金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺及设备的制作方法
本发明涉及铝箔卡纸加工,具体涉及金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺及设备。
背景技术:
1、在市场营销过程中,包装担任着极为重要的角色,它用自己特有的形象语言与消费者进行沟通,去影响消费者的第一情绪,在消费者第一眼看到它时就对它所包装的产品产生兴趣。它既能促进成功也能导致失败,没有彰显力的包装会让消费者一扫而过。因此目前,用于包装产品的盒子除保证运输过程中产品的安全以外,另一更为重要作用是提升产品的外包装美感和视觉效果,提升产品档次,从而提升产品的附加值。金色仿铝箔卡纸作为一种极具富贵堂皇之气的包装材质,被包装设计者所钟爱,广泛应用,消费者对于金色仿铝箔卡纸的图案也有一定的需求;
2、金色仿铝箔卡纸的金栅格图案在现有的加工过程中,一般采用金粉按轨迹进行连续喷涂,采用单轨回转的方式进行加工,并且加工工艺中金粉直接与铝箔进行复合再附上清漆,这样的的单清漆结构连接性不足,成品率不高,另外在加工工艺中清漆浪费现象过多,成本偏高。
技术实现思路
1、为了克服上述的技术问题,本发明的目的在于提供金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺及设备,通过清漆-金粉栅格-清漆这样的双清漆层结构,增加金粉栅格与卡纸之间的连接性,提高产品的成品率,同时采用双轨交叉式喷粉,节省时间,提高效率,进一步的在平整板和涂覆辊之间设置回收辊,转动方向与涂覆辊相反,在卡纸表面的清漆通过平整板平整后,将多余的清漆在清漆聚集曲面上会汇聚形成清漆团,且清漆团通过回收辊的旋转带动再次回到涂覆辊上进行持续涂覆,节省清漆。
2、本发明的目的可以通过以下技术方案实现:
3、金色仿铝箔卡纸的清漆面金粉类材料涂覆设备包括涂覆机,涂覆机内部一侧设置有第一输送机构,第一输送机构顶部设置有第一涂覆机构,且涂覆机内部由靠近第一输送机构到远离第一输送机构依次设置有第一烘干机构、喷粉机构、第二输送机构、压紧辊、第二涂覆机构、第二烘干机构和冷却组件,其中压紧辊和第二涂覆机构均位于第二输送机构上方;
4、所述第一涂覆机构包括涂覆箱,涂覆箱内部开设有涂覆腔,涂覆腔的底部设置有弧形的汇聚面,汇聚面的底部开设有多组出料口,多组出料口的下方设置有涂覆辊,涂覆箱的底端一侧设置有平整板,平整板和涂覆辊之间设置回收辊。
5、作为本发明进一步的方案:平整板靠近涂覆辊一侧侧面设置有第一弧面和第二弧面,且第一弧面和第二弧面相交形成清漆聚集曲面。
6、作为本发明进一步的方案:涂覆辊转动方向是顺时针,回收辊的转动方向为逆时针。
7、作为本发明进一步的方案:第二涂覆机构与第一涂覆机构结构相同,其中第二涂覆机构距离卡纸表面的高度大于第一涂覆机构距离卡纸表面的高度。
8、作为本发明进一步的方案:喷粉机构包括喷粉箱,喷粉箱底部设置有安装架,安装架内部设置有两组导杆,两组导杆上均设置有喷粉组件,两组喷粉组件顶部共同配合安装有荆棘轮,荆棘轮由设置在喷粉箱底部的驱动电机驱动。
9、作为本发明进一步的方案:喷粉组件包括喷粉基板,喷粉基板顶面设置有多组齿杆,多组齿杆等间距设置,且与荆棘轮啮合,喷粉基板顶面两端对称设置有限位弧板,喷粉基板底部安装有多组喷枪,多组喷枪与喷粉箱通过软管连通。
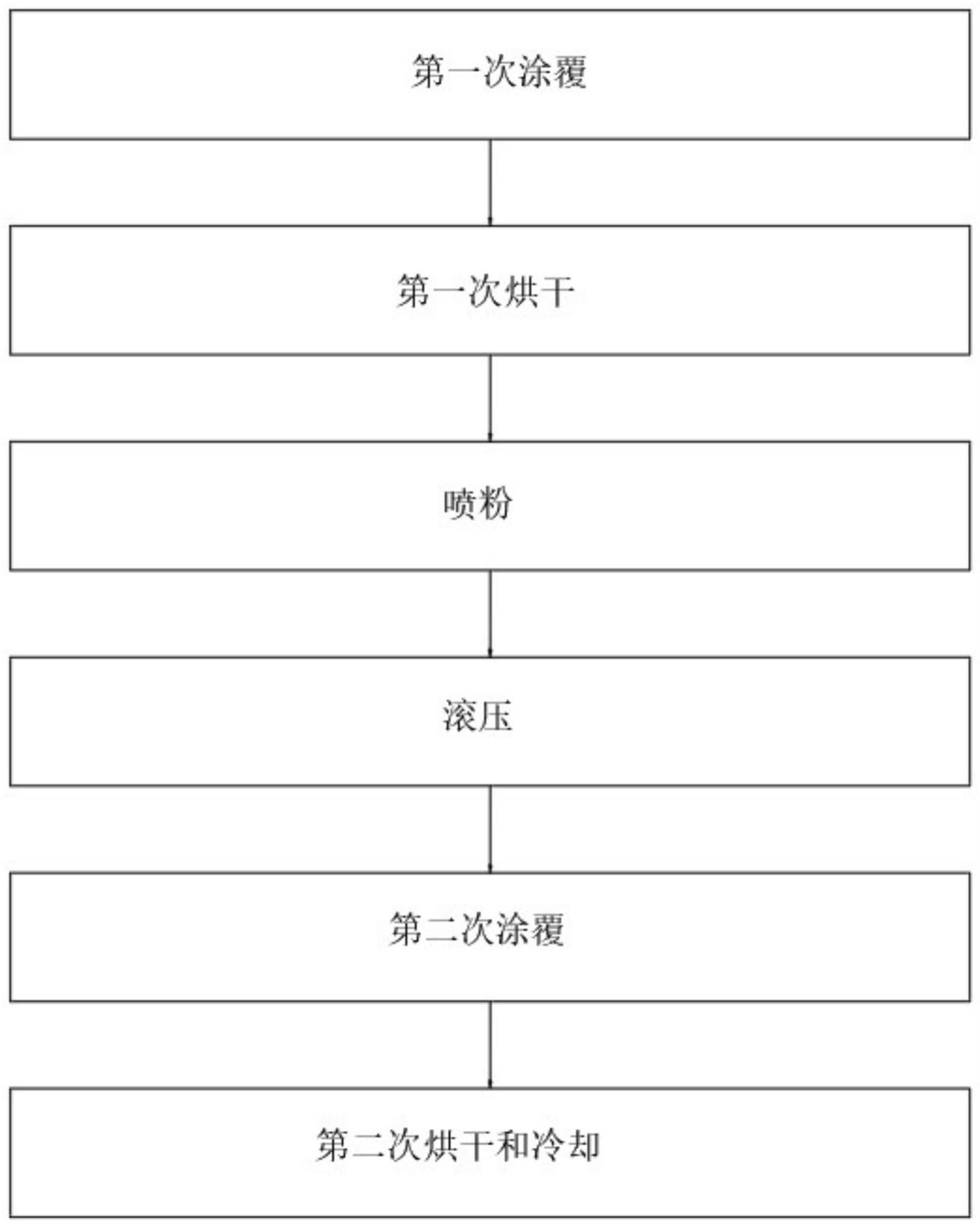
10、作为本发明进一步的方案:金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺,使用上述的涂覆设备,该工艺包括以下步骤:
11、步骤一、第一次涂覆:将前段工序复合有铝箔的卡纸导入涂覆设备中进行第一次清漆涂覆,在铝箔片层的表面采用第一涂覆机构涂覆清漆形成第一层清漆层,其中涂覆的过程中通过平整板对第一层清漆层进行平整,同时通过回收辊回收多余清漆;
12、步骤二、第一次烘干:将涂覆有第一层清漆层的卡纸输送进第一烘干机构中进行烘干;
13、步骤三、喷粉:使用喷粉机构对经过第一次烘干的卡纸进行喷涂金粉,形成交叉的金粉栅格;
14、步骤四、滚压:将喷涂金粉的卡纸输送至压紧辊下方,进行滚压,使金粉栅格和第一清漆层充分贴合;
15、步骤五、第二次涂覆:滚压后的卡纸通过第二涂覆机构在金粉上层涂覆第二清漆层,并在涂覆期间平整好;
16、步骤六、第二次烘干和冷却:将涂覆有第二层清漆层的卡纸输送进第二烘干机构进行烘干,形成凝固的双层清漆层和夹金粉栅格,烘干后的卡纸经过冷却组件冷却,输送出涂覆机,进行下一个工序。
17、作为本发明进一步的方案:步骤二中烘干温度为60-65℃,第一次烘干后的清漆层状态为半凝固的黏稠态。
18、作为本发明进一步的方案:步骤六中的烘干温度为65℃。
19、本发明的有益效果:
20、1、本发明通过涂覆两层清漆,且在两次涂覆之间采用双轨交叉式的喷涂金粉,形成清漆-金粉栅格-清漆这样的双清漆层结构,增加金粉栅格与卡纸之间的连接性,提高产品的成品率。
21、2、本发明双轨交叉式喷粉,通过带动荆棘轮转动,两组喷粉组件通过多组齿杆与荆棘轮啮合实现相向运动,通过驱动电机的正反转,带动喷枪不断交叉运动,形成双轨迹交叉喷粉,最终在第一清漆层上形成金粉栅格,节省时间,提高效率。
22、3、本发明的在平整板和涂覆辊之间设置回收辊,转动方向与涂覆辊相反,在卡纸表面的清漆通过平整板平整后,将多余的清漆在清漆聚集曲面上会汇聚形成清漆团,且清漆团通过回收辊的旋转带动再次回到涂覆辊上进行持续涂覆,节省清漆。
技术特征:
1.金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,包括涂覆机(1),其特征在于,涂覆机(1)内部一侧设置有第一输送机构(2),第一输送机构(2)顶部设置有第一涂覆机构(3),且涂覆机(1)内部由靠近第一输送机构(2)到远离第一输送机构(2)依次设置有第一烘干机构(4)、喷粉机构(5)、第二输送机构(7)、压紧辊(6)、第二涂覆机构(8)、第二烘干机构(9)和冷却组件(10),其中压紧辊(6)和第二涂覆机构(8)均位于第二输送机构(7)上方;
2.根据权利要求1所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,其特征在于,平整板(36)靠近涂覆辊(34)一侧侧面设置有第一弧面(361)和第二弧面(362),且第一弧面(361)和第二弧面(362)相交形成清漆聚集曲面。
3.根据权利要求1所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,其特征在于,涂覆辊(34)转动方向是顺时针,回收辊(35)的转动方向为逆时针。
4.根据权利要求1所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,其特征在于,第二涂覆机构(8)与第一涂覆机构(3)结构相同,其中第二涂覆机构(8)距离卡纸表面的高度大于第一涂覆机构(3)距离卡纸表面的高度。
5.根据权利要求1所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,其特征在于,喷粉机构(5)包括喷粉箱,喷粉箱底部设置有安装架(51),安装架(51)内部设置有两组导杆(52),两组导杆(52)上均设置有喷粉组件(53),两组喷粉组件(53)顶部共同配合安装有荆棘轮(54),荆棘轮(54)由设置在喷粉箱底部的驱动电机驱动。
6.根据权利要求1所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆设备,其特征在于,喷粉组件(53)包括喷粉基板,喷粉基板顶面设置有多组齿杆(532),多组齿杆(532)等间距设置,且与荆棘轮(54)啮合,喷粉基板顶面两端对称设置有限位弧板(533),喷粉基板底部安装有多组喷枪(531),多组喷枪(531)与喷粉箱通过软管连通。
7.金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺,其特征在于,使用如权利要求1所述的涂覆设备,该工艺包括以下步骤:
8.根据权利要求7所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺,其特征在于:步骤二中烘干温度为60-65℃,第一次烘干后的清漆层状态为半凝固的黏稠态。
9.根据权利要求7所述的金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺,其特征在于:步骤六中的烘干温度为65℃。
技术总结
本发明公开了金色仿铝箔卡纸的清漆面金粉类材料涂覆工艺及设备,工艺包括第一次涂覆、第一次烘干、喷粉、滚压、第二次涂覆和第二次烘干和冷却,涂覆设备包括涂覆机、第一输送机构、第一涂覆机构、第一烘干机构、喷粉机构、第二输送机构、压紧辊、第二涂覆机构、第二烘干机构和冷却组件,其中第一涂覆机构包括涂覆箱,涂覆箱内部开设有涂覆腔,涂覆腔的底部设置有弧形的汇聚面,汇聚面的底部开设有多组出料口,多组出料口的下方设置有涂覆辊,涂覆箱的底端一侧设置有平整板,平整板和涂覆辊之间设置回收辊;采用上述工艺和设备加工具有金色栅格的金色卡纸,同时双清漆层更加凸显设计的图案,同时涂覆过程中节约清漆,节省成本并且环保。
技术研发人员:李东霖,朱远忠,张先进
受保护的技术使用者:安徽顺彤包装材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!