一种多工位精密自动点胶设备的制作方法
本技术属于点胶设备,具体为一种多工位精密自动点胶设备。
背景技术:
1、在电工工具行业,随着行业的高速发展,电动工具的应用范围也更加广泛,产能需求也在日益增加。电工工具往往采用直流有刷马达,其中转子往往采用换向器绕线点焊的工艺,因此漆包线与换向器焊接后由于漆包线破皮,且长期暴露在空气中容易导致焊接处生锈,腐蚀,影响马达的使用寿命及安全,因此需要对换向器焊接处增加胶水进行防护。
2、常规生产过程采用单工位单设备一名操作工对单只产品进行点胶,平均生产效率为60-70s每件产品,生产效率比较低,且由于生产消耗比较大,因此单个工位需要不停重复的更换胶管,需要耗费大量的时间。为满足自动批量化生产的需求,提高生产效率,设计制造了一种多工位精密自动点胶设备,采用五工位生产,取代单人单工位生产。
3、因此,需要对自动点胶设备进行设计改造,从而有效的防止其出现常规生产过程采用单工位单设备一名操作工对单只产品进行点胶,平均生产效率为60-70s每件产品,生产效率比较低,且由于生产消耗比较大,因此单个工位需要不停重复的更换胶管,需要耗费大量时间的现象。
技术实现思路
1、为解决上述背景技术中提出的问题,本实用新型的目的在于提供一种多工位精密自动点胶设备,具备高效生产减少消耗的优点,解决了常规生产过程采用单工位单设备一名操作工对单只产品进行点胶,平均生产效率为60-70s每件产品,生产效率比较低,且由于生产消耗比较大,因此单个工位需要不停重复的更换胶管,需要耗费大量时间的问题。
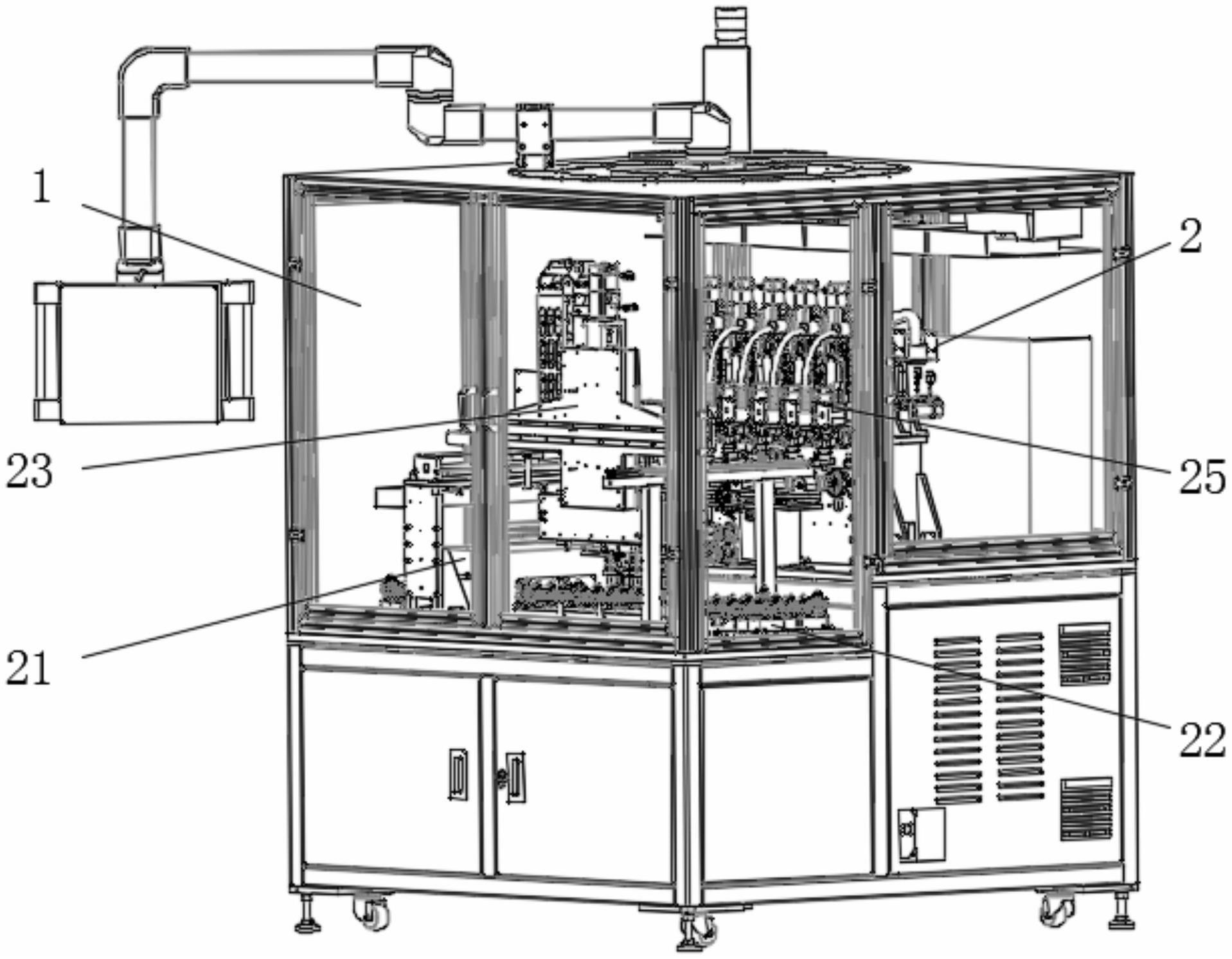
2、本实用新型提供如下技术方案:一种多工位精密自动点胶设备,包括壳体和自动点胶设备,所述自动点胶设备设置在壳体的内部;
3、所述自动点胶设备包括固定连接在壳体内壁底部的自动预热系统,所述自动预热系统具体为红外感应式的加热箱体,所述壳体内壁的底部固定连接有流转运输系统,所述自动预热系统套设在流转运输系统的表面,所述流转运输系统主要由移动载具和移动顶出气缸组成,所述移动顶出气缸固定连接在移动载具的底部,所述流转运输系统的一侧设置有与壳体固定连接的装夹移动机构,所述装夹移动机构具体由移动滑轨和载带组成,所述载带卡接在移动滑轨的表面并与移动滑轨滑动连接,所述装夹移动机构的底部固定连接有翻转机构,所述装夹移动机构的一侧设置有与壳体固定连接的自动化精密点胶工位,所述自动化精密点胶工位包括自动化加热储胶桶和自动化精密点胶机,所述自动化精密点胶机位于自动化加热储胶桶的一侧,所述自动化精密点胶机通过管道和输送泵与自动化加热储胶桶连通。
4、所述装夹移动机构和自动化精密点胶工位均固定连接在固定支架的表面,所述装夹移动机构和自动化精密点胶工位均通过固定支架固定连接在壳体的内部。
5、本实用新型的有益效果如下:
6、1、本实用新型通过设置自动点胶设备,相较于现有的技术来说,本装置采用自动化设备,将单工位集成至五工位,减少了设备占地面积,人员消耗大幅减少;五工位采用独立点胶系统,可以独立运行,可最大程度保证每个工位胶量、位置独立控制,进一步增加了产品质量的可靠性;打胶工序采用五工位,将打胶管路分为5个支路,也同样降低了胶管堵塞带来的风险;整台设备的使用将综合点胶效率从50-70s/pcs提升至15-20s/pcs,本装置具有高效生产减少消耗的优点,可满足大批量电机转子生产,具备自动预热,涂胶,下料摆盘多工位精密自动点胶,确保组装过程的效率。
7、2、本实用新型通过设置固定支架,使本装置具有加固连接的优点,可加固装夹移动机构和自动化精密点胶工位与壳体之间的连接,避免装夹移动机构和自动化精密点胶工位轻易发生晃动现象。
技术特征:
1.一种多工位精密自动点胶设备,包括壳体(1)和自动点胶设备(2),其特征在于:所述自动点胶设备(2)设置在壳体(1)的内部;
2.根据权利要求1所述的一种多工位精密自动点胶设备,其特征在于:所述装夹移动机构(23)和自动化精密点胶工位(25)均固定连接在固定支架(3)的表面,所述装夹移动机构(23)和自动化精密点胶工位(25)均通过固定支架(3)固定连接在壳体(1)的内部。
3.根据权利要求2所述的一种多工位精密自动点胶设备,其特征在于:所述自动化加热储胶桶(251)和自动化精密点胶机(252)的数量均为五个,且五个所述自动化加热储胶桶(251)和自动化精密点胶机(252)之间互贴合连接。
4.根据权利要求3所述的一种多工位精密自动点胶设备,其特征在于:所述固定支架(3)的两侧均固定连接有加固板(4),所述加固板(4)与壳体(1)固定连接。
技术总结
本技术公开了一种多工位精密自动点胶设备,属于点胶设备技术领域。本技术包括壳体和自动点胶设备,所述自动点胶设备设置在壳体的内部。本技术通过设置自动点胶设备,相较于现有的技术来说,本装置采用自动化设备,将单工位集成至五工位,减少了设备占地面积,人员消耗大幅减少;五工位采用独立点胶系统,可以独立运行,可最大程度保证每个工位胶量、位置独立控制,进一步增加了产品质量的可靠性;打胶工序采用五工位,将打胶管路分为5个支路,也同样降低了胶管堵塞带来的风险;本装置具有高效生产减少消耗的优点,可满足大批量电机转子生产,具备自动预热,涂胶,下料摆盘多工位精密自动点胶,确保组装过程的效率。
技术研发人员:李旭鹏,杨胜,刘正兴
受保护的技术使用者:杭州科德电机有限公司
技术研发日:20221208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!