一种高低压配电柜柜体全自动喷漆输送装置的制作方法
本发明涉及配电柜喷漆相关,特别涉及一种高低压配电柜柜体全自动喷漆输送装置。
背景技术:
1、高低压配电柜顾名思义就是电力供电系统中用于进行电能分配、控制、计量以及连接线缆的配电设备,通过将一些开关、断路器、熔断器、按钮、指示灯、仪表、电线之类电器元件组装成一体达到设计功能要求的配电装置的设备,为了防止配电柜生锈的情况。在配电柜制作过程中需要对配电柜进行喷漆。
2、在现有的喷漆过程中,如公告号为cn111701777a的中国专利,其公开了一种控制柜自动化喷漆设备,包括工作台面,在工作台面的下方通过螺栓安装有支撑柜体,在支撑柜体的表面开有通口,在支撑柜体的底部通过螺栓安装有固定底座,在固定底座的表面放置有油漆放置桶,在油漆放置桶的内部插有导通管,在导通管的另一端通过螺纹安装有压力泵,在工作台面的下方通过螺纹安装有压力泵,在压力泵的上方通过螺纹安装有柔性导管,且柔性导管贯穿于工作台面,在柔性导管的另一端通过螺纹连接有喷涂框,在喷涂框的外侧通过固定栓连接滑动板。本发明通过通过设置喷涂框,滑动套筒和吸尘设备,解决现有喷漆设备自动化程度低,不能适用于各种高度的物体,使用范围小,油漆容易被吸入的问题。
3、上述现有技术中,主要通过喷涂框的使用,对柜体进行喷漆,提高了喷漆自动化程度,但是,上述现有技术中未考虑到喷漆过程中柜体内部拐角以及吊装位置喷涂不均的情况,由于拐角区域的空间较为狭窄,在喷头未对准的情况下,仅靠大面积喷射的方式难以将拐角区域喷涂均匀,且现有技术在整个喷漆过程中,吊装点的不变,使得吊装点接触的位置难以被漆料喷射到,造成局部漏喷的情况,喷涂不均或者漏喷的情况容易加快锈蚀的形成,从而导致柜体的使用寿命急剧缩短,基于此,在现有的喷漆技术之上,还有可改进的空间。
技术实现思路
1、为了在高低压配电柜柜体喷漆过程中更好的对柜体拐角位置以及吊装位置进行喷漆,本技术提供一种高低压配电柜柜体全自动喷漆输送装置。
2、本技术提供的一种高低压配电柜柜体全自动喷漆输送装置采用如下的技术方案:
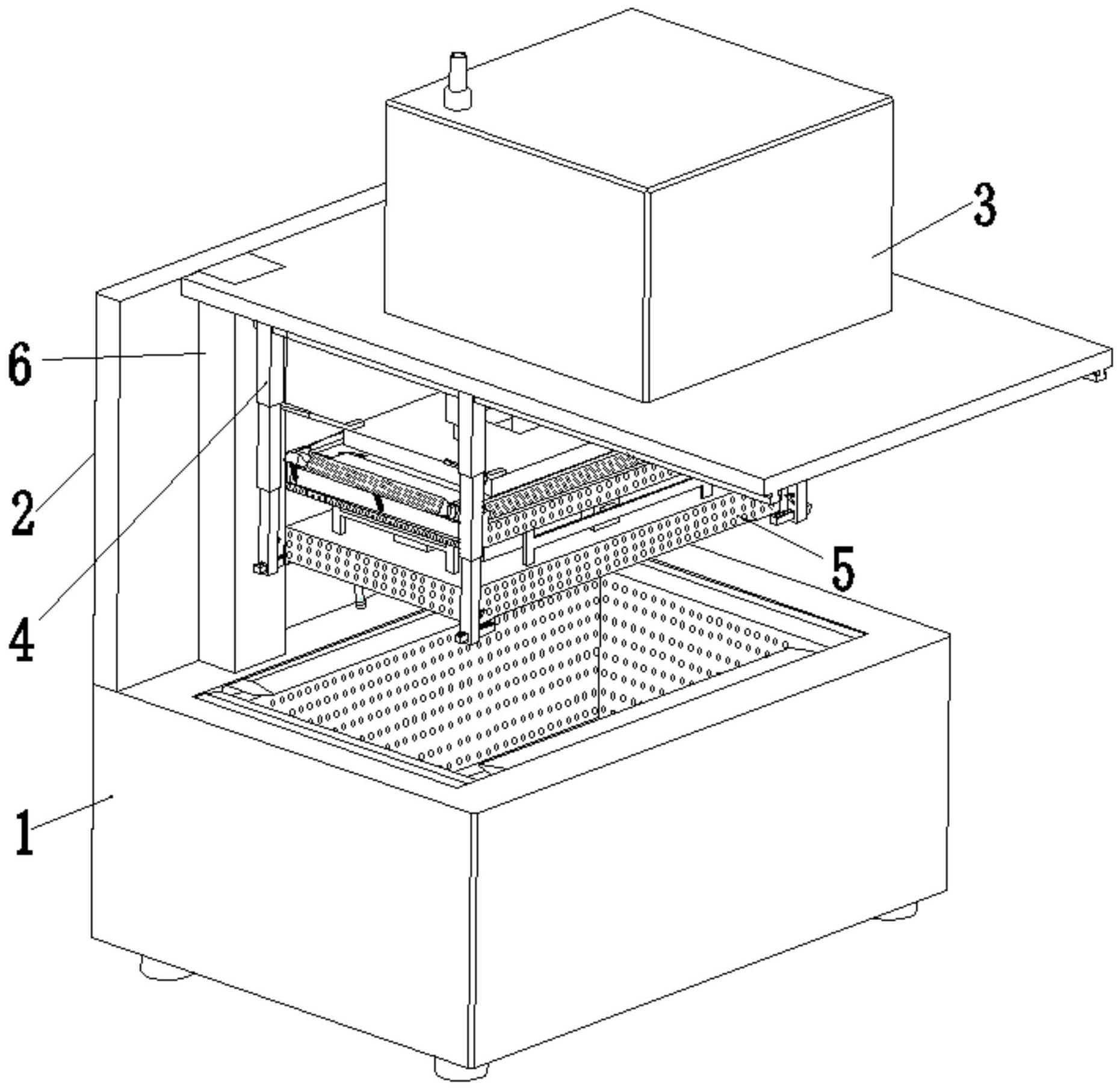
3、一种高低压配电柜柜体全自动喷漆输送装置,包括外部喷漆箱、支撑架、储料罐、吊装杆、内部喷漆模块,所述外部喷漆箱的后端上侧设置有支撑架,支撑架上滑动设置有连接板,连接板的上端安装有储料罐,连接板的下端安装有吊装杆,位于吊装杆之间的内部喷漆模块安装在连接板的下端。
4、所述吊装杆包括电动伸缩杆、连接杆、通槽、吊装组件、电动滑块一,电动伸缩杆的下端与连接杆固定连接,连接杆上开设有通槽,通槽的内部滑动设置有可复位的吊装组件,电动伸缩杆的上端与滑动座连接,滑动座设置在电动滑块一上,电动滑块一上安装在连接板的下端。
5、所述内部喷漆模块包括喷漆箱体、喷漆孔二、第一喷漆组件、支撑组件、补漆组件、第二喷漆组件、联动组件、升降挤压组件和挤压件,喷漆箱体上均匀开设有喷漆孔二,喷漆箱体的上端四周均匀设置有可转动的第一喷漆组件,位于第一喷漆组件一侧的补漆组件转动设置在喷漆箱体上,与补漆组件配合连接的升降挤压组件安装在连接板的下端,与升降挤压组件挤压的支撑组件水平滑动设置在喷漆箱体上,升降挤压组件上对称安装有挤压件,挤压件与吊装组件之间为挤压配合连接,喷漆箱体的下端四周均匀设置有可转动的第二喷漆组件,且第一喷漆组件、第二喷漆组件之间通过联动组件配合连接,联动组件安装在喷漆箱体的中部。
6、优选的,所述外部喷漆模块包括箱体、喷漆孔一、伸缩槽、移动板、压缩弹簧,箱体的内壁均匀开设有喷漆孔一,喷漆孔一与箱体内部开设的回型腔之间相连通,箱体的上端均匀开设有伸缩槽,伸缩槽与移动板之间连接有压缩弹簧,压缩弹簧起到复位的作用,移动板的内端上下两侧为倒角结构,减小了吊装组件升降的阻力,且移动板的设置主要是对配电柜柜体喷漆过程中进行上端密封,减少了材料损耗。
7、优选的,所述支撑架的侧壁上设置有电动滑块二,电动滑块二上设置有连接板,电动滑块二可带动连接板进行上下移动。
8、优选的,所述储料罐包括储料箱、进料口、输料管、输送泵、软管,储料箱的上端开设有进料口,储料箱的底部设置有输送泵,且储料箱开设的储料腔与输送泵的进口位置连通,输送泵的出口位置与喷漆箱体之间连接有输料管,输料管的中部位置通过软管与箱体内部开设的回型腔相连,储料罐主要用于对漆料的输送。
9、优选的,所述吊装组件包括吊杆、弹簧一、卡槽和卡榫,滑动设置在通槽中的吊杆与通槽之间连接有弹簧一,吊杆的上端开设有卡槽,与卡槽位置对应的卡榫通过销轴与连接杆连接,卡榫的上端通过复位弹簧与连接杆连接,吊装时,将吊杆向外按压,此时在复位弹簧的作用下(复位弹簧对卡榫的上端始终保持向外侧拉动的趋势),卡榫滑入到卡槽中从而锁定吊杆的位置,使得吊杆勾住柜体的上端,当需要吊杆撤出时(吊装式喷漆由于吊杆的存在,使得柜体与吊杆接触的面未被喷到,将吊杆撤出主要是对未喷到的区域进行喷漆,又由于支撑组件的及时代替式顶撑,柜体不会掉落),下降的挤压件压动卡榫使得卡榫的下端从卡槽中脱出,吊杆在弹簧一的带动下从原吊装位置退出,通过吊装组件与挤压件之间的挤压配合从而解锁吊杆的位置使其撤出原吊装位置,进而方便补漆组件对原吊装位置进行定位补漆。
10、优选的,所述第一喷漆组件包括第一喷头、伸缩弹簧、第一连接孔,第一喷头通过销轴与喷漆箱体连接,第一喷头的内部开设有连接孔,与连接孔位置对应的出料孔开设在喷漆箱体上,第一喷头与喷漆箱体之间连接有伸缩弹簧,第一喷头处于初始位置时连接孔与出料孔之间对准连通,当内部喷漆模块下降进入配电柜柜体时第一喷头在柜体上边缘的挤压下向上转动至竖立状态,内部喷漆模块完全进入到柜体内部后第一喷头在伸缩弹簧的带动下恢复到初始位置(此时第一喷头朝向柜体内部的拐角位置),第一喷头的角度变换使得内部喷漆模块可以顺利进入柜体,并恢复初始位置。
11、优选的,所述补漆组件包含第二喷头、弹簧二、第二连接孔、第三连接孔,位于第一喷头侧端布置的第二喷头通过销轴与喷漆箱体连接,第二喷头的内部从上往下依次开设有第二连接孔、第三连接孔,当升降挤压组件下降时带动第二喷头旋转使第二连接孔对准输料孔,此时,第二喷头对准原吊装位置(吊杆已从原吊装位置撤出,此时原吊装位置处于未喷漆的空白面),从而对原吊装位置的空白面进行补漆,原吊装位置的空白面较小,且第二连接孔的孔径小于第三连接孔的孔径,在第二连接孔对准输料孔时,喷出流量减少,对原吊装位置进行精准补漆,喷漆箱体对应位置开设有输料孔,喷漆箱体与第二喷头之间连接有弹簧二,当升降挤压组件上升后第二喷头通过弹簧二的带动恢复到初始位置,第二喷头处于初始位置时第三连接孔与输料孔之间对准连通,第二喷头通过不同角度设置的两个孔类结构(第二连接孔、第三连接孔)实现了对原吊装位置的定位补漆功能。
12、优选的,所述第二喷漆组件包含转动块、伸缩喷头、伸缩管、拉伸弹簧、进料孔,喷漆箱体的下端四周均匀开设有隐藏槽,隐藏槽中设置有可转动的转动块,转动块的上端通过拉伸弹簧与隐藏槽连接,转动块的内腔滑动设置有伸缩喷头,初始位置的伸缩喷头的梯形尾端与转动块的内腔之间相互贴合,伸缩喷头梯形尾端的倾斜面上开设有进料孔,在转动块处于水平放置时(隐藏状态),伸缩喷头在隐藏槽侧壁的挤压下缩回到转动块的内部,此时进料孔的位置被转动块的内腔堵塞形成封闭状态(漆料不能喷出),在转动块向下角度调节后,伸缩喷头的外侧未被隐藏槽侧壁挤压,此时可在漆料输送的高压下推动伸缩喷头向外伸出,使得进料孔不再被内腔壁堵塞,漆料可顺利从进料孔经过随后从伸缩喷头喷出,转动块的内腔通过伸缩管与喷漆箱体的内部连接,第二喷漆组件为隐藏式设计,保证了内部喷漆模块进入到柜体内部时,第二喷漆组件不会阻挡其深入。
13、优选的,所述联动组件包括连接气缸、连接架、连接绳、阻隔板、连通孔,连接气缸固定安装在喷漆箱体的中部,连接气缸的上端连接有连接架,连接架的下端通过连接绳与转动块相连接,连接架的上端安装有阻隔板,阻隔板的上端开设有连通孔,联动组件处于初始位置时,阻隔板上端的通孔与出料孔、输料孔处于隔断状态,保证第一喷漆组件、补漆组件的关闭(防止提前喷出),当连接气缸带动阻隔板向上运动时,通孔与出料孔、输料孔连通,此时第一喷漆组件、补漆组件打开。
14、优选的,所述升降挤压组件包括挤压板、联动绳、伸缩气缸,挤压板与连接板之间连接有伸缩气缸,可带动挤压板的升降,挤压板的上端均匀设置有挤压件,可对卡榫进行挤压,挤压板通过联动绳与第二喷头连接,可带动第二喷头旋转,升降挤压组件通过升降实现了吊装组件的自动弹出和第二喷头的角度旋转功能。
15、优选的,所述支撑组件包含锥形滑动块、支撑板、弹簧三、顶撑杆,喷漆箱体的上端开设有滑动槽,滑动设置在滑动槽内的锥形滑动块通过弹簧三与喷漆箱体连接,锥形滑动块通过销轴与支撑板连接,支撑板搭放在顶撑杆上,锥形滑动块移动到最外侧时支撑板对柜体进行支撑,顶撑杆设置在喷漆箱体的上端,支撑组件的设置保证了在吊杆从配电柜柜体上端撤出的过程中,支撑板能够及时对柜体进行替补支撑。
16、综上所述,本技术包括以下至少一种有益技术效果:
17、1、本发明所述的一种高低压配电柜柜体全自动喷漆输送装置,本装置设置的内部喷漆模块与外部喷漆箱对柜体进行大面积喷漆的前提下,通过联动组件与第一喷漆组件、第二喷漆组件之间的配合,实现了对配电柜内部拐角位置进行针对性喷涂的功能,并通过升降挤压组件与补漆组件之间的联动,实现了对柜体原吊装位置的补漆;
18、2、在内部喷漆模块进入到柜体后,通过联动组件的上升带动连接绳、阻隔板整体上升,在连接绳的拉动下带动转动块转动使得打开状态的伸缩喷头朝向柜体内部的下方拐角区域,阻隔板的上升使得第一连接孔与连通孔对齐,此时倾斜结构的第一喷头处于打开状态且朝向柜体内部的上方拐角区域,随后对漆料进行高压输送并从打开状态的第一喷头、伸缩喷头喷出从而对拐角位置进行针对性喷漆;
19、3、通过外移的吊杆对柜体的上端进行吊装,采用吊装方式利于柜体整体暴露在内部喷漆模块与外部喷漆箱之间,以便进行大面积喷漆,待大面积喷漆完成后,通过升降挤压组件的下降,使得挤压件对卡榫进行挤压,解锁后的吊杆逐渐撤出原吊装位置,与此同时受到挤压的支撑组件对柜体进行换点支撑(当前支撑点与原吊装位置不同),且下降的升降挤压组件通过联动绳带动第二喷头旋转并使其对准原吊装位置,随后在漆料的输送下对空白的原吊装位置进行补漆。
- 还没有人留言评论。精彩留言会获得点赞!