一种逆变器陶瓷片自动化双面涂胶设备及方法
本发明涉及导热胶涂布,具体涉及一种逆变器陶瓷片自动化双面涂胶设备及方法。
背景技术:
1、一般在逆变器上都含有多个功率元器件,这些功率元器件发热量较大,需将热量及时散去。目前一般采用导电金属制成的散热器将功率元器件发热量散去,而为了保障这些功率元器件的电气安全性,在功率元器件和散热器之间通常采用逆变器陶瓷片进行热传导。而陶瓷片的上下两表面分别与功率元器件和散热器的接触结合度影响传热的效果,所以需要在陶瓷片的上下两表面分别涂布导热胶。
2、当前的逆变器陶瓷片涂胶方式多为人工涂布或是采用相应的涂胶设备,采用人工涂布效率不高,并且胶量控制不准确,陶瓷片表面的导热胶涂布不均匀;现有的涂胶设备只能实现单面涂胶,涂胶过程难以实现完全自动化。为此,提出一种逆变器陶瓷片自动化双面涂胶设备。
技术实现思路
1、本发明所要解决的技术问题在于:如何解决现有涂胶方式中存在的人工涂布效率不高、涂胶设备只能实现单面涂胶等问题,提供了一种逆变器陶瓷片自动化双面涂胶设备。
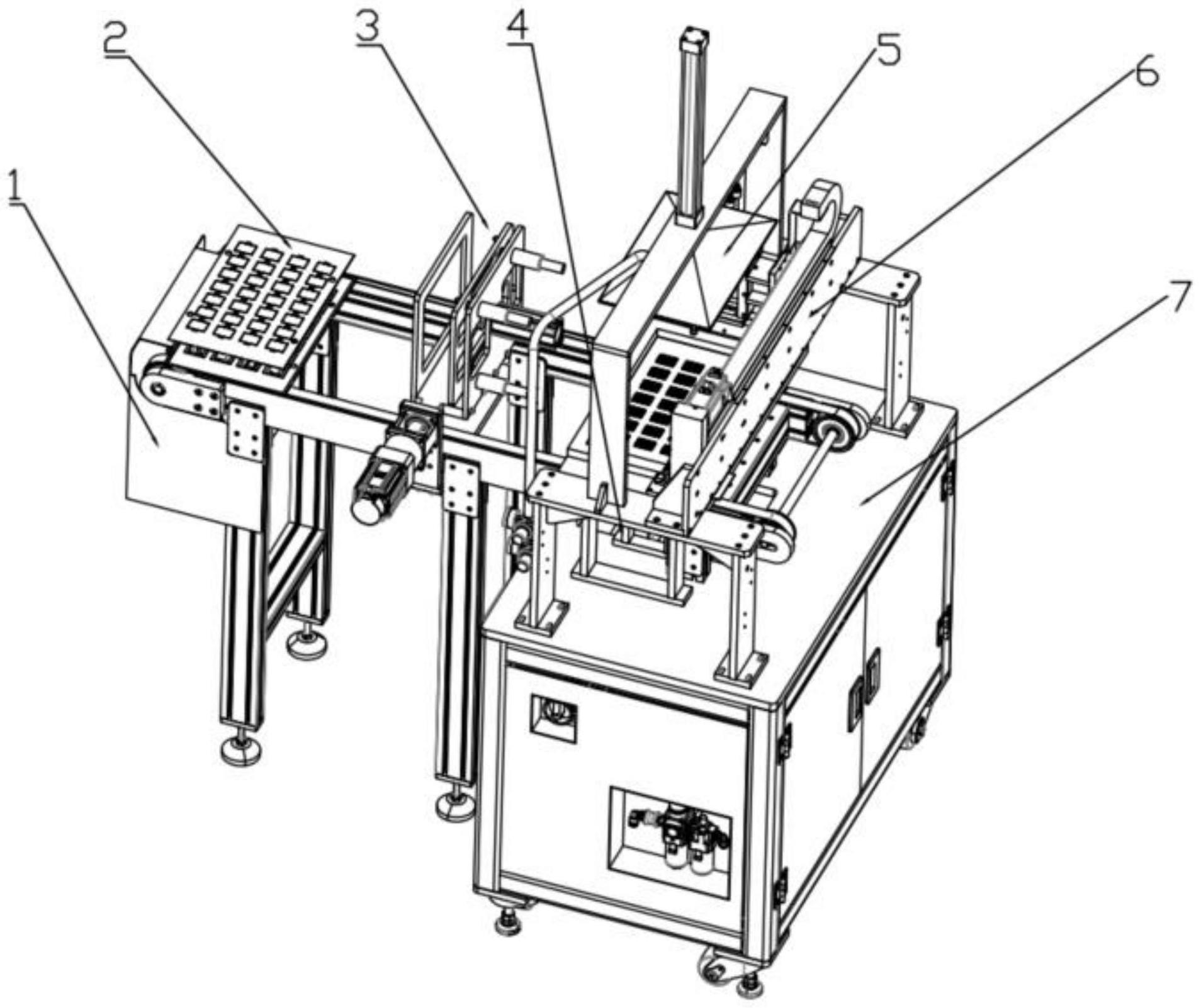
2、本发明是通过以下技术方案解决上述技术问题的,本发明包括输送机构、产品冶具、翻转机构、抬升机构、正压机构、涂胶机构、设备底座;所述输送机构设置在所述设备底座一侧,陶瓷片位于所述产品冶具,通过输送机构输送产品冶具,所述翻转机构设置在所述输送机构上,通过翻转机构翻转产品冶具,实现陶瓷片双面换向,所述抬升机构、正压机构、涂胶机构均设置在所述设备底座上,通过所述抬升机构抬升产品冶具并使其位于涂胶机构工作区域正下方,通过所述正压机构将已涂胶完成的区域密封,并通过吹气使陶瓷片脱离涂胶机构,通过所述涂胶机构进行陶瓷片的涂胶工作。
3、更进一步地,所述输送机构包括输送机构机架、输送机构驱动电机、电机同步带、输送同步带;所述输送机构驱动电机安装在所述输送机构机架下部,所述输送同步带安装在所述输送机构机架顶端,所述输送机构驱动电机通过所述电机同步带带动所述输送同步带运动,所述输送同步带的两端均设置有传动轴,并通过转动轮与所述传动轴转动连接,所述电机同步带的一端通过同步带轮与所述输送机构驱动电机输出端连接,另一端通过同步带轮与所述传动轴连接。
4、更进一步地,所述产品冶具包括至少一个保持架、陶瓷片托盘、陶瓷片;所述保持架的底部两端与所述输送机构中设置的输送同步带接触传动,所述陶瓷片托盘嵌设在所述保持架中,所述陶瓷片放置在所述陶瓷片托盘中。
5、更进一步地,所述翻转电机、翻转电机安装板、翻转侧板、产品冶具压板、第一气缸,所述翻转电机安装板安装在所述输送机构中设置的输送机构机架上,所述翻转电机安装在所述翻转电机安装板的端部,所述翻转侧板两端对应与所述翻转电机安装板的两端转动连接,其中一端与所述翻转电机输出端连接,在翻转电机的带动下实现翻转;所述第一气缸的缸体固定安装在所述翻转侧板的一侧,缸柱与所述产品冶具压板连接,且位于翻转侧板的内侧;所述翻转侧板为u形镂空板,翻转时已进行单面涂胶的产品冶具位于u形镂空板的内侧。
6、更进一步地,所述抬升机构包括抬升机构驱动电机、驱动同步带、滚珠丝杠花键单元、抬升机构机架;
7、所述抬升机构机架包括顶板、中间板、底板、多根导柱;所述顶板、中间板、底板自上而下依次设置,所述导柱贯穿所述中间板并与其滑动连接,其一端与所述顶板固定连接,另一端与所述底板固定连接,所述中间板与所述设备底座连接;
8、所述抬升机构驱动电机安装在所述中间板上,通过驱动同步带与所述滚珠丝杠花键单元连接,所述滚珠丝杠花键单元分别与顶板、底板连接,通过滚珠丝杠花键单元带动顶板、底板同步抬升或下降。
9、更进一步地,所述滚珠丝杠花键单元包括滚珠丝杠花键轴、螺母套,所述滚珠丝杠花键轴贯穿所述中间板设置,一端与所述顶板固定连接,另一端贯穿所述底板设置,所述螺母套安装在所述底板上,并与滚珠丝杠花键轴的下端螺纹连接,所述驱动同步带一端与所述滚珠丝杠花键轴连接,另一端与所述抬升机构驱动电机输出端连接。
10、更进一步地,所述正压机构包括正压机构支座、封闭罩、第二气缸、吹气组件,所述吹气组件安装在封闭罩内部,与外部气源连通,所述正压机构支座与所述涂胶机构中设置的涂胶机构支座连接,所述第二气缸的缸体安装在所述正压机构支座上,缸柱贯穿正压机构支座顶部并与所述封闭罩连接;第二气缸推动封闭罩下移至恰好与涂胶完成的区域密封,然后吹气组件工作实现陶瓷片脱离。
11、更进一步地,所述涂胶机构包括涂胶机构支座、涂胶组件、x轴直线模组,所述涂胶机构支座安装在所述设备底座上,所述x轴直线模组安装在所述涂胶机构支座上,所述涂胶组件安装在所述x轴直线模组上,由所述x轴直线模组带动实现x轴水平移动;
12、所述涂胶组件包括涂胶头、z轴直线模组,所述涂胶头安装在所述z轴直线模组上,所述z轴直线模组与所述x轴直线模组连接,在进行涂胶时,涂胶头在z轴直线模组的带动下下行,到达设定位置后,通过x轴直线模组带动涂胶组件水平移动,进而完成陶瓷片单面的涂胶工作。
13、更进一步地,所述设备底座包括设备控制箱、涂胶台、抬升机构支座,所述抬升机构支座、涂胶台均安装在所述设备控制箱上,所述抬升机构中设置的中间板与所述抬升机构支座连接,涂胶台顶部设置有网格板,涂胶时产品冶具位于网格板下端,所述涂胶机构中设置的涂胶头在网格板上端运动。
14、本发明还提供了一种逆变器陶瓷片自动化双面涂胶方法,采用上述的设备进行陶瓷片的双面涂胶工作,包括以下步骤:
15、s1:将保持架放置于输送机构的输送同步带上,然后将陶瓷片托盘放置于保持架上,再将陶瓷片依次放入陶瓷片托盘;
16、s2:启动输送机构,通过输送机构驱动电机带动输送同步带,进而将保持架输送至抬升机构正上方,随后启动抬升机构将产品冶具抬升至涂胶机构工作区域并对其进行定位;
17、s3:启动涂胶机构,利用涂胶机构中的涂胶组件对陶瓷片的正面进行涂胶;
18、s4:涂胶完成后启动正压机构,正压机构中的第二气缸推动封闭罩下移至恰好与涂胶完成的区域密封,然后吹气组件工作使陶瓷片脱离;
19、s5:抬升机构向下退回,翻转机构顺时针旋转90°,利用输送机构的输送同步带将盛有已完成正面涂胶的陶瓷片的保持架运送至翻转机构的产品冶具压板上;
20、s6:在陶瓷片托盘及陶瓷片正上方再放置一个保持架;
21、s7:翻转机构的第一气缸工作,将含有两个保持架的产品冶具与翻转侧板夹紧,翻转机构逆时针旋转180°,气缸退回;
22、s8:利用输送机构的输送同步带将产品冶具运送至初始位置后,翻转机构顺时针旋转90°,取下产品冶具中位于上方的保持架;
23、s9:重复翻转步骤s2-s4对陶瓷片的反面进行涂胶;
24、s10:抬升机构向下退回,利用输送机构的输送同步带将产品冶具运送至初始位置;
25、s11:依次取下涂胶好的陶瓷片,完成陶瓷片的双面涂胶工作。
26、本发明相比现有技术具有以下优点:该逆变器陶瓷片自动化双面涂胶设备及方法,能够有效解决逆变器陶瓷片的双面涂胶问题,减少相关生产企业对陶瓷片涂胶工作的人工成本,并且在一定程度上提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!