单封点胶机的自动上料机构的制作方法
本技术涉及单封点胶机,具体为单封点胶机的自动上料机构。
背景技术:
1、点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶,精确定位,精准控胶,不拉丝,不漏胶,不滴胶。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。点胶机主要分为单轴和多轴点胶,单轴点胶是指单方向点胶,而多轴点胶是指进行多个方向的点胶,随着自动化机械的发展,单封点胶机从上料、点胶和下料多为自动化流水线式。
2、经检索,授权公告号为cn207857255u的中国专利公开了一种单摄像头双工位点胶机,包括点胶机本体、操作面板、点胶装置、z轴点胶头和可移动双工位平台;所述点胶机本体内部中间设置有点胶装置,所述点胶机本体正面上侧设置有操作面板。本点胶机用于点胶工作,工作时,通过电机可以调节z轴点胶头上下移动、左右移动和前后移动,便于点胶工作的顺利进行,且单摄像头通过扫描识别进行定位,可移动双工位平台能够进行循环作业,节省时间,提高工作效率;且点胶机内部配备智能识别系统,便于对点胶机的智能化控制,出胶量和出胶速度便于控制,节省原料,且点胶质量更高;且本设备内部设置有加热功能,能够对胶管和阀进行加热,有利于胶体顺利流出,能够提高点胶的效率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了单封点胶机的自动上料机构,以解决上述背景技术中提出的问题。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:单封点胶机的自动上料机构,包括底座,所述底座上端的右侧固定安装有激光封口装置,所述底座上端的左侧设置有工位盘,所述工位盘上端的边侧固定安装有产品工装,所述底座上端的前侧固定安装有物料震动盘,所述底座的上端位于物料震动盘的右侧固定安装有安装架,所述物料震动盘后端的边侧设置有送料管,所述安装架的前端设置有取料组件,所述底座的后端设置有顶料组件。
5、优选的,所述产品工装以工位盘的圆心环形阵列分布,所述工位盘和底座通过旋转机构转动连接,通过产品工装对玻璃管进行夹持,并利用工位盘的转动带动产品工装移动,将玻璃管送至不同的加工工位上。
6、优选的,所述送料管远离物料震动盘的一端固定连接有上料管,所述上料管和安装架通过连接板固定连接,所述上料管表面的左侧开设有取料槽,所述上料管的内侧设置有清理垫,所述清理垫呈等间距分布,利用送料管将玻璃管送入上料管中,从而利用清理垫对玻璃管的表面进行清理,防止玻璃管上吸附灰尘,方便后续点胶工装。
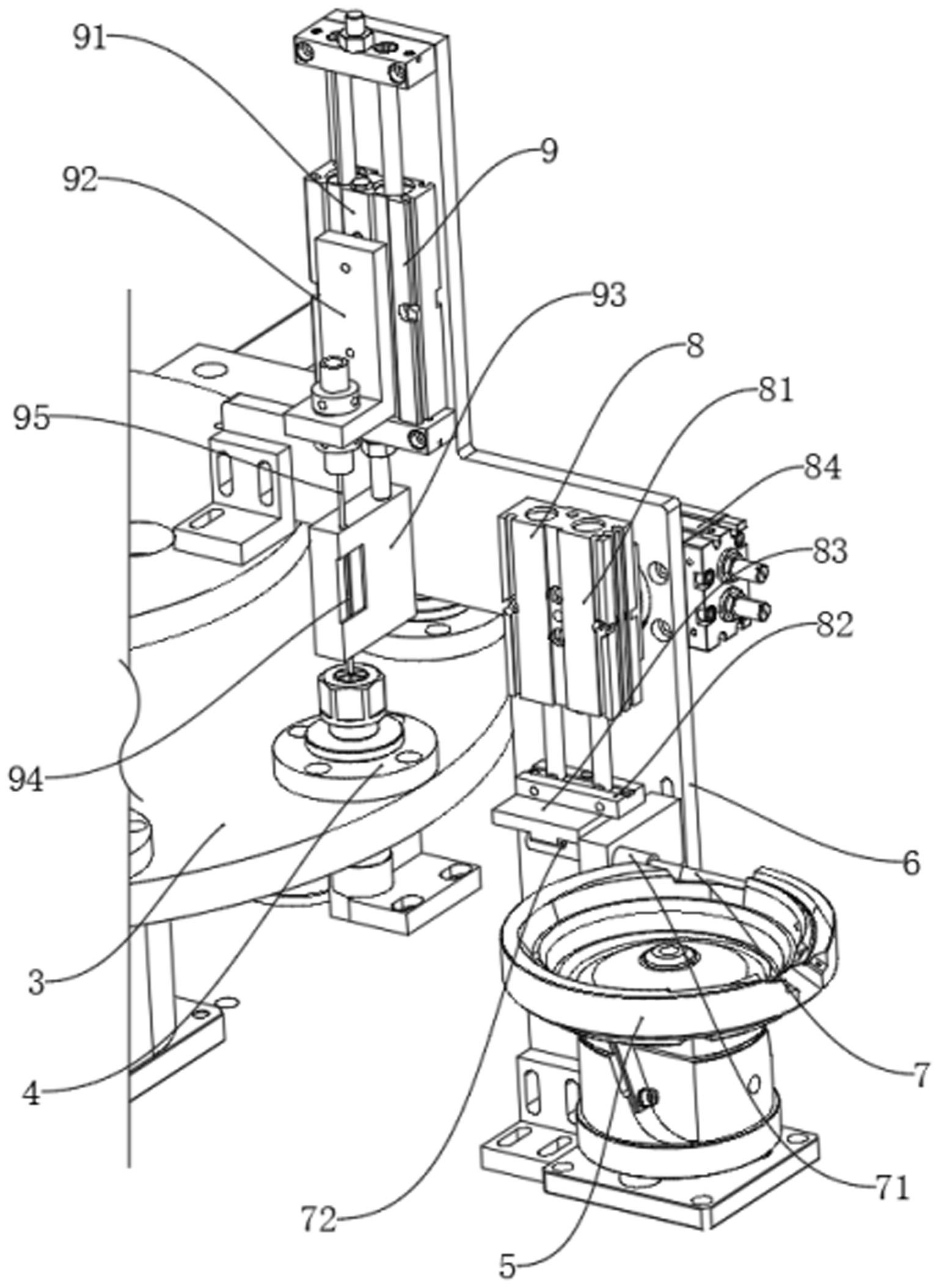
7、优选的,所述取料组件包括伸缩气缸、安装座、吸嘴和回转气缸,所述安装架的左端设置有伸缩气缸,所述伸缩气缸的输出端固定连接有安装座,所述安装座的下端设置有吸嘴,所述安装架的右端固定安装有回转气缸,所述回转气缸的输出端延伸至安装架的左侧和伸缩气缸固定连接,所述吸嘴和取料槽相互适配,利用伸缩气缸推动安装座向下移动,使得吸嘴向下移动进入取料槽中,并吸附玻璃管,然后由伸缩气缸回缩,带动玻璃管向上移动,并通过回转气缸带动伸缩气缸转动九十度,进而进行上料。
8、优选的,所述顶料组件包括顶料气缸、l型安装板、接料座、上料槽和顶料杆,所述安装架上端的左侧固定安装有顶料气缸,所述顶料气缸的输出端固定连接有l型安装板,所述安装架下端的左侧固定安装有接料座,所述接料座表面的边侧开设有上料槽,所述l型安装板的下端固定安装有顶料杆,由伸缩气缸配合吸嘴将玻璃管送入接料座中,然后由顶料气缸推动l型安装板向下移动,使得顶料杆向下移动,推动上料槽中的玻璃移动,将玻璃管顶出,使得玻璃管进入产品工装中,实现上料。
9、优选的,所述接料座上端的表面开设有顶料孔,所述接料座的下端开设有出料孔,所述出料孔内侧的上端设置有限位块,所述限位块和接料座通过弹簧活动连接,所述顶料孔、出料孔分别和上料槽的上下两端相互接通,在玻璃管进入上料槽时,通过限位块对玻璃管进行限位,从而顶料杆向下移动进入顶料孔中,并推动玻璃管从出料孔中移出,同时推动限位块挤压弹簧,方便玻璃管从出料孔中移出进入产品工装中。
10、与现有技术相比,本实用新型提供了单封点胶机的自动上料机构,具备以下有益效果:
11、该单封点胶机的自动上料机构,通过物料震动盘对玻璃管进行输送和排列,从而玻璃管原料经过送料管移出,并进入上料管中,使得玻璃管移动至取料槽中,同时清理垫对玻璃管的表面进行清理,防止玻璃管上吸附灰尘,方便后续点胶工装,利用伸缩气缸推动安装座向下移动,使得吸嘴向下移动进入取料槽中,并吸附玻璃管,然后由伸缩气缸回缩,带动玻璃管向上移动,并通过回转气缸带动伸缩气缸转动九十度,将玻璃管送入接料座中,由顶料气缸推动l型安装板向下移动,使得顶料杆向下移动,推动上料槽中的玻璃移动,将玻璃管顶出,使得玻璃管进入产品工装中,实现上料,且通过限位块对玻璃管进行限位,从而顶料杆向下移动进入顶料孔中,并推动玻璃管从出料孔中移出,以及推动限位块挤压弹簧,方便对玻璃管进行限位,防止玻璃管从上料槽中滑出,实现了自动上料。
技术特征:
1.单封点胶机的自动上料机构,包括底座(1),其特征在于:所述底座(1)上端的右侧固定安装有激光封口装置(2),所述底座(1)上端的左侧设置有工位盘(3),所述工位盘(3)上端的边侧固定安装有产品工装(4),所述底座(1)上端的前侧固定安装有物料震动盘(5),所述底座(1)的上端位于物料震动盘(5)的右侧固定安装有安装架(6),所述物料震动盘(5)后端的边侧设置有送料管(7),所述安装架(6)的前端设置有取料组件(8),所述底座(1)的后端设置有顶料组件(9)。
2.根据权利要求1所述的单封点胶机的自动上料机构,其特征在于:所述产品工装(4)以工位盘(3)的圆心环形阵列分布,所述工位盘(3)和底座(1)通过旋转机构转动连接。
3.根据权利要求2所述的单封点胶机的自动上料机构,其特征在于:所述送料管(7)远离物料震动盘(5)的一端固定连接有上料管(71),所述上料管(71)和安装架(6)通过连接板固定连接,所述上料管(71)表面的左侧开设有取料槽(72),所述上料管(71)的内侧设置有清理垫(73),所述清理垫(73)呈等间距分布。
4.根据权利要求3所述的单封点胶机的自动上料机构,其特征在于:所述取料组件(8)包括伸缩气缸(81)、安装座(82)、吸嘴(83)和回转气缸(84),所述安装架(6)的左端设置有伸缩气缸(81),所述伸缩气缸(81)的输出端固定连接有安装座(82),所述安装座(82)的下端设置有吸嘴(83),所述安装架(6)的右端固定安装有回转气缸(84),所述回转气缸(84)的输出端延伸至安装架(6)的左侧和伸缩气缸(81)固定连接,所述吸嘴(83)和取料槽(72)相互适配。
5.根据权利要求4所述的单封点胶机的自动上料机构,其特征在于:所述顶料组件(9)包括顶料气缸(91)、l型安装板(92)、接料座(93)、上料槽(94)和顶料杆(95),所述安装架(6)上端的左侧固定安装有顶料气缸(91),所述顶料气缸(91)的输出端固定连接有l型安装板(92),所述安装架(6)下端的左侧固定安装有接料座(93),所述接料座(93)表面的边侧开设有上料槽(94),所述l型安装板(92)的下端固定安装有顶料杆(95)。
6.根据权利要求5所述的单封点胶机的自动上料机构,其特征在于:所述接料座(93)上端的表面开设有顶料孔(931),所述接料座(93)的下端开设有出料孔(932),所述出料孔(932)内侧的上端设置有限位块(933),所述限位块(933)和接料座(93)通过弹簧活动连接,所述顶料孔(931)、出料孔(932)分别和上料槽(94)的上下两端相互接通。
技术总结
本技术涉及单封点胶机技术领域,且公开了单封点胶机的自动上料机构,包括底座,所述底座上端的右侧固定安装有激光封口装置,所述底座上端的左侧设置有工位盘,所述物料震动盘后端的边侧设置有送料管。该单封点胶机的自动上料机构,通过物料震动盘对玻璃管进行输送和排列,从而玻璃管原料经过送料管移出,并进入上料管中,使得玻璃管移动至取料槽中,同时清理垫对玻璃管的表面进行清理,防止玻璃管上吸附灰尘,方便后续点胶工装,且通过限位块对玻璃管进行限位,从而顶料杆向下移动进入顶料孔中,并推动玻璃管从出料孔中移出,以及推动限位块挤压弹簧,方便对玻璃管进行限位,防止玻璃管从上料槽中滑出,实现了自动上料。
技术研发人员:傅华贵
受保护的技术使用者:上海蕊冠电子产品有限公司
技术研发日:20221213
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!