一种用于空气滤清器装配的端盖压制设备的制作方法
本发明涉及滤清器生产加工,更具体地说,涉及一种用于空气滤清器装配的端盖压制设备。
背景技术:
1、机油滤清器是用于去除机油中的灰尘、金属颗粒、碳沉淀物和煤烟颗粒等杂质,机油滤清器主要由滤纸与壳体两大部分组成,端盖是壳体重要的组成部件之一,机油滤清器端盖用于将滤芯固定在壳体内,因此机油滤清器的盖板结构也对过滤组件的稳定性有一定影响;
2、壳体端盖上压制有密封圈槽以安装密封圈,在安装后,密封圈与滤芯外围密封对接实现对滤芯的稳定定位,机油滤清器的盖板结构和加工精度对滤纸的过滤效率和使用寿命都具有重要作用,但现有技术中的端盖压制工作往往是将密封圈事先套设在密封圈槽内,再通过简单的压板将密封圈压紧在密封圈槽内,这种传统的压制方法过于简单,若在加工过程中没有对端盖进行优良的压制,在机油滤清器长期使用后,密封圈与端盖、滤芯之间形成间隙,容易造成漏油的问题;
3、为此,我们提出一种用于空气滤清器装配的端盖压制设备来提高对密封圈与端盖之间的压制效果。
技术实现思路
1、本发明目的在于解决现有压制设备难以保证密封圈与密封圈槽长久密封衔接的问题,相比现有技术提供一种用于空气滤清器装配的端盖压制设备,是将传统的压板结构替换成与密封组件相匹配的压制套,密封组件由传统的一个密封圈替换成由磁性环形套、密封圈相匹配的组合结构,在进行端盖压制时,利用注胶嘴向环形槽口内注入适量胶液,再将密封组件磁吸定位于压制套底端壁上,下压压制套,密封组件对准环形槽口并与其密封嵌设连接,磁性环形套对胶液进行挤压,磁性环形套、密封圈与胶液相挤压接触形成粘接面,相比较传统的套设卡接,一方面提高了密封圈与端盖、滤芯之间的连接密封性,另一方面提高连接稳固性。
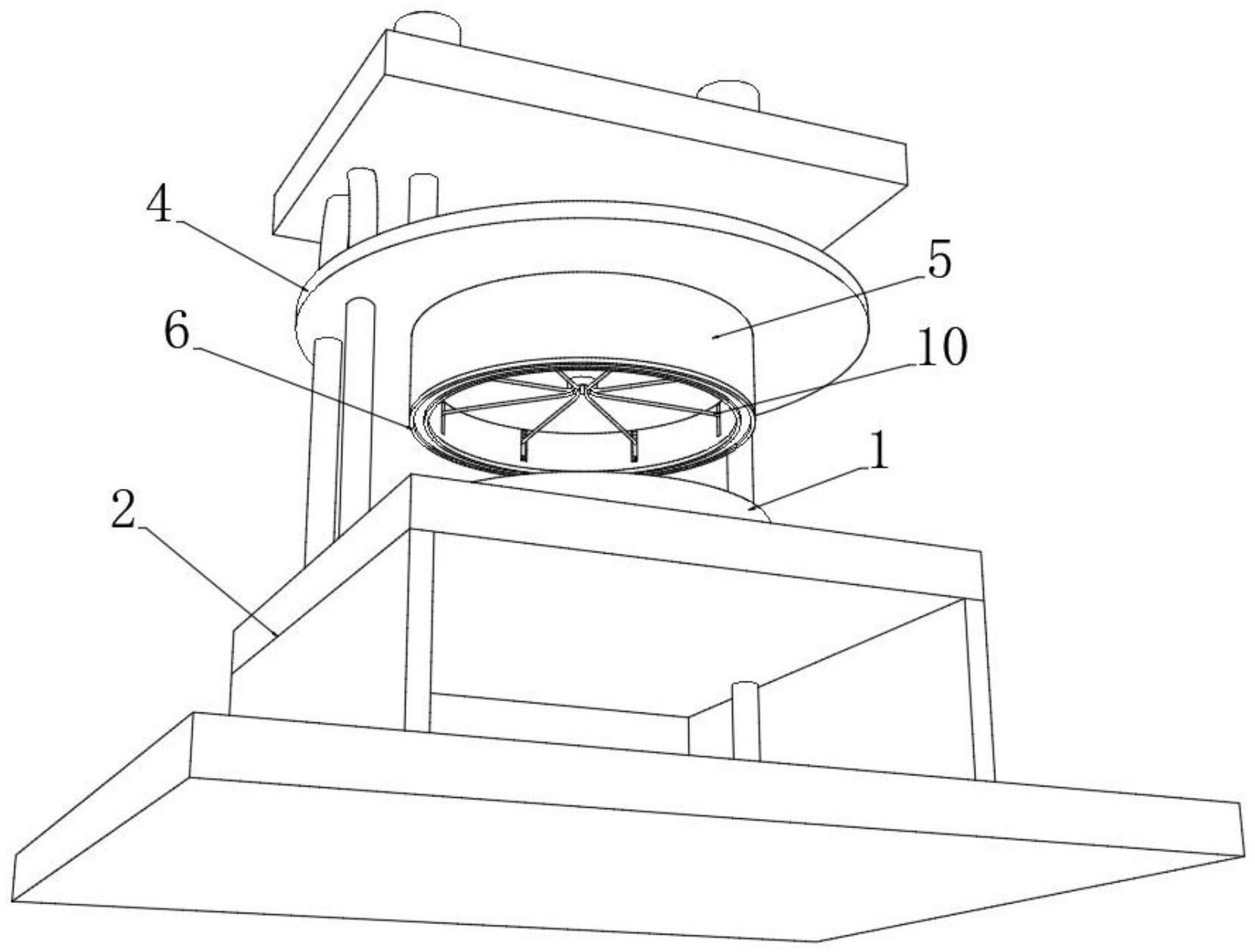
2、本发明的目的可以通过以下技术方案实现:一种用于空气滤清器装配的端盖压制设备,包括用于放置端盖本体的工作台,所述端盖本体沿其内圈开设有环形槽口,所述工作台上通过一对导向架固定安装有固定台,所述固定台下方设有与一对导向架活动衔接的升降台,所述固定台上安装有对升降台进行升降驱动的电动推缸,所述升降台下端固定安装有与端盖本体相匹配的压制套,所述压制套靠近外围端壁开设有环形中空腔,所述压制套下端壁磁吸固定连接有密封组件,所述密封组件包括磁性环形套和套设于磁性环形套内的密封圈,所述磁性环形套与环形槽口内壁相贴合嵌设,所述压制套底端壁嵌设有与磁性环形套相匹配的电磁片,所述环形中空腔靠近其底端部套设有注胶环,所述注胶环上环形嵌设有多个注胶嘴,多个注胶嘴出料口延伸至环形中空腔下端部,多个所述注胶嘴上均连接有注胶管,所述升降台上端固定安装有内部存储有胶液的储料筒,多个所述注胶管另一端贯穿压制套内侧并延伸至储料筒内。
3、进一步的,所述压制套外圈与端盖本体内端壁活动嵌设衔接,所述环形中空腔与环形槽口相对接连通设置。
4、进一步的,所述压制套位于环形中空腔内外的两侧底端壁分别与磁性环形套内外端部相对接贴合设置,所述磁性环形套与环形槽口内壁过盈配合。
5、进一步的,所述磁性环形套上端壁贴设有柔性磁层,所述柔性磁层与磁性环形套相互粘接而成,赋予磁性环形套磁性,当启动电磁片后,易于磁性环形套与压制套下端壁的相磁吸贴合。
6、进一步的,所述压制套底端中部开设有置物槽,所述置物槽内壁开设有多个与环形中空腔相连通且与注胶管位置对应的条形槽。
7、进一步的,所述压制套中部内部嵌设有延伸至置物槽内的防护套,多个所述注胶管一一贯穿多个条形槽并向上穿过防护套延伸至储料筒内,在对端盖本体进行压制前,首先下降压制套,使得压制套底端壁与环形槽口相对接,利用多个注胶嘴与注胶管配合,向环形槽口内部注入适量的胶液,再向上抬升压制套,将密封组件磁吸扣设于压制套下端壁,再次向下下降压制套,将密封组件对准环形槽口并下压,实现密封组件与环形槽口密封嵌设连接。
8、进一步的,所述密封圈上端部裸露于磁性环形套上端壁,所述密封圈下端部与磁性环形套内壁之间形成粘接空隙,当将密封组件嵌设于环形槽口内后,磁性环形套对预先注入环形槽口内的胶液进行挤压,磁性环形套、密封圈与胶液相挤压接触形成粘接面,通过预留粘接空隙,胶液在粘接空隙内成型,扩大粘接面,进一步提高了密封组件与环形槽口之间的连接稳固性。
9、可选的,所述环形中空腔上端部固定嵌设有固定环,所述固定环底端壁活动嵌设有多个与注胶环顶端相连接的限位杆。
10、可选的,所述固定环顶端固定安装有电磁铁,所述注胶环顶端固定安装有与电磁铁相匹配的磁性套。
11、该用于空气滤清器装配的端盖压制设备的使用方法,包括以下步骤:
12、s1、首先在对端盖本体进行压制前,利用电动推缸下压压制套,压制套底端壁与环形槽口相对接,利用多个注胶嘴与注胶管配合,向环形槽口内部注入适量的胶液,该过程可通过启动电磁铁,利用电磁铁对磁性套的磁性排斥作用,使得注胶环向下运动,注胶环下压至环形槽口处,便于近距离注料;
13、s2、注料完毕后,向上抬升压制套,并通过改变电磁铁的电流方向,使得注胶环向上回退至其初始位置,将密封组件磁吸扣设于压制套下端壁,磁性环形套至于环形中空腔内侧,再次下压压制套,密封组件对准环形槽口并与环形槽口密封嵌设连接;
14、s3、磁性环形套对预先注入环形槽口内的胶液进行挤压,磁性环形套、密封圈与胶液相挤压接触形成粘接面,通过预留粘接空隙,胶液在粘接空隙内成型,扩大粘接面,进一步提高了密封组件与环形槽口之间的连接稳固性;
15、s4、在压制工作完成后,断开压制套底端壁上的电磁片,压制套与密封组件相脱离,密封组件嵌设于端盖本体的环形槽口内完成端盖与密封组件之间的压制。
16、相比于现有技术,本发明的优点在于:
17、(1)本方案通过将传统的压板结构替换成与密封组件相匹配的压制套,密封组件由传统的一个密封圈替换成由磁性环形套、密封圈相匹配的组合结构,在进行端盖压制时,利用注胶环上的多个注胶嘴向环形槽口内注入适量胶液,再将与环形槽口相匹配的密封组件磁吸定位于压制套底端壁上,下压压制套,密封组件对准环形槽口并与其密封嵌设连接,磁性环形套对预先注入环形槽口内的胶液进行挤压,磁性环形套、密封圈与胶液相挤压接触形成粘接面,相比较传统的套设卡接,利用嵌入式挤压卡接与胶液粘接方式相互配合,一方面提高了密封圈与端盖、滤芯之间的连接密封性,另一方面提高连接稳固性,密封圈不易与端盖脱离而造成漏油的情况发生。
18、(2)密封圈上端部裸露于磁性环形套上端壁,密封圈下端部与磁性环形套内壁之间形成粘接空隙,当将密封组件嵌设于环形槽口内后,磁性环形套对预先注入环形槽口内的胶液进行挤压,磁性环形套、密封圈与胶液相挤压接触形成粘接面,通过预留粘接空隙,胶液在粘接空隙内成型,扩大粘接面,进一步提高了密封组件与环形槽口之间的连接稳固性。
19、(3)增设了带有电磁铁的固定环以及在注胶环上增设了与电磁铁相匹配的磁性套,在胶液注入过程可通过启动电磁铁,利用电磁铁对磁性套的磁性排斥作用,使得注胶环向下运动,注胶环下压至环形槽口处,缩短了注胶嘴与环形槽口之间的距离,便于近距离注料,不易造成胶液的洒落,在注料完成后,通过改变电磁铁的电流方向,使得注胶环向上回退至其初始位置,不影响压制套下端部对密封组件进行磁吸定位。
- 还没有人留言评论。精彩留言会获得点赞!