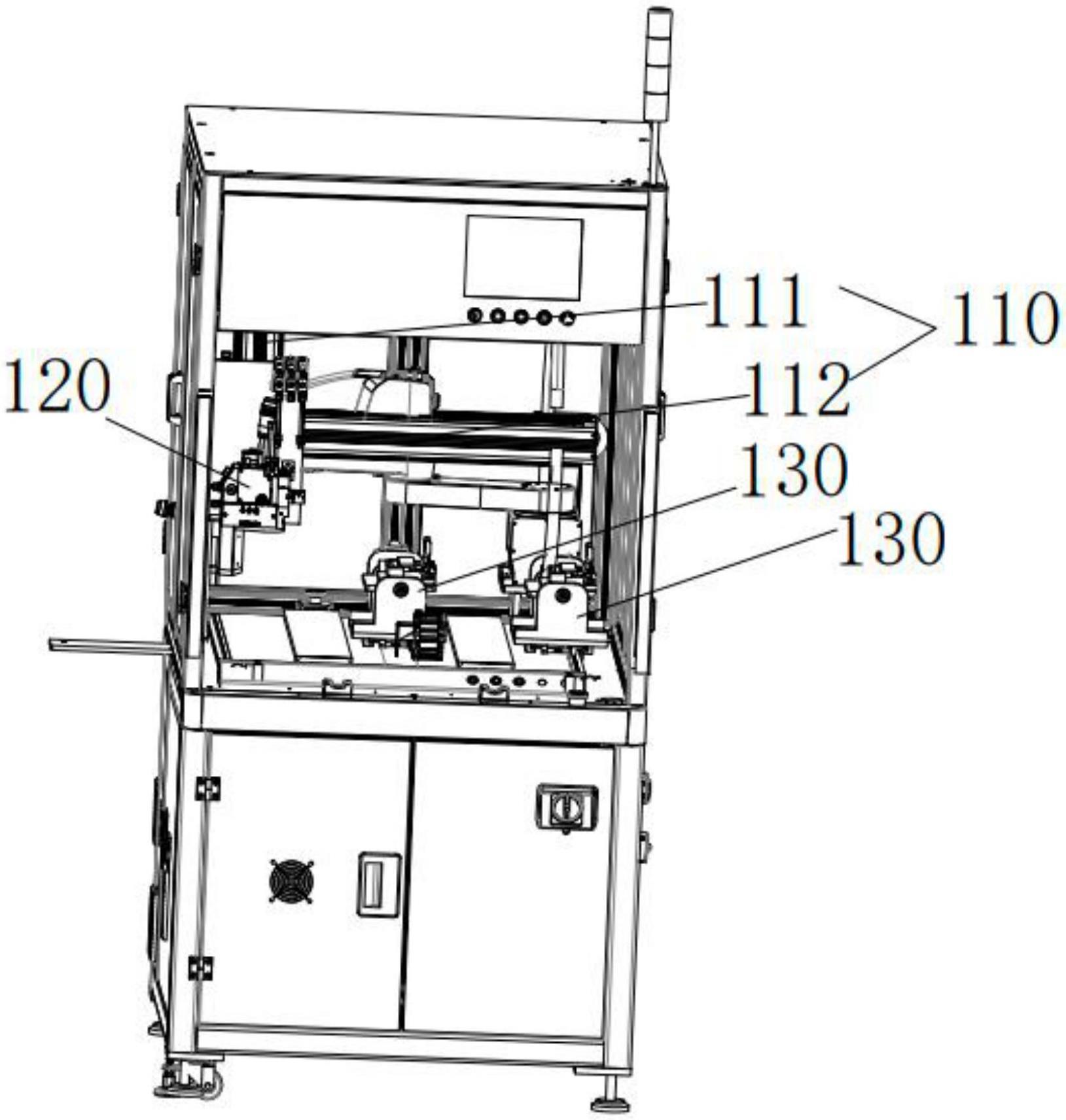
2、一种电池喷胶装置,包括机台,机台上设置有xz向二维移动模组,xz向二维移动模组上设置有喷胶头,在xz向二维移动模组一侧间隔设置有两个定位工装,分别为第一定位工装和第二定位工装,
3、所述定位工装包括基座和和y向直线移动模组,所述基座安装在y向直线移动模组上,基座上设置有旋转组件,旋转组件上设置有定位机构。
4、本申请的上述装置只设置有一套xz向二维移动模组和一个喷胶头,由于多维移动模组和喷胶头是主要占用空间的结构,相比传统的设置两套多维移动模组和两个喷胶头的装置,本申请的装置结构紧凑,占用空间较小。而且,本申请的定位工装安装在y向直线移动模组上,这样便于与xz向二维移动模组配合使用,方便对电池进行定位和喷胶。进一步的是,本申请设置有第一定位工装和第二定位工装,在第一定位工装上的电池被喷胶头喷胶过程中,操作人员可对第二定位工装上喷胶完成的电池卸下并放上新的需要喷胶的电池。这样可节省时间,有利于提高生产效率。
5、在其中一个实施例中,所述旋转组件包括底座以及设置在底座上的翻转板,所述翻转板的一端与底座转动配合,所述翻转板的另一端与底座上设置的电机驱动机构相连。
6、在其中一个实施例中,所述定位机构包括连接在翻转板上的安装板,所述安装板上设置有定位块,还包括卡槽,所述卡槽依次将定位块、安装板和翻转板贯穿,且所述定位块的长度方向的一端为敞口端,所述敞口端与卡槽连通,所述定位块的一侧设置有压板以及压板驱动机构,所述压板驱动机构用于将压板移动至电池区域,所述压板包括连接部以及框形部,所述连接部与压板驱动机构相连,所述框形部用于对电池外缘进行遮挡。
7、在其中一个实施例中,所述压板驱动机构为快速夹钳。
8、在其中一个实施例中,所述遮挡板的表面设置有特氟龙层。
9、在其中一个实施例中,xz向二维移动模组包括x向直线移动模组以及设置在x向直线移动模组上的z向直线移动模组,所述喷胶头设置在z向直线移动模组上。
技术特征:
1.一种电池喷胶装置,其特征在于,包括机台,机台上设置有xz向二维移动模组,xz向二维移动模组上设置有喷胶头,在xz向二维移动模组一侧间隔设置有两个定位工装,分别为第一定位工装和第二定位工装,
2.根据权利要求1所述的电池喷胶装置,其特征在于,所述旋转组件包括底座以及设置在底座上的翻转板,所述翻转板的一端与底座转动配合,所述翻转板的另一端与底座上设置的电机驱动机构相连。
3.根据权利要求2所述的电池喷胶装置,其特征在于,所述定位机构包括连接在翻转板上的安装板,所述安装板上设置有定位块,还包括卡槽,所述卡槽依次将定位块、安装板和翻转板贯穿,且所述定位块的长度方向的一端为敞口端,所述敞口端与卡槽连通,所述定位块的一侧设置有压板以及压板驱动机构,所述压板驱动机构用于将压板移动至电池区域,所述压板包括连接部以及框形部,所述连接部与压板驱动机构相连,所述框形部用于对电池外缘进行遮挡。
4.根据权利要求3所述的电池喷胶装置,其特征在于,所述压板驱动机构为快速夹钳。
5.根据权利要求3所述的电池喷胶装置,其特征在于,所述压板的表面设置有特氟龙层。
6.根据权利要求1所述的电池喷胶装置,其特征在于,xz向二维移动模组包括x向直线移动模组以及设置在x向直线移动模组上的z向直线移动模组,所述喷胶头设置在z向直线移动模组上。
技术总结
本技术涉及一种电池喷胶装置。其包括机台,机台上设置有XZ向二维移动模组,XZ向二维移动模组上设置有喷胶头,在XZ向二维移动模组一侧间隔设置有两个定位工装,分别为第一定位工装和第二定位工装,所述定位工装包括基座和和Y向直线移动模组,所述基座安装在Y向直线移动模组上,基座上设置有旋转组件,旋转组件上设置有定位机构。本申请的装置只设置有一套XZ向二维移动模组和一个喷胶头,由于多维移动模组和喷胶头是主要占用空间的结构,相比传统的设置两套多维移动模组和两个喷胶头的装置,本申请的装置结构紧凑,占用空间较小。而且,本申请有利于提高生产效率。
技术研发人员:张通,朱金猛
受保护的技术使用者:苏州铭美自动化科技有限公司
技术研发日:20221206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!