自动刷胶机的制作方法
本发明涉及移动终端生产设备,特别是涉及一种自动刷胶机。
背景技术:
1、卡托作为移动终端中常用的零部件之一,在生产过程中涉及刷胶操作。如图8所示,现有的刷胶操作一般由人工在刷胶区域5进行手工涂胶。如此操作,工人的劳动强度大且对操作工人的操作熟练度要求较高,导致人工成本较高、生产效率低且产品的良品率低。因此,提供一种能够解放人力、生产效率高且产品良品率高的自动刷胶机是十分必要的。
技术实现思路
1、本发明的目的是解决上述问题,提供一种自动刷胶机,所述自动刷胶机解放了人力、提升了生产效率、提高了产品的良品率。
2、为了解决上述技术问题,本发明采用的技术方案,如下所述:
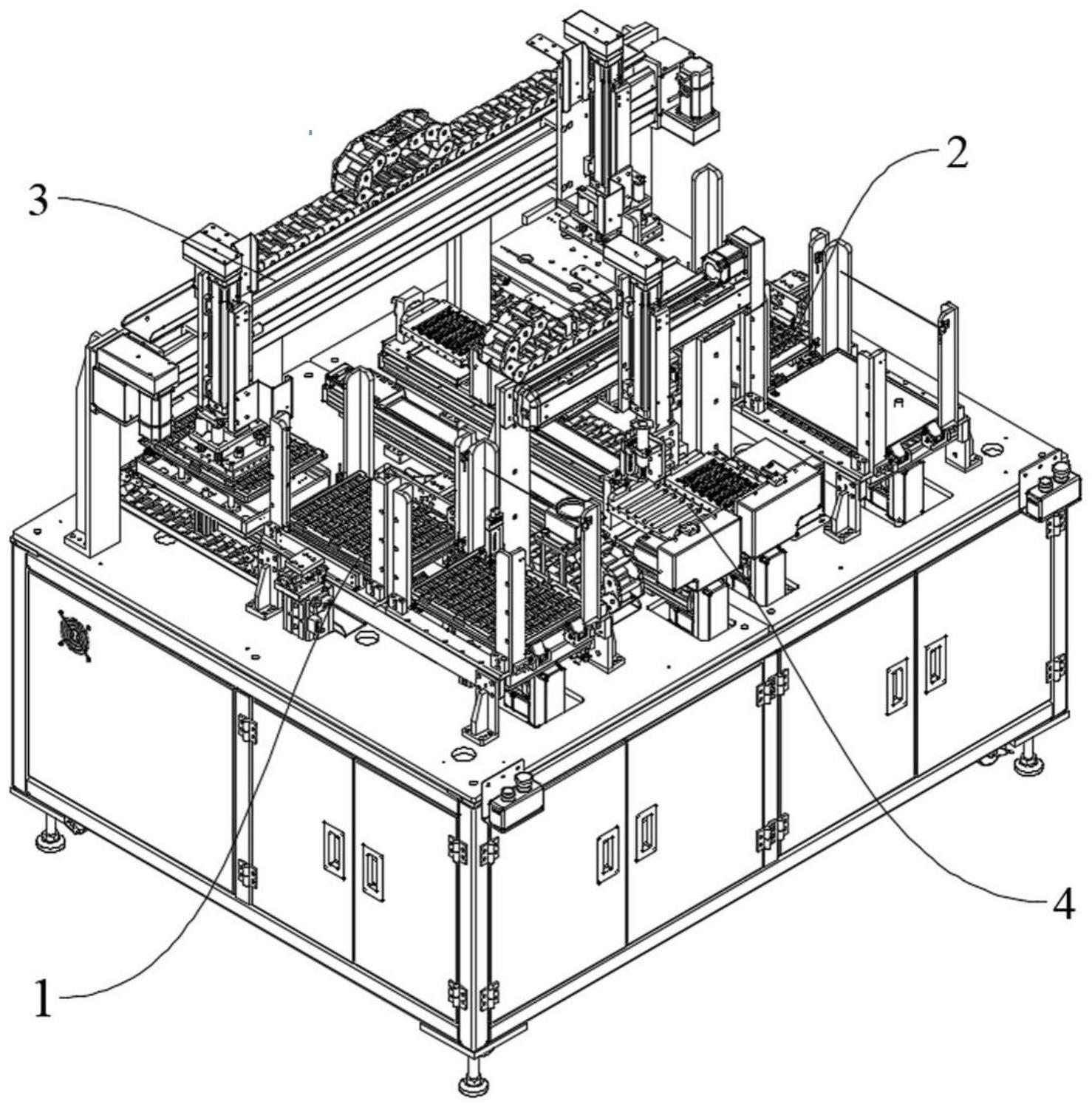
3、一种自动刷胶机,包括平行设置的上料模组和下料模组、跨设于所述上料模组和所述下料模组上方的物料传输模组,以及设于所述上料模组和所述下料模组之间的刷胶模组;所述物料传输模组垂直设于所述上料模组和所述下料模组的同一侧;所述刷胶模组包括设于所述上料模组和所述下料模组之间的第一传输机构,以及设于所述第一传输机构远离所述物料传输模组端部的点胶机构;所述第一传输机构包括沿与所述上料模组和/或下料模组平行方向设置的第一输送轨道、滑动配合连接于所述第一输送轨道上的第一安装板,以及转动连接于所述第一安装板上的刷胶治具。
4、优选地,所述点胶机构包括垂直跨设于所述第一传输机构的点胶支架、设于所述点胶支架横梁上的第二输送轨道、滑动配合连接于所述第二输送轨道上的升降驱动件,以及设于所述升降驱动件的伸缩端的点胶装置。
5、优选地,所述第一安装板包括滑动配合连接于所述第一输送轨道上的平板以及沿所述第一输送轨道延伸方向垂直设于所述平板两端的竖板,所述刷胶治具的两端分别通过转轴转动连接于所述竖板之间。
6、优选地,所述刷胶治具包括定位板、开设于所述定位板上的操作口和沿所述操作口的延伸方向设置的定位槽,以及与所述定位槽对应设置的吸嘴。
7、优选地,所述上料模组包括与所述第一输送轨道平行设置的第三输送轨道、分别滑动配合连接于所述第三输送轨道上的第一上料板和第二上料板,以及平行设于所述第三输送轨道远离所述物料传输模组端部两侧的上料支架;所述上料支架上设有2个导向柱组,将与所述上料支架对应的区域分别围成第一上料位和第二上料位,所述第一上料位靠近所述物料传输模组设置;所述上料支架的顶面围成的平面与所述第一上料板所在的平面之间设有间隙,以使得所述第一上料板能够沿所述第三输送轨道移动至与所述第一上料位所对应的区域。
8、优选地,所述上料支架与所述第一上料位对应的区域上对称设有夹持组件;所述夹持组件包括设于所述上料支架上的第一升降驱动件、设于所述第一升降驱动件的升降端的第一滑动驱动件以及设于所述第一滑动驱动件的伸缩端的夹持件;所述第一滑动驱动件的伸缩端对向设置。
9、优选地,所述下料模组包括与所述第三输送轨道平行设置的第四输送轨道、分别滑动配合连接于所述第四输送轨道上的第一下料板和第二下料板,以及平行设于所述第四输送轨道远离所述物料传输模组的端部两侧的下料支架;所述下料支架上亦设有2个导向柱组,将与所述下料支架对应的区域分别围成第一下料位和第二下料位,所述第一下料位靠近所述物料传输模组设置;所述下料支架的顶面围成的平面与所述第一下料板所在的平面之间设有间隙,用以使得所述第一下料板能够沿所述第四输送轨道移动至与所述第一下料位所对应的区域;与所述第一下料位对应的下料支架上亦设有对称设置的夹持组件。
10、优选地,所述第一下料位和/或所述第二下料位的下方分别设有顶升机构;所述顶升机构包括顶升驱动件、设于所述顶升驱动件的伸缩端的第一平台、垂直设于所述第一平台四角的支撑杆、设于所述顶升驱动件的固定端并与所述第一平台平行设置的第二平台,以及设于所述第二平台四角的限位杆;所述第一平台和第二平台同轴设置,所述第一平台的面积小于所述第二平台的面积;所述第一平台和所述第二平台之间通过导向组件连接。
11、优选地,所述物料传输模组包括垂直跨设于所述上料模组和所述下料模组上方的安装架、设于所述安装架上的第五输送轨道,以及分别滑动配合连接于所述第五输送轨道上的上料拾取组件和下料拾取组件。
12、优选地,所述上料拾取组件和所述下料拾取组件均包括滑动配合连接于所述输送轨道上的第二安装板、设于所述第二安装板上的拾料驱动件,以及设于所述拾料驱动件的伸缩端的取料吸盘。
13、本发明的有益效果至少包括:
14、本发明所述自动刷胶机,包括上料模组、下料模组、物料传输模组以及刷胶模组,通过所述上料模组、物料传输模组、刷胶模组以及下料模组的协同配合,实现了待刷胶的卡托自动刷胶,提升了生产效率、解放了人工、降低了生产工人的劳动强度并保证了刷胶质量稳定性;
15、所述刷胶治具在所述第一安装板的带动下沿所述第一输送轨道往复滑动,实现了将卡托自所述物料输送模组向所述点胶机构的传输,所述刷胶治具传输至与所述点胶机构对应位置后,所述刷胶治具旋转,使得卡托的正面和背面分别朝向所述点胶机构,进而使得所述点胶机构能够完成对卡托的正面和背面的自动刷胶。
技术特征:
1.一种自动刷胶机,其特征在于:包括平行设置的上料模组和下料模组、跨设于所述上料模组和所述下料模组上方的物料传输模组,以及设于所述上料模组和所述下料模组之间的刷胶模组;所述物料传输模组垂直设于所述上料模组和所述下料模组的同一侧;所述刷胶模组包括设于所述上料模组和所述下料模组之间的第一传输机构,以及设于所述第一传输机构远离所述物料传输模组端部的点胶机构;所述第一传输机构包括沿与所述上料模组和/或下料模组平行方向设置的第一输送轨道、滑动配合连接于所述第一输送轨道上的第一安装板,以及转动连接于所述第一安装板上的刷胶治具。
2.根据权利要求1所述的自动刷胶机,其特征在于:所述点胶机构包括垂直跨设于所述第一传输机构的点胶支架、设于所述点胶支架横梁上的第二输送轨道、滑动配合连接于所述第二输送轨道上的升降驱动件,以及设于所述升降驱动件的伸缩端的点胶装置。
3.根据权利要求1所述的自动刷胶机,其特征在于:所述第一安装板包括滑动配合连接于所述第一输送轨道上的平板以及沿所述第一输送轨道延伸方向垂直设于所述平板两端的竖板,所述刷胶治具的两端分别通过转轴转动连接于所述竖板之间。
4.根据权利要求1所述的自动刷胶机,其特征在于:所述刷胶治具包括定位板、开设于所述定位板上的操作口和沿所述操作口的延伸方向设置的定位槽,以及与所述定位槽对应设置的吸嘴。
5.根据权利要求1所述的自动刷胶机,其特征在于:所述上料模组包括与所述第一输送轨道平行设置的第三输送轨道、分别滑动配合连接于所述第三输送轨道上的第一上料板和第二上料板,以及平行设于所述第三输送轨道远离所述物料传输模组端部两侧的上料支架;所述上料支架上设有2个导向柱组,将与所述上料支架对应的区域分别围成第一上料位和第二上料位,所述第一上料位靠近所述物料传输模组设置;所述上料支架的顶面围成的平面与所述第一上料板所在的平面之间设有间隙,以使得所述第一上料板能够沿所述第三输送轨道移动至与所述第一上料位所对应的区域。
6.根据权利要求5所述的自动刷胶机,其特征在于:所述上料支架与所述第一上料位对应的区域上对称设有夹持组件;所述夹持组件包括设于所述上料支架上的第一升降驱动件、设于所述第一升降驱动件的升降端的第一滑动驱动件以及设于所述第一滑动驱动件的伸缩端的夹持件;所述第一滑动驱动件的伸缩端对向设置。
7.根据权利要求5所述的自动刷胶机,其特征在于:所述下料模组包括与所述第三输送轨道平行设置的第四输送轨道、分别滑动配合连接于所述第四输送轨道上的第一下料板和第二下料板,以及平行设于所述第四输送轨道远离所述物料传输模组的端部两侧的下料支架;所述下料支架上亦设有2个导向柱组,将与所述下料支架对应的区域分别围成第一下料位和第二下料位,所述第一下料位靠近所述物料传输模组设置;所述下料支架的顶面围成的平面与所述第一下料板所在的平面之间设有间隙,用以使得所述第一下料板能够沿所述第四输送轨道移动至与所述第一下料位所对应的区域;与所述第一下料位对应的下料支架上亦设有对称设置的夹持组件。
8.根据权利要求7所述的自动刷胶机,其特征在于:所述第一下料位和/或所述第二下料位的下方分别设有顶升机构;所述顶升机构包括顶升驱动件、设于所述顶升驱动件的伸缩端的第一平台、垂直设于所述第一平台四角的支撑杆、设于所述顶升驱动件的固定端并与所述第一平台平行设置的第二平台,以及设于所述第二平台四角的限位杆;所述第一平台和第二平台同轴设置,所述第一平台的面积小于所述第二平台的面积;所述第一平台和所述第二平台之间通过导向组件连接。
9.根据权利要求1所述的自动刷胶机,其特征在于:所述物料传输模组包括垂直跨设于所述上料模组和所述下料模组上方的安装架、设于所述安装架上的第五输送轨道,以及分别滑动配合连接于所述第五输送轨道上的上料拾取组件和下料拾取组件。
10.根据权利要求9所述的自动刷胶机,其特征在于:所述上料拾取组件和所述下料拾取组件均包括滑动配合连接于所述输送轨道上的第二安装板、设于所述第二安装板上的拾料驱动件,以及设于所述拾料驱动件的伸缩端的取料吸盘。
技术总结
本发明涉及一种自动刷胶机,包括平行设置的上料模组和下料模组、跨设于所述上料模组和所述下料模组上方的物料传输模组,以及设于所述上料模组和所述下料模组之间的刷胶模组;所述物料传输模组垂直设于所述上料模组和所述下料模组的同一侧;所述刷胶模组包括设于所述上料模组和所述下料模组之间的第一传输机构,以及设于所述第一传输机构远离所述物料传输模组端部的点胶机构。本发明所述自动刷胶机,通过所述上料模组、物料传输模组、刷胶模组以及下料模组的协同配合,实现了待刷胶的卡托自动刷胶,提升了生产效率、解放了人工、降低了生产工人的劳动强度并保证了刷胶质量稳定性。
技术研发人员:李斌,曾凡拿,李华,温海涛
受保护的技术使用者:广东方振新材料精密组件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!