一种锂压延预涂油的工艺及装置的制作方法
本发明涉及电池领域,具体涉及一种锂压延预涂油的工艺及装置。
背景技术:
1、在锂离子电池负极补锂领域,锂带压延补锂具有效率高、安全性高、成本低等方面的特点。但锂带压延补锂的工艺中,需要采用涂布辊对锂带进行压延浆料涂布,然后再采用涂布有压延浆料的锂带通过压延辊进行压延操作。具体参见中国专利申请cn206878096u,其中公开了采用第一压延辊和第二压延辊对进入第一压延辊和第二压延辊之间的已涂布有浆料的锂带进行辊压的方法,虽然该方法中有公开通过在锂带的表面涂布一层浆料来调整锂带表面的离型力,进而避免采用隔离膜的方式也能有效达到锂带与辊轮分离的目的,但实际上在锂带在压延浆料涂布过程中,依然存在少量锂粘附涂布辊的现象,并且会随着压延浆料涂布过程的进行,粘附锂越来越严重,不但会导致浆料涂布不均匀影响后续金属锂压延均一性,而且严重时甚至会出现涂布辊表面浆料太少导致涂浆料时候锂带有些地方涂不到浆料而出现露白现象,最终导致后续进行压延时不能连续生产的严重后果。
2、而针对锂粘附涂布辊的问题,现有技术中公开了通过在锂带表面涂油,提高锂带与涂布辊之间的隔离效果,进而避免锂带上的锂与涂布辊之间粘附的问题。例如:中国专利申请cn218190626u公开了一种金属锂带涂油系统及方法,该系统只是提出了锂带涂油的方法和机构,其中公开了利用涂油辊与储油组件接触,使涂油辊表面粘附润滑油,同时通过下压组件将锂带下压与涂油辊接触,通过将涂油辊上的油转移锂带上,进而达到实现锂带表面润滑油涂敷的效果。该方式理论上能够实现润滑油的涂敷,进而提高锂带与压辊之间的隔离效果。但实际上,由于锂带本身所具有的质软、粘附性高的性质,即使采用涂油辊涂敷了润滑油,其也并没有完全解决锂带在压延涂浆料过程中产生的粘辊问题,反而由于涂油辊不能随意更换,导致其在进行涂油过程中本身也产生了锂粘的问题,效果不佳。
技术实现思路
1、因此,本发明的目的在于解决现有技术中对锂带进行压延浆料涂布时,会出现锂金属粘附涂布辊的问题,提供解决上述问题的一种锂压延预涂油的工艺及装置。
2、一种锂压延预涂油的工艺,包括:控制锂带粗糙度ra不高于0.5并进行涂油操作。
3、利用具有吸液性质的柔性基材作用在锂带的表面实现涂油操作的同时通过调整柔性基材作用在锂带表面的压力对锂带进行磨平抛光进而控制锂带粗糙度ra;优选的,所述锂带粗糙度ra为0.025~0.5。
4、所述柔性基材为高回弹材料;优选的,所述高回弹材料为海绵;更优选的,所述海绵的密度为18~45kg/m3。
5、所述柔性基材作用在锂带表面的压力为5~255n。
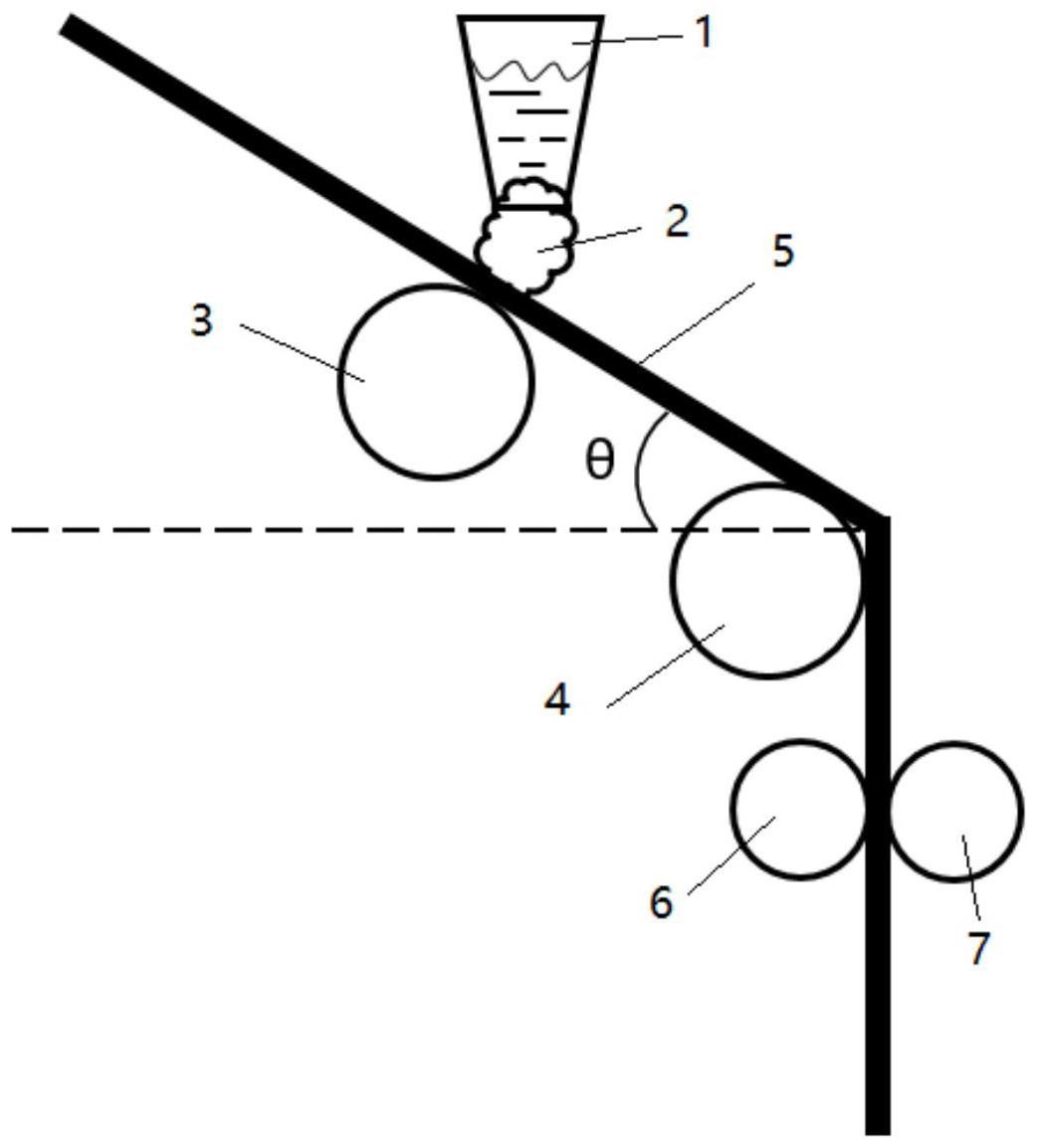
6、所述压力采用下述公式一进行确定,所述公式一为:f1=3.5×(5×tan3θ×l1×d12+3.8),其中,f1为压力,单位为n;θ为锂带运行方向与水平线夹角;l1为锂带宽度,单位为m;d1为锂带厚度,单位为mm。
7、所述涂油操作中采用的油为润滑油、白矿油、石蜡油、热传导油、机油、硅油、防锈油、液压油、切削液中的一种或多种。
8、一种锂压延预涂油的装置,包括:
9、储油箱,其上设置有出油口;
10、柔性基材,设置在出油口上并具有吸液性质;
11、支撑辊,设置在邻近出油口位置,与柔性基材之间形成锂带通道;
12、调节机构,安装在储油箱上,用于调节柔性基材作用在支撑辊上的压力大小。
13、所述储油箱中还设置有调节出油口宽度的隔板;优选的,所述出油口宽度为0.1~10mm。
14、所述柔性基材为高回弹材料;优选的,所述高回弹材料为海绵;更优选的,所述海绵的密度为18~45kg/m3。
15、本发明的一种锂压延预涂油的装置中,还包括将锂带运行方向调整为竖直方向的过辊。
16、本发明技术方案,具有如下优点:
17、1.本发明提供的一种锂压延预涂油的工艺,为在锂带进行压延涂布之前进行的预涂油步骤;通过控制锂带表面的粗糙度ra不高于0.5以及涂油操作相互配合,达到了实现后续锂带压延过程中浆料涂布的均匀性,保证后续压延的均一性,实现生产的连续性;
18、本发明实现机理如下:发明人研究发现,造成金属锂粘附涂压延浆料的辊的主要因素有两方面,一方面是金属锂表面的粗糙度ra,金属锂表面粗糙度越大,在经过压延浆料涂布辊的时候越容易产生粘辊现象;另一方面是金属锂表面的浸润特性。具体的,金属锂表面的浸润特性会影响锂和辊之间的相对滑移特性,当金属锂表面浸润性好时金属锂和辊相对滑动顺畅而不会造成涂压延浆料时锂带表面锂由于相对错动留在辊上而产生锂粘辊现象,而由于金属锂本身的固有属性是确定的,因而其自身浸润特性也是确定的;想要改变金属锂的浸润特性,只能通过油的涂敷对金属锂表面的浸润特性进行改善,进而保证在后续压延浆料涂布机构时能起到很好的润滑作用和隔离锂的作用,从而降低锂粘辊现象。因此,本发明通过降低锂带表面的粗糙度ra,通过控制粗糙度ra不高于0.5,同时,在锂带表面涂敷油改善锂带的浸润特性,进而达到降低金属锂粘附涂压延浆料的涂布辊的目的。综上,本发明通过改善金属锂表面的浸润特性以及调整锂带的粗糙度共同配合,有效达到避免金属锂粘附到涂敷压延浆料的辊的目的,实现浆料涂布的均匀性,进而达到后续的压延均一性,最终保证生产的连续性。
19、2.本发明提供的一种锂压延预涂油的工艺中,本发明进一步优化了控制锂带表面的粗糙度ra的方法,并且在达到控制锂带表面的粗糙度ra的同时实现涂油操作的方法,操作更加简单。具体的,利用具有吸液性质的柔性基材作用在锂带的表面实现油的涂敷,同时调整柔性基材作用在锂带上的压力实现锂带磨平抛光;本发明利用柔性基材对锂带进行磨平抛光,在不伤害锂带的情况下,能有效降低锂带的粗糙度ra,通过油涂敷与锂带磨平抛光相互配合,有效解决后续锂带在进行压延涂布时存在的辊粘连的问题。且发明人发现过小的粗糙度会造成涂油辊打滑而影响负载压延浆料的反作用,因此,本发明进一步优化磨平抛光后锂带表面粗糙度ra,通过控制磨平抛光后锂带表面粗糙度ra为0.025~0.5,有效实现后续浆料涂布的均匀性,进一步保证后续的压延均一性,实现生产的连续性。
20、3.本发明提供的一种锂压延预涂油的工艺中,采用的柔性基材优选为高回弹材料,更优选为海绵,该柔性基材可以很方便的进行更换,当选择为海绵时,即使有少量锂附着的情况,其对涂油操作影响也很小,且海绵粘附锂时可以定期更换,更好的保证涂油效果。
21、4.本发明提供的一种锂压延预涂油的工艺中,通过进一步优化控制柔性基材作用在锂带上的压力的大小可以有效达到控制磨平抛光后锂带表面粗糙度ra满足要求的目的,进而达到对锂带进行磨平抛光的效果。具体的,该柔性基材作用在锂带上的压力通常在5~255n;为了更精准的获取使锂带表面粗糙度ra达到0.025~0.5的压力,可以采用本发明的公式一进行确定,具体的,所述公式一为:f1=3.5×(5×tan3θ×l1×d12+3.8),其中,f1为压力,单位为n;θ为锂带运行方向与水平线夹角;l1为锂带宽度,单位为m;d1为锂带厚度,单位为mm,通过将作用在锂带表面的压力值控制在上述公式一计算得到的压力条件下,可以实现处理后锂带表面粗糙度ra达到0.025~0.5的要求。
22、5.本发明提供的一种锂压延预涂油的装置,包括储油箱、柔性基材、支撑辊和调节机构;该储油箱上设置有出油口,该柔性基材设置在出油口上并具有吸液性质,该支撑辊设置在邻近出油口位置且与柔性基材之间形成锂带通道,该调节机构安装在储油箱上且用于调节柔性基材作用在支撑辊上的压力大小。通过储油箱、柔性基材、支撑辊和调节机构的相互配合,即可有效同时实现在锂带的表面涂敷油以及对锂带进行磨平抛光的作用,为后续锂带进行压延涂布时避免锂带与轧辊粘连提供设备支持。
- 还没有人留言评论。精彩留言会获得点赞!