一种污氮再利用的联合装置的制作方法
本技术涉及煤化工设备,具体的说是一种污氮再利用的联合装置。
背景技术:
1、粉煤制备系统的作用是将原煤干燥并磨制成粒度和含水量满足输送和气化要求的合格煤粉,是粉煤加压气化工艺中不可缺少的重要组成部分。在粉煤制备系统中,磨煤机和干燥过程都是在惰性气体环境(低氧浓度)下进行的,因此可防止粉煤自燃和粉尘爆炸,在粉煤袋式过滤器的下游再通过加入稀释气将露点控制在一定范围内,稀释气来自于空分的常压氮气。热风炉出口温度也就是进入磨煤机的干燥气温度一般控制在150~270℃,出磨煤机时的温度为100~110℃,干燥气需要通过燃料气或驰放气的燃烧对其加热提温,保持热风炉出口温度在指标范围内。
2、空分的空气纯化系统,再生过程一般分为降压、加热、吹冷、升压过程,其中加热和吹冷的时间占整个再生时间的绝大部分,加热和吹冷阶段都是使用污氮,加热过程需要对污氮加热提温后送入吸附器,脱附掉其中的水分、二氧化碳及其他的一些碳氢化合物,后经放空消音器排入大气。吹冷过程中污氮不用加热,但加热的后段时间和吹冷的前段时间,吸附器排出的污氮气温度都比较高,这部分热量全部排入大气中。
技术实现思路
1、本实用新型针对目前技术发展的需求和不足之处,提供一种污氮再利用的联合装置。
2、本实用新型的一种污氮再利用的联合装置,解决上述技术问题采用的技术方案如下:
3、一种污氮再利用的联合装置,该联合装置涉及粉煤制备系统和空气纯化系统,其中,
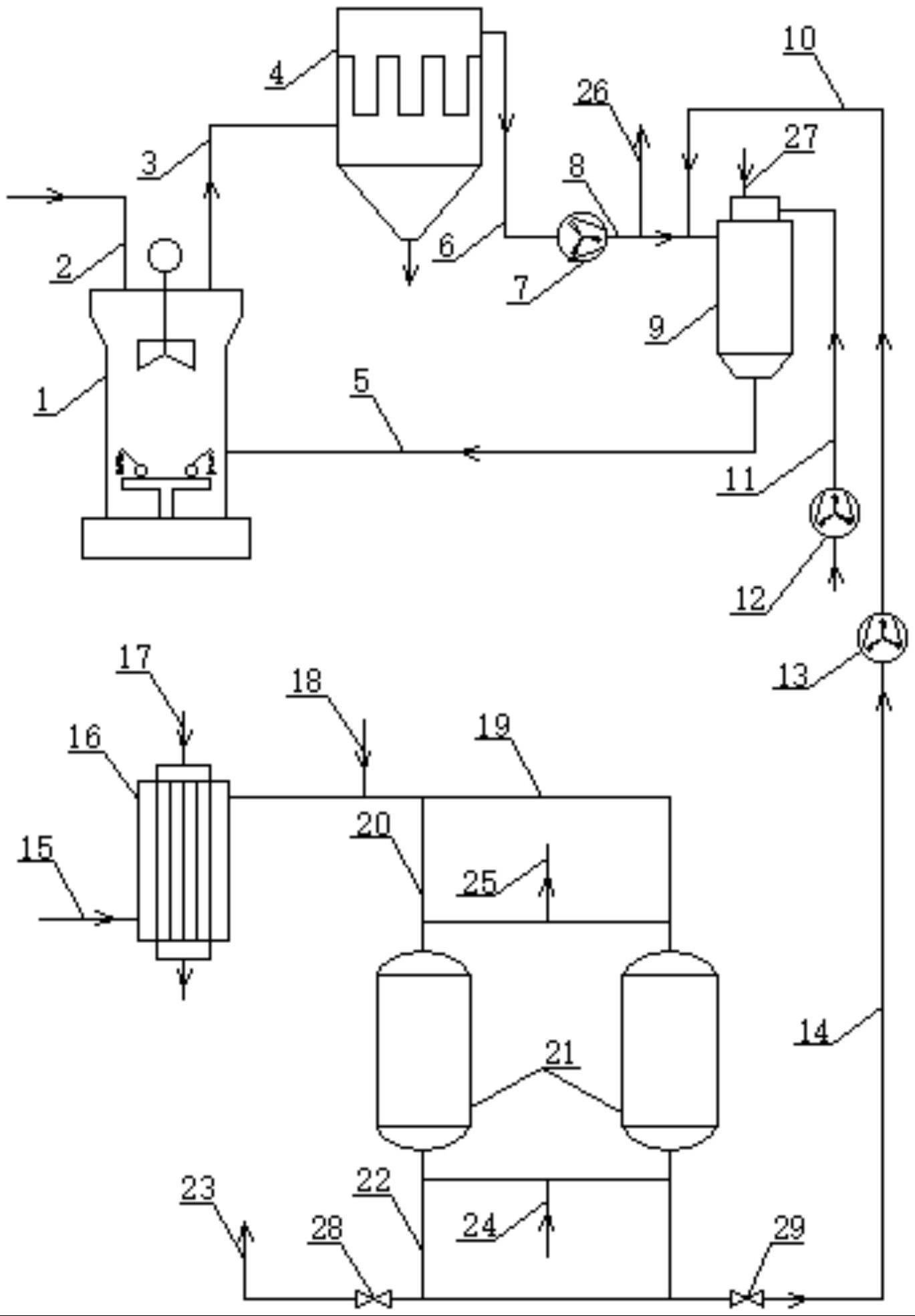
4、粉煤制备系统包括热风炉、磨煤机和袋式过滤器,热风炉连通有燃料气管线和燃烧空气管,燃烧空气管上连通有燃烧空气鼓风机,热风炉的出气端连通磨煤机的进气端,磨煤机的出料管对接袋式过滤器的进料口,袋式过滤器的出料口排出煤粉,袋式过滤器的排气管通过循环风机连通热风炉的进气管,进气管上连通有热烟气放空管;
5、空气纯化系统包括蒸汽加热器和两台空气纯化器,两台空气纯化器并联布置且交替使用,蒸汽加热器的进气端连通有进气污氮管和蒸汽进气管,蒸汽加热器出气端通过进纯化器污氮总管同时连通两台空气纯化器,两台空气纯化器的出气端通过放空阀连通放空管,同时,通过调节阀连通出纯化器污氮总管;
6、进纯化器污氮总管连通有冷吹污氮管,出纯化器污氮总管还通过污氮鼓风机连通热风炉的进气管。
7、可选的,通入进气污氮管和冷吹污氮管的污氮气温度在30℃-35℃之间,压力为112kpa。
8、可选的,磨煤机的进气端和出料端分别设置有温度表;
9、磨煤机的进气端温度不超过350℃,磨煤机的出料管温度不超过120℃。
10、可选的,空气纯化器的出气端设置有温度测量仪;
11、空气纯化器出气端排出的污氮气温度小于200℃,此时,放空阀处于开启状态,调节阀处于关闭状态,当污氮气温度降低到150℃时,关闭放空阀,开启调节阀,污氮气经过出纯化器污氮总管通入热风炉。
12、优选的,温度测量仪具体采用温度传感器,放空阀和调节阀为电子阀;温度传感器通过控制器自动控制放空阀和调节阀的启闭。
13、可选的,空气纯化器出气端排出的污氮气温度小于磨煤机的出料管温度时,关闭调节阀,开启放空阀,外部气体经燃料气管线和燃烧空气管通入热风炉。
14、本实用新型的一种污氮再利用的联合装置,与现有技术相比具有的有益效果是:
15、(1)本实用新型回收利用了原来放空的热污氮气,对这部分热污氮气的热量再利用,一方面减少了热风炉燃料气用量,另一方面减少了低压氮气用量,经济效益显著;
16、(2)本实用新型利用热污氮气后,粉煤制备系统中的氮气浓度增加,循环气中的氧含量进一步下降,使整个粉煤制备系统在运行和停机中都能处在氮气保护下,有效预防运行中的防爆及防煤的自燃,保证粉煤制备系统的安全运行;
17、(3)本实用新型的粉煤制备系统加入了大量的污氮气,所以不再需要单独通过控制热风炉放空气来满足氧气浓度的要求,把磨煤机出气放空量增大后,对降低循环气的水气含量也有好处。
技术特征:
1.一种污氮再利用的联合装置,其特征在于,该联合装置涉及粉煤制备系统和空气纯化系统,其中,
2.根据权利要求1所述的一种污氮再利用的联合装置,其特征在于,通入进气污氮管和冷吹污氮管的污氮气温度在30℃-35℃之间,压力为112kpa。
3.根据权利要求1所述的一种污氮再利用的联合装置,其特征在于,磨煤机的进气端和出料端分别设置有温度表;
4.根据权利要求3所述的一种污氮再利用的联合装置,其特征在于,空气纯化器的出气端设置有温度测量仪;
5.根据权利要求4所述的一种污氮再利用的联合装置,其特征在于,所述温度测量仪具体采用温度传感器,放空阀和调节阀为电子阀;
6.根据权利要求4所述的一种污氮再利用的联合装置,其特征在于,空气纯化器出气端排出的污氮气温度小于磨煤机的出料管温度时,关闭调节阀,开启放空阀,外部气体经燃料气管线和燃烧空气管通入热风炉。
技术总结
本技术公开一种污氮再利用的联合装置,涉及煤化工设备技术领域,包括粉煤制备系统和空气纯化系统,其中:粉煤制备系统包括热风炉、磨煤机和袋式过滤器,热风炉连通有燃料气管线和燃烧空气管,热风炉的出气端连通磨煤机的进气端,磨煤机的出料管对接袋式过滤器的进料口,袋式过滤器的排气管通过风机连通热风炉的进气管;空气纯化系统包括蒸汽加热器和并联布置且交替使用的两台空气纯化器,蒸汽加热器的进气端连通有进气污氮管,出气端通过进纯化器污氮总管连通空气纯化器,空气纯化器出气端连通有放空管和出纯化器污氮总管;进纯化器污氮总管连通有冷吹污氮管,出纯化器污氮总管连通热风炉的进气管。本装置可以实现热污氮气的回收再利用。
技术研发人员:陈延栋,卢心灵,高宗昌
受保护的技术使用者:山东晋控明水化工集团有限公司
技术研发日:20221229
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!